
Abstract
Titanium (Ti) alloys are widely used in high-tech fields like aerospace and biomedical engineering. Laser additive manufacturing (LAM), as an innovative technology, is the key driver for the development of Ti alloys. Despite the significant advancements in LAM of Ti alloys, there remain challenges that need further research and development efforts. To recap the potential of LAM high-performance Ti alloy, this article systematically reviews LAM Ti alloys with up-to-date information on process, materials, and properties. Several feasible solutions to advance LAM Ti alloys are reviewed, including intelligent process parameters optimization, LAM process innovation with auxiliary fields and novel Ti alloys customization for LAM. The auxiliary energy fields (e.g. thermal, acoustic, mechanical deformation and magnetic fields) can affect the melt pool dynamics and solidification behaviour during LAM of Ti alloys, altering microstructures and mechanical performances. Different kinds of novel Ti alloys customized for LAM, like peritectic α-Ti, eutectoid (α + β)-Ti, hybrid (α + β)-Ti, isomorphous β-Ti and eutectic β-Ti alloys are reviewed in detail. Furthermore, machine learning in accelerating the LAM process optimization and new materials development is also outlooked. This review summarizes the material properties and performance envelops and benchmarks the research achievements in LAM of Ti alloys. In addition, the perspectives and further trends in LAM of Ti alloys are also highlighted.
Highlights
Substantive review of innovations in methodology, process and materials of AM Ti alloys.
Novel titanium alloys designed for laser additive manufacturing.
Machine learning assisted alloy design and process optimization.
Field-assisted additive manufacturing for titanium alloys fabrications.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 license. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
Nomenclature
| AM | Additive manufacturing |
| ANN | Artificial neural network |
| BP | Backpropagation |
| CALPHAD | Calculation of phase diagrams |
| CET | Columnar to equiaxed grain transition |
| CGAN | Conditional generative adversarial network |
| DL | Diffusion coefficient in liquid |
| EBSD | Electron backscattered diffraction |
 | Elongation to failure |
| EDS | Energy-dispersive x-ray spectroscopy |
| fs | Fraction of solid |
| GPR | Gaussian process regression |
| αGB | Grain boundary α phase |
| R | Growth rate of the solid/liquid interface |
| Q | Growth restriction factor |
| h | Hatch spacing |
| HCP | Hexagonal close-packed |
| HCS | Hot cracking susceptibility |
| HDH | Hydrogenated–dehydrogenated |
| c0 | Initial content of alloying element |
| IPF | Inverse pole figure |
| LOF | Lack-of-fusion |
| LAM | Laser additive manufacturing |
| LDED | Laser-directed energy deposition |
| LPBF | Laser powder bed fusion |
| P | Laser power |
| LSP | Laser shock peening |
| V | Scan speed |
| L | Longitudinal direction |
| El | Liner energy density |
| PSP | Process-structure-property |
| ML | Machine learning |
| R | Solidification rate |
| G | Thermal gradient |
| ΔTS | Solute undercooling |
| TRIP | Transformation-induced plasticity |
| YS | Yield strength |
| UTS | Ultimate tensile strength |
| T | Transverse direction |
| WAAM | Wire arc additive manufacturing |
| UV | Ultrasonic vibration |
1. Introduction
1.1. Development trend of LAM Ti alloys
Titanium (Ti) and its alloys are sought-after metallic materials due to their high specific strength, low density, superior corrosion resistance and exceptional biocompatibility. Notably, Ti alloys have strengths comparable to steel but half the weight. These characteristics made Ti and its alloys ideal for applications in aerospace, energy, automotive and biomedical sectors. However, Ti alloys are typically difficult to machine due to their poor thermal conductivity and low Young's modulus. In addition, the conventional processing method yields a very high buy-to-fly ratio of 10:1–20:1 in the fabrication of complex-shaped Ti components because most of the material is removed during machining [1]. These factors limit the broad applications of Ti alloys to a large extent.
In recent years, additive manufacturing (AM) is leading a revolutionary change due to its capability to produce near-net-shape complex geometry components from 3D models to 3D parts [2–4]. Thus, machining can be largely avoided or considerably reduced, significantly improving the material utilization rate. Notably, Ti alloys are predesignated to be additively manufactured due to their superior comprehensive performances and great additive manufacturability [5–7]. The low thermal conductivity and low coefficient of thermal expansion of Ti alloys make them less prone to cracking during AM. Besides, Ti alloys have a high absorption rate to laser, resulting in a high energy efficiency. Over the past decade, laser additive manufacturing (LAM) of Ti alloys has gained increasingly interest in both science and engineering, as shown in figure 1. Meanwhile, the whole market of LAM Ti alloys has been growing in recent years, with applications extending through the aerospace, automotive, industrial/business machines, consumer products/electronics, and medical/dental sectors [6].
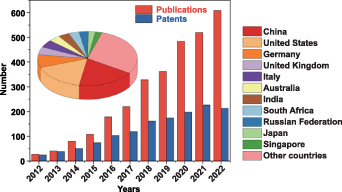
Figure 1. Research and development trends reflected by publications and patents in the LAM of Ti alloys (source from Scopus and Questel).
Download figure:
Standard image High-resolution image1.2. Advantages and challenges in LAM of Ti alloys
LAM techniques, including laser powder bed fusion (LPBF) and laser-directed energy deposition (LDED), are the most promising techniques for fabricating high-performance Ti components/parts [8]. Using a laser beam as the energy source in AM of Ti alloys bestows many advantages. In comparison with electron beam melting (EBM) and wire-arc additive manufacturing (WAAM), the LAM-built part generally exhibits better dimensional accuracy [9]. Laser AM minimizes the heat-affected zone (HAZ), which is crucial for Ti alloys known for their sensitivity to temperature variations. With the high local energy density and ultra-high cooling rates, LAM can produce metallic parts with ultra-fine microstructures and superior performance. Many benefits can be achieved by using LAM to fabricate Ti alloy components: (i) High material and energy efficiency. Compared to the 10:1–30:1 buy-to-fly ratio reached using conventional manufacturing (e.g. forging followed by machining) [10], the buy-to-fly ratio of LAM Ti parts/components can be close to 1:1, suggesting an ideal raw material efficiency. Moreover, LAM can reduce component weight and the number of parts by proper structural design (e.g. topology optimization), thereby reducing fuel consumption and increasing the energy efficiency of land, air and space vehicles. (ii) High freedom in geometric design. As a near-net forming technology, LAM can fabricate parts of arbitrary shape, making it particularly suitable for manufacturing complex-shaped or customized components. More importantly, LAM can overcome the limited machinability of Ti alloys. For example, the Manipal Hospitals in India reported using customized patient-specific Ti implants to replace a patient's entire chest bone and ribs after cancer resection [11]. The new Ti chest bone was successfully manufactured by LPBF and tailored to the patient's size, height and weight of the skeleton to be removed. (iii) Reduced manufacturing life-cycle. Eliminating tooling for LAM parts is beneficial for reducing manufacturing lead time and labour. For instance, Liebherr Aerospace reported manufacturing an aircraft valve block made by Ti alloy LPBF, reducing the production time by 75% and weight saving by 35% [12]. (iv) Enhanced component integration and reduced parts assemblies. LAM can reduce the number of parts in an assembly, thereby reducing the overhead time and cost associated with documentation, inspection, production planning and control. Meanwhile, the time and labor required to assemble the product can also be reduced. These advantages have propelled the adoption of LAM-fabricated Ti alloy parts across high-value sectors, including aerospace, energy, automotive, and biomedical industries, as depicted in figure 2. Hence, this review will focus on LAM of various types of Ti alloys.

Figure 2. Typical applications and concepts of LAM Ti alloys.
Download figure:
Standard image High-resolution imageDespite significant demands and advances in the LAM of Ti alloys, there are still several challenges that act as barriers to industrial applications, mainly including: (i) high cost and limited alloy options, (ii) columnar microstructure, strong texture and microstructural inhomogeneity, (iii) poor ductility and low work-hardening capacity, (iv) anisotropy and inhomogeneous mechanical properties, and (v) high residual stress and unsatisfactory fatigue properties. To address these challenges, several innovative solutions have been developed and promoted in recent years, including LAM process optimization, novel LAM-based Ti alloy design, and auxiliary field integration.
1.3. Motivation and scope
With the significant developments of AM over the past decade, several reviews on AM of Ti alloys have been published [6, 13–20]. For instance, Nguyen et al [21] systematically reviewed the microstructure and properties of additively manufactured Ti-6Al-4V alloy. Tshephe et al [22] reviewed AM of Ti alloys from aspects of methods, properties, challenges, and prospects. Zhang and Liu [17] reviewed the design of Ti alloys by additive manufacturing, such as fine-grained, biomedical, and graded Ti alloys. Sing [23] reviewed powder bed fusion of AM of β-Ti alloys from the perspectives of processes, materials, and designs. However, these works mainly focus on commercial Ti alloys (e.g. CP-Ti, Ti-6Al-4V, Ti-5Al-5V-5Mo-3Cr) and conventional AM processes. With the rapid development of AM Ti alloys, numerous advanced Ti alloys designed or modified for LAM, advanced LAM processes (e.g. field-assisted LAM) and novel methodologies (e.g. machine learning) have gained attention in recent years. Hence, there is a need for an up-to-date and insightful review to recap the latest research and development (R&D) trends. In this work, different novel Ti alloys customized for LAM, like peritectic α-Ti, eutectoid (α + β)-Ti, hybrid (α + β)-Ti, isomorphous β-Ti and eutectic β-Ti alloys, are reviewed in detail. Moreover, machine learning, as a representative artificial intelligence technique, has attracted considerable interests in LAM, e.g. to assist process optimization and alloy design in LAM of Ti alloys, and will therefore also be considered in this review. Furthermore, novel field-assisted LAM (e.g. heating, mechanical deformation, ultrasonic vibration, and external magnetic fields) have been further developed in recent years for Ti alloys fabrication. Given the above reasons, the current review is developed to help researchers and engineers to gain a comprehensive and up-to-date knowledge of innovations in LAM of Ti alloys. This review focuses on recent innovations in LAM of Ti alloys. As a result, post-processing treatments, including procedures like heat treatment and hot isostatic pressing, are not in the scope of this review. In conclusion, this work aims to provide a rigorous and dedicated overview of recent innovations in LAM Ti alloys in terms of methodology, process, materials and properties.
2. LAM process for Ti alloys
In this section, the LAM techniques used for Ti alloy fabrication are introduced, and the effects of processing variables (e.g. laser power, scan speed) on microstructure and properties of Ti alloys are discussed. Moreover, machine learning-assisted LAM process optimization, including process parameters optimization, in-situ monitoring and closed-loop control, are highlighted. This section could provide significant guidance for scientists and engineers working on process optimization of LAM Ti alloys.
2.1. Overview of LPBF and LDED technologies
While the energy source for LPBF and LDED are both laser beams, the main differences between these techniques are how the feedstock is delivered and the incident energy input (laser power). In the LPBF system, a scraper spreads a thin layer (typically 20 ∼ 50 μm) of powder on the substrate or previous layers. Then, a high energy-density laser beam selectively melts the powder rapidly according to defined cross-sections of the parts, and repeatedly forms the bulk 3D part in a layer-by-layer approach, as shown in figure 3(a). Due to the ultra-high cooling rate of the LPBF (105 ∼ 107 K·s−1) process [24], Ti alloys built by LPBF generally consist of predominantly martensitic α'/α'' phase, metastable β phase or both, depending on the composition of the feedstock. However, it should also be noted that the decomposition into more thermodynamically stable microstructures can be achieved by properly tuning process parameters [25].

Figure 3. The typical LAM processes used for the fabrication of Ti alloys: (a) LPBF and (b) LDED [26]. Reprinted from [26], © 2022 Published by Elsevier Ltd on behalf of The editorial office of Journal of Materials Science & Technology.
Download figure:
Standard image High-resolution imageLDED utilizes powder or wire introduced coaxially to the laser beam as feedstock material. Different from LPBF, the materials are delivered into the melt pool directly during fabrication, as shown in figure 3(b). Depending on the feedstock materials, two kinds of LDED are derived: powder-feed LDED and wire-feed LDED. Among the two types of LDED techniques, powder-feed LDED yields better dimensional accuracy and lower surface roughness, while wire-feed LDED results in higher deposition and raw-material utilization rates.
Both the LPBF and LDED techniques are suitable for fabricating Ti alloys, while the main applications and advantages of Ti alloys prepared by these two techniques are pretty different. The main feature of LPBF Ti alloys is the ultra-fine microstructure and high mechanical strength. Due to the high precision and superior mechanical performance, the LPBF Ti alloys have achieved wide applications in the aerospace and biomedical industries. In contrast, the mechanical characterisitcs of LDED Ti alloys are moderate strength and moderate ductility. The LDED process is more suitable for fabricating large-format components and multi-materials due to the high processing flexibility and high productivity. Hence, the LDED Ti alloy parts are mainly employed in aerospace, automotive, marine and offshore fields [15]. Nevertheless, the LPBF and LDED techniques share many similar process parameters, including laser power, scan speed, hatch space, etc. To facilitate discussion, the Ti alloys prepared by LPBF and LDED techniques are discussed together in the current review.
2.2. Typical process parameters in LAM Ti alloys
For the LAM processes, there are various process variables (e.g. laser power (P), laser beam size, scan speed (v), layer thickness (t) and scan spacing (h)) that need to be designated. All those parameters play a significant role in the densification, microstructure and properties of LAM-built Ti alloys. The commonly adopted parameters range used in LPBF and LDED are listed in figure 3. The effects of these process variables on the fabricated part's relative density have been well-reviewed and discussed previously [13–15, 27–29]. For the Ti alloys, the microstructure and properties can be well-tailored through variations of the processing parameters. Notably, the effects of LAM processing parameters on the thermal history and solidification behaviour of the deposited materials are complex. Among all the processing parameters, P, v and P/v (linear energy input) dominate the overall energy input. For LAM α and (α + β)-Ti alloys, higher energy input is generally favourable for achieving an equilibrium lamellar α or α + β microstructure. Lower energy input is advantageous for achieving the entire martensite microstructure. For the LAM β-Ti alloys, however, lower energy input generally leads to the formation of metastable β phase. Higher energy input can be used to promote the in-situ precipitation of α. Meanwhile, it is worth mentioning that the intrinsic thermal cycling effect is affected not only by P, v, h and t, but by the interlayer time and deposited block size as well. A short interlayer time and a larger deposited size promote thermal accumulation during LAM [30, 31]. Considering the sensitivity of Ti alloys to the intrinsic heat treatment effects, the processing parameters should be controlled carefully to achieve a stable mechanical performance of the fabricated part.
2.3. Machine learning-assisted process optimization
2.3.1. Machine learning assisted process parameters optimization.
Up until now, the most common ways to optimize process parameters are based on trial-and-error methods, e.g. energy density criteria or processing window mapping. However, due to the complex interactions between the processing parameters and their effects on the material density, it is time-consuming and costly to optimize the processing parameters through trial-and-error methods. Machine learning has been shown as a suitable alternative technique for directly modelling the underlying relationship between various process parameters and part properties to address this challenge [32].
Machine learning models can model the relationship between process parameters and as-build part properties, such as relative density [33]. Maitra et al [34] adopted a Gaussian process regression (GPR) model for predicting the relative density of LPBF Ti-6Al-4V alloy. The inputs of the GPR model are five process parameters (i.e. P, v, h, t and EV ), and the output is the relative density. Through training the GPR model with 2 900 data points collected from previous references, the relative density of LPBF Ti-6Al-4V alloy can be predicted accurately by inputing the process parameters (with a mean absolute error of 1.12%). The relationship between process parameters and relative density has been modelled as a second-order polynomial equation in their study, as shown in equation (5). Similarly, Nguyen et al [35] trained an artificial neural network (ANN) model to predict the relative density of LPBF Ti-6Al-4V alloy via using four independent process parameters (P, v, h and t). By jointly considering the deposition efficiency and the relative density, the optimal LPBF process parameters for Ti-6Al-4V alloy are determined as laser power of 180 W, scan speed of 900 mm·s−1, layer thickness of 20 μm and hatch spacing of 80 μm. The experimental result indicated that a fully dense part with a relative density of 99.8% could be achieved under the optimal process parameters, demonstrating the effectiveness of the ANN prediction method. Cacace and Semeraro [36] proposed a fast optimization procedure for selecting L-PBF parameters based on a semi-analytical thermal model and a geometric-based defect model, aiming to achieve a balance between good solidification and productivity. The methodology is validated by producing AISI 316L specimens and demonstrates reliable performance in an industrial LPBF system. Gong et al [37] investigated the process-structure-property (PSP) linkages in the LAM of Ti-6Al-4V metal parts through a novel ML model, aiming to understand and predict machining behaviour. The model leverages reduced-dimensional representation of material characterization data, validated through various experimental techniques like scanning electron microscopy and x-ray diffraction. The study achieved extremely high prediction accuracy (>99%, statistically significant at a 95% confidence interval) and offers insights that can be integrated with existing models to optimize material behaviours such as machining, fatigue, and corrosion resistance. In terms of β-Ti alloy, Shin et al [38] adopted the ANN model for the processing parameters optimization of LPBF Ti-5Al-5V-5Mo-3Cr alloy. The inputs of the ANN model were P, v and h, and the output was the relative density. By training the ANN model with 60 experimental datasets, the ANN model showed a highly accurate performance on relative density prediction, as shown in figures 4(a) and (b). In addition, Lim et al [39] proposed a novel method for optimizing the processing parameters of LDED Ti-6Al-4V alloy via the single-track deposited surface colour and machine learning, as shown in figure 4(c). Through 135 single-track experiments with different combinations of laser power and scan speed, six surface colours were observed, including deep blue, blue-white, blue, brown, gold and silver, and the blue-white was determined as the best surface color. Validation experiment results indicated the random forest (RF) model exhibits excellent predictive performance on the single-track surface color, which could help workers to select appropriate manufacturing conditions.
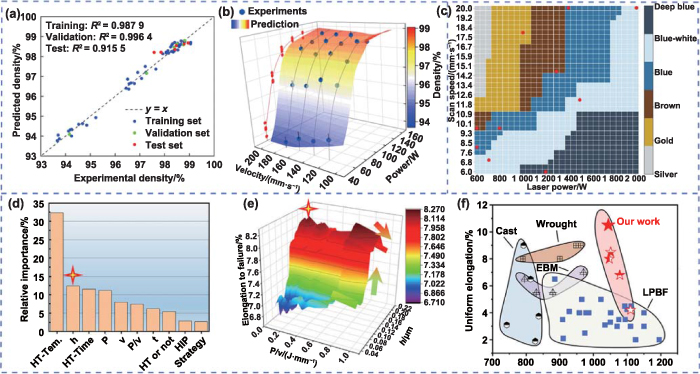
Figure 4. Machine learning assisted process parameters optimization: (a) predicted versus measured densities and (b) surface plot of the densities for the LPBF of Ti-5Al-5V-5Mo-3Cr alloy [38], (c) predicted single-track surface colours of LDED Ti-6Al-4V by the RF model [39], (d) the relative importance of various parameters on the ductility of LPBF Ti-6Al-4V [40], (e) 3D contour map of the predicted ductility and (f) obtained mechanical properties with optimal processing parameters [40]. (a), (b) Reprinted from [38], © 2020 Elsevier B.V. All rights reserved. (c) Reproduced from [39]. CC BY 4.0. (d)–(f) Reprinted from [40], © 2022 Published by Elsevier Ltd.
Download figure:
Standard image High-resolution imageMachine learning can also optimize the processing parameters to achieve better mechanical performance. Figure 4(d) depicts the relative importance of parameters on the ductility of LPBF Ti-6Al-4V alloy calculated by the RF model [40]. Among all the parameters considered by Yap et al [40] to process Ti-6Al-4V by LPBF, they found that heat treatment temperature and hatch distance (h) are the most important parameters governing the ductility of the alloy, while post-heat treatment generally weakens its strength. Moreover, the partial dependence plot (figure 4(e)) predicted by the RF model indicates that the ductility initially increases and then decreases with increasing h. Considering this information provided by the RF model, the mechanical properties of LPBF Ti-6Al-4V are enhanced significantly by tailoring the h deliberately, as shown in figure 4(f). In addition, decision tree and ANN were used to classify various types of volumetric defects such as lack-of-fusion (LOF), gas-entrapped pores, and keyholes in LPBF Ti-6Al-4V alloy [41]. Morphological features such as dimensions, roundness and aspect ratio were extracted, and machine learning (ML) models can predict defect types with 99% accuracy. Advanced ML methods, including deep learning, have also shown promising results in the recent literature for processing parameter optimization. Kim et al [42] developed a conditional generative adversarial network (CGAN) to generate virtual surface morphology of Ti-6Ai-4V parts manufactured by LDED under given process parameters. The proposed AI guidance system can result in an optimized smooth surface design. The author illustrated that AI-recommended virtual surface morphology can aid in producing high-quality parts at a low cost.
Moreover, machine learning can create surrogate models for multiscale-multiphysics mechanistic simulations, constructing digital twins for the AM process. High-fidelity mechanistic models can reveal comprehensive information regarding the underlying complex physical mechanisms. However, the simulations are often computational-intensive and time-consuming, which creates significant barriers for the industry end-user. For multi-track and multi-layer samples [43], FEM-based numerical simulations for thermal history dataset construction can take up to three months. To resolve this challenge, Gunasegaram et al [44] discussed the exceptional value of digital twins in AM, highlighting the need for high-fidelity multiscale-multiphysics models and their faster-solving surrogates using ML approaches for real-time problem-solving.
2.3.2. Machine learning assisted in-situ monitoring and closed-loop control.
Even when optimal processing parameters have been determined, the importance of in-situ monitoring and closed-loop control cannot be underestimated for ensuring the successful fabrication of high-quality, defect-free parts in LAM. Despite using optimal processing parameters, defects such as distortions, porosity, cracks, and microstructural heterogeneity may still occur as a result of factors such as inconsistent printing speeds [45] and localized heat accumulation [46, 47]. To guarantee a successful build and minimize defects, real-time monitoring of the LAM process is vital. This is achieved through the use of various sensing techniques (e.g. visual, thermal, acoustic, and x-ray imaging.) that gather data from the process [48]. By integrating machine learning models with sensor signals, early detection of potential defects becomes feasible, allowing for the immediate suspension of the process if defects are detected [49]. This proactive approach helps prevent further deterioration of quality and potential build failures. Numerous sensing techniques and machine learning methods have been implemented for the in-situ monitoring of LAM processes involving Ti alloys. Khanzadeh et al [50] proposed a novel in-situ porosity detection method based on the temperature distribution of the top surface of the melt pool. The method utilized Self-Organizing Maps (SOMs) to analyze two-dimensional melt pool image streams for identifying similar and dissimilar melt pools. X-ray tomography was employed to experimentally locate porosity within a Ti-6Al-4V thin-wall specimen, which was then compared with the predicted porosity locations based on the melt pool analysis. Results showed that incorporating thermal distribution significantly improved the accuracy of porosity prediction, with the proposed method predicting the location of porosity almost 96% of the time when the appropriate Self-Organizing Map model was selected. Wolff et al [51] introduced a piezo-driven powder deposition system for powder-blown LDED, allowing for imaging of individual powder particles flowing into a scanning melt pool. They performed the first-of-its-kind in-situ high-speed x-ray imaging of the powder-blown LDED process of Ti-6Al-4V powder particles, revealing how laser-matter interaction influences powder flow and porosity formation. On top of this system, Ren et al [52] developed a machine learning–aided approach for detecting stochastic keyhole porosity generation events in LPBF of Ti-6Al-4V. They used simultaneous high-speed synchrotron x-ray imaging and thermal imaging, coupled with multiphysics simulations, to discover two types of keyhole oscillation. Their approach achieved submillisecond temporal resolution and a near-perfect prediction rate, demonstrating a practical method for adopting the in-situ defect detection approach in commercial systems. Furthermore, multisensor monitoring offers enriched insights into the complex dynamics of LAM processes, thereby boosting defect detection accuracy [53]. Yet, the heterogeneity of data, sensor noise characteristics, and the varying relevance of different sensors to quality parameters complicate multi-sensor system deployment.
Machine learning-assisted in-situ monitoring is critical in both LPBF and LDED for real-time defect detection and process optimization [54]. However, the two methods differ regarding material build manner and rate, thermal history, and environment, which may necessitate different sensor types and ML modelling techniques. Several factors need to be considered when determining the applicability of in-situ monitoring for LPBF and LDED. For example, acoustic noise, a key impediment in acoustic-based monitoring, manifests differently in the two processes. LPBF predominantly encounters noise from the protective gas flow, which is mostly low-frequency and readily filterable [55]. In contrast, LDED grapples with a more complex noise content due to the impact of protective gas flow, powder stream and platform movement via different axes, thereby complicating acoustic signal analysis [56]. In addition, the two processes also differ in their need for temporal resolution, particularly for vision-based monitoring. In LPBF, where laser scan speed is much higher, sensors must have superior temporal resolution to capture subtle changes in the melt pool. Standard coaxial CCD cameras with sampling rates between 30 Hz and 100 Hz, often adequate for LDED, may fall short in LPBF. High-speed cameras in LPBF can even reach acquisition rates up to 10 kHz to capture subtleties when speed inconsistencies arise [45]. However, higher sampling frequencies present challenges in efficient data management. Another essential distinction lies in the post-process validation methods employed for in-situ monitoring applications. For training data and model development, LDED studies often utilize single tracks or single bead walls. In contrast, LPBF typically fabricates small cubes for this purpose. The subsequent defect analysis techniques also diverge: LPBF commonly uses x-ray imaging to identify porosity defects, whereas LDED commonly employs cross-sectional optical microscopy. An alternative approach for defect annotation in both processes involves employing a separate visual camera to monitor the plume and spatters. The severity of these spatters and the area covered by the plume can indicate the build quality [57].
Despite these challenges and differences, LPBF and LDED share core physical phenomena like melting and solidification. This similarity offers the potential transferability for the ML model between LPBF and LDED [58]. Transfer learning techniques can leverage LPBF's advanced AI applications to inform less mature processes like LDED. For instance, a machine learning model designed for porosity detection in LPBF could be adapted for LDED with some recalibration and retraining. Conversely, techniques like high-speed x-ray imaging presented by Wolff et al [51], more specific to LDED's powder-blown deposition, may not translate directly to LPBF.
Closed-loop control systems can also be established based on in-situ captured sensor data. For example, Gibson et al [59] demonstrated multiple modes of closed-loop melt pool size control in laser-wire-based DED of Ti-6Al-4V. They reported a closed-loop melt pool size control method through laser power modulation for intralayer control of bead geometry. They also developed a controller that modulates the print speed and deposition rate on a per-layer basis, allowing control of average melt pool size or average laser power in coordination with real-time melt pool size control. This research demonstrate that accumulated heat in components under deposition can be exploited to maintain process stability as print speed and deposition rate are automatically increased under closed-loop control, with significant implications for overall production efficiency.
The advancements in in-situ monitoring and closed-loop control have significantly enhanced the reliability and quality consistency of LAM-produced Ti alloys. Table 1 summarises the state-of-the-art ML-assisted process optimization method adopted for LAM of Ti alloy. By leveraging state-of-the-art sensing techniques and machine learning methods, researchers have demonstrated the ability to detect and mitigate defects in real time, preventing potential build failures and ensuring optimal part quality. As the field continues to evolve, further development and refinement of these monitoring and control systems will play a critical role in the widespread adoption of LAM for the fabrication of high-performance components across various industries. Ultimately, the integration of advanced machine learning-assisted in-situ monitoring and closed-loop control systems will pave the way for more efficient, reliable, and cost-effective LAM solutions.
Table 1. Summary of ML models for LAM of Ti alloys process optimization.
| References | ML Model | Input Data | Application | Dataset size | Model Performance | LAM Process |
|---|---|---|---|---|---|---|
| Maitra et al [34] | GPR | Processing Parameters (P, v, h, t, EV ) from Literature | Relative Density Prediction | 2 900 | MAE = 1.12% | LPBF |
| Nguyen et al [35] | ANN | Processing Parameters (P, v, h, t) from Experiments | Relative Density Prediction | 2 048 | MAE = 1.63% | LPBF |
| Shin et al [38] | ANN | Processing Parameters (P, v, h) from Experiments | Relative Density Prediction | 60 | R2 = 0.915 5, RMSE = 0.324 9% | LPBF |
| Lim et al [39] | RF | Processing Parameters (P, v) from Single Track Experiments | Process Optimization Based on Surface Color Prediction | 135 | Accuracy = 0.964 3 | LDED |
| Yao et al [40] | RF | Heat Treatment Temperature, Time, HIP, Processing Parameters (P, v) | Mechanical Properties Optimization | 129 | R2 = 0.87 | LPBF |
| Poudel et al [41] | ANN, DT | Morphological Features of the Defects (dimensions, roundness, aspect ratio) | Volumetric Defect Classification | 98 | Accuracy = 99% | LPBF |
| Kim et al [42] | CGAN | Process Parameters (laser power, powder feed rate, and scan speed) | Surface Morphology Optimization | 432 | FID score 174.8 | LDED |
| Khanzadeh et al [50] | SOM | Temperature Distribution of Melt Pool | In-Situ Porosity Detection | 1 554 | Accuracy = 96% | LDED |
| Ren et al [52] | CNN | High-speed Synchrotron x-ray and Thermal Imaging | In-Situ Keyhole Porosity Detection | NA | Accuracy = 100%, submillisecond temporal resolution | LPBF |
3. Novel Ti alloys customized for LAM
Commercial Ti alloy powders are mainly designed for traditional process methods such as casting, forging, etc., for which the processability requirements of Ti alloys from the metallurgical point of view for LAM processes have been nearly unexplored. In this section, different kinds of novel Ti alloys customized for LAM, like peritectic α-Ti, eutectoid (α + β)-Ti, hybrid (α + β)-Ti, isomorphous β-Ti and eutectic β-Ti alloys, are reviewed in detail in terms of alloy design principle, microstructure and properties. Furthermore, the criteria/factors that govern customized Ti alloy design for LAM are also discussed and summarized. The frontier machine learning assisted novel Ti alloy design and discovery is also highlighted. This part would guide researchers and engineers to develop advanced Ti alloys customized for LAM to fulfil specific application requirements.
3.1. Customized α-Ti alloys for LAM
α-Ti alloys have exceptional resistance to creep and remarkable weldability, rendering them highly suitable for high-temperature applications, such as gas turbine engines. Among these alloys, commercially pure (CP) Ti, essentially a Ti-O alloy, stands out as the most widely embraced α-Ti alloy. The microstructure of α-Ti alloys produced through LAM typically consists of α', α, or a combination of both phases, owing to the absence of a β-stabilizing element.
La is an α-stabilizer and peritectic forming element for Ti alloys. During the solidification process, La can trigger the peritectic reaction of L1 + β → La-bcc, as illustrated in figure 5(a). Consequently, this distinctive transformation pathway offers the means to deviate from the conventional Burger vector relationship observed between the parent β phase and the α phase. In this regard, Barriobero-Vila et al [60] conducted a comprehensive investigation into the impact of La addition on the microstructural characteristics and phase transformation behaviour of Ti-2La alloy fabricated by LPBF. Notably, their study, employing high-energy synchrotron x-ray diffraction, unveiled that a peritectic reaction, L1 + β → α, potentially of metastable nature, occurs during solidification. This phenomenon, thus far not accounted for in the Ti-La equilibrium diagram, instigates heterogeneous grain nucleation, succeeded by the allotropic β → α transformation. Importantly, these newly formed grains are not necessarily crystallographically correlated with the parent β phase. Consequently, this results in a substantial reduction in α texture. As a result, equiaxed microstructures can be achieved, as visually represented in figure 5(b). This research offers an insightful remedy for circumventing the inherent coarse columnar prior-β structure and the pronounced <001> texture observed in LAM Ti alloys through the incorporation of a peritectic transformation pathway.
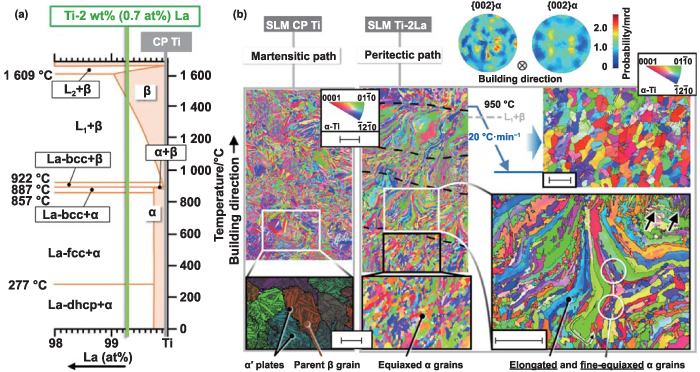
Figure 5. LPBF α-Ti alloys [60]: (a) Ti-La phase diagram, (b) microstructure of LPBF-Ti and LPBF Ti-2La alloys. Reproduced from [60]. CC BY 4.0.
Download figure:
Standard image High-resolution imageAl is a commonly used α-stabilizer in Ti alloy, which can increase the martensitic transformation start temperature and provide a considerable solid solution strengthening effect. However, it is worth noting that Al is commonly incorporated into Ti alloys in conjunction with other β-stabilizing elements (e.g. Al with V in Ti-6Al-4V and Al with Nb in Ti-6Al-7Nb). Song et al [61] studied the effects of Al content on the microstructure and properties of LPBF-built Ti-xAl-4V alloy. The experimental results indicated that the LPBF Ti-8Al-4V possesses higher tensile strength and uniform ductility than that of Ti-6Al-4V. The underlying mechanism is that the increased Al content facilitated a heterostructured microstructure formation (composed of coarse secondary α' lath and fine ternary α' lath), promoting the hetero-deformation-induced strengthening.
The interstitial elements, including C, N and O, are also effective α-stabilizer for Ti alloy. As a result, the LAM CP-Ti with interstitial elements addition can also be considered as a kind of LAM-based α-Ti alloy. The addition of interstitial elements can refine the microstructure and mechanical strength of Ti alloy. Nevertheless, the content of interstitial elements addition should be controlled carefully to avoid unfavourable brittleness. To this end, using a semi-inert atmosphere (e.g. Ar + N2 [62], Ar + CH4 [63]) during LAM could be a suitable choice.
3.2. Customized (α + β)-Ti alloys for LAM
(α + β)-Ti alloys with elevated levels of β stabilizers are among the most extensively utilized Ti alloys. One of the foremost representatives is the Ti-6Al-4V alloy, which constitutes approximately 50% of Ti alloy production. These (α + β)-Ti alloys are heat-treatable and exhibit greater sensitivity to LAM processing parameters. The microstructure of (α + β)-Ti alloys fabricated via LAM typically encompasses α', α' + (α + β), or α + β phases, which are contingent upon the processing methodologies and thermal inputs. Applications for (α + β)-Ti alloys produced through LAM are in the aerospace and biomedical sectors.
3.2.1. Eutectoid (α + β)-Ti alloys.
Herein, eutectoid (α + β)-Ti alloys refer to Ti alloys with β-eutectoid elements addition. The β-eutectoid elements (e.g. Ni, Co, Cu, Mn, Fe, Cr) are both effective grain refiners for Ti alloy due to their high grain restriction factor (Q) (table 2). According to the Hunt criterion, the β-eutectoid element addition is beneficial for achieving columnar to equiaxed grain transition (CET) in Ti alloys [64]. Alloying with solutes of large Q values also results in the rapid development of the amount of constitutional supercooling in front of the growing solid that provides the nucleation undercooling (ΔTcs) [65], restriction of columnar grain growth and promotion of heterogeneous nucleation at the solidification front. As a result, considerable work has been done in recent years to investigate the effects of eutectoid elements addition on LAM Ti alloys. Note that the studies on the LAM of eutectoid Ti alloys mainly focused on hypoeutectoid Ti alloys. The effects of eutectoid elements addition on microstructure and properties of LAM Ti alloys are overviewed systematically in this section. The mechanical properties of LAM-processed eutectoid (α + β)-Ti alloys are summarized in table 3.
Table 2. Grain growth restriction factor for typical eutectoid forming elements in Ti (m is the slope of the liquidus, k is the solute partition coefficient) [66].
| Element | m | k | m (k-1) | Reference |
|---|---|---|---|---|
| Ni | −23.8 | 0.4 | 14.3 | [67, 68] |
| Co | −23.7 | 0.63 | 8.8 | [67] |
| Cu | −10.6 | 0.39 | 6.5 | [67, 69, 70] |
| Mn | −13.1 | 0.55 | 5.9 | [67] |
| Fe | −18 | 0.79 | 3.8 | [67, 71] |
| Cr | −8.1 | 0.81 | 1.5 | [67, 71] |
Table 3. Tensile properties of customized (α + β) Ti alloys for LAM. The increments are compared with the base alloy (without eutectoid elements added) prepared with the same processing parameters.
| Alloying element | LAM | Composition | Microstructure | YS/MPa | YS increment | UTS/MPa | UTS increment |
/% |
increment | References |
|---|---|---|---|---|---|---|---|---|---|---|
| Cu | LDED | Ti-3.5Cu | α + Ti2Cu | 747 | — | 867 | — | 14.9 | — | [65] |
| Ti-6.5Cu | α + Ti2Cu | 964 | — | 1 073 | — | 5.5 | — | |||
| Ti-8.5Cu | α + Ti2Cu | 1 023 | — | 1 180 | — | 2.1 | — | |||
| LPBF | Ti-1.25Cu | α'+ Ti2Cu | 724 | — | 842 | — | 12.0 | — | [72] | |
| Ti-2.5Cu | α + Ti2Cu | 826 | — | 1 002 | — | 5.3 | — | |||
| Ti-5Cu | α + Ti2Cu | 1 036 | — | 1 242 | — | 2.5 | — | |||
| LPBF | Ti-6Al-4V | — | — | — | 1 243 | — | 6.6 | — | [73] | |
| Ti-6Al-4V-1.38Cu | — | — | — | 1 550 | +24.7% | 4.5 | −31.4% | |||
| LDED | Ti-6Al-4V | α + β | — | — | 1 030 | — | 14.5 | — | [74] | |
| Ti-6Al-4V-5.4Cu | α + β + Ti2Cu | — | — | 1 614 | +56.7% | 13.7 | −5.5% | |||
| Ti-6Al-4V-6.8Cu | α + β + Ti2Cu | — | — | 967 | −6.1% | 4.9 | −66.2% | |||
| Ni | LPBF | Ti | α' | 670 | — | 745 | — | 18.5 | — | [75] |
| Ti-0.4Ni | α' | 1 020 | +52.2% | 1 120 | +50.3% | 8.8 | −52.4% | |||
| LDED | Ti-5Ni | α + Ti2Ni + discontinuous αGB | 750 | — | 937 | — | 5.4 | — | [76] | |
| Ti-5Ni (800 °C/24 h) | α + α'+ Ti2Ni | 1 040 | — | 1 225 | — | 5.4 | — | |||
| LDED | Ti-6Al-4V | α + β | 1 034 | — | 1 144 | — | 8.1 | — | [77] | |
| Ti-6Al-4V-0.9Ni | α + β | 1 310 | +26.6% | 1 356 | +18.5% | 5.2 | −35.8% | |||
| LDED | Ti-6Al-4V | α + β | 939 | — | 1 054 | — | 17.6 | — | [78] | |
| Ti-6Al-4V-1.1Ni | α + β + Ti2Ni | 998 | +6.2% | 1 079 | +2.4% | 9.4 | −46.6% | |||
| Ti-6Al-4V-1.7Ni | α + β + Ti2Ni | 1 080 | +15.0% | 1 172 | +11.2% | 8.3 | −52.8% | |||
| Ti-6Al-4V-2.5Ni | α + β + Ti2Ni | 1 155 | +23.0% | 1 228 | +16.5% | 4.4 | −75.0% | |||
| LPBF | Ti-1.2Ni-0.06B | Equiaxed α | — | — | 970 | — | 10.7 | — | [79] | |
| Co | LDED | Ti-6Al-4V | α + β | 1 131 | — | 1 184 | — | 2.7 | — | [80] |
| Ti-6Al-4V-5CoCrMo | α + β + continuous αGB | 1 246 | +10.2% | — | — | — | — | |||
| Ti-6Al-4V-10CoCrMo | β | 957 | −15.4% | 1 029 | −13.1% | 13.7 | +407% | |||
| Fe | LPBF | Ti-5Fe-0.2Y | α'+ α + β | — | — | 700 | — | 0.7 | — | [81] |
| Ti-5Fe-0.2Y (500 °C/1 h) | α'+ α + β | 870 | — | 945 | — | 4.5 | — | |||
| Ti-5Fe-0.2Y (760 °C/1 h) | α'+ α + β | 780 | — | 865 | — | 12.2 | — | |||
| LDED | Ti-2Fe-0.1B | α + β + TiB | 756 | — | 779 | — | 18.0 | — | [82] | |
| LDED | Ti-6Al-4V | α + β | 1 053 | — | 1 132 | — | 7.0 | — | [83] | |
| Ti-6Al-4V-1Fe | α + β | 1 070 | +1.7% | 1 152 | +1.9% | 10.5 | +50% | |||
| Ti-6Al-4V-2Fe | α + β | 1 226 | +16.5% | 1 294 | +14.4% | 8.0 | +14.3% | |||
| Ti-6Al-4V-3Fe | α + β | 1 299 | +23.5% | 1 353 | +19.6% | 5.3 | −24.3% | |||
| Ti-6Al-4V-4Fe | α + β | 1 413 | +34.3% | 1 457 | +28.8% | 3.0 | −57.1% | |||
| Cr | LDED | Ti-6Al-4V | α + β | 1 053 | — | 1 132 | — | 7.0 | — | [83] |
| Ti-6Al-4V-1Cr | α + β | 1 045 | −0.6% | 1 121 | −0.9% | 8.0 | +14.3% | |||
| Ti-6Al-4V-2Cr | α + β | 1 113 | +5.9% | 1 190 | +5.2% | 7.2 | +2.9% | |||
| Ti-6Al-4V-3Cr | α + β | 1 246 | +18.6% | 1 323 | +17.0% | 5.4 | −22.9% | |||
| Ti-6Al-4V-4Cr | α + β | 1 340 | +27.5% | 1 404 | +24.1% | 4.1 | −41.4% | |||
| CoCrNi | LDED | Ti-6Al-4V | α + β | 1 059.1 | — | 1 166 | — | 6.0 | — | [84] |
| Ti-6Al-4V-1CoCrNi | α + β | 1 260 | +19.0% | 1 336 | +14.6% | 5.1 | −14.9% | |||
| 316 l | LPBF | Ti-6Al-4V-4.5(%)316l | α' +β | 984 | — | 1 297 | — | 8.8 | — | [85] |
| Re | LPBF | Ti | α' | 461 | — | 592 | — | 21 | — | [86] |
| Ti-0.5Re | α' | 653 | +41.6% | 781 | +31.9% | 14.6 | −30.5% | |||
| Ti-1.0Re | α' | 770 | +67.0% | 906 | +53.0% | 10.2 | −51.4% | |||
| Ti-1.5Re | α' | 905 | +96.3% | 1 095 | +85.0% | 4.7 | −77.6% |
Ni is a typical active eutectoid-forming element with a large Q (QNi = 14.3c0 ) and is therefore an effective grain refiner for Ti alloys. As a result, Ni alloying is of great interest for LAM of Ti alloys [75–78]. According to the phase diagrams, the maximum solubility of Ni in α-Ti is only 0.3 wt% [87]. Excessive addition of Ni could lead to the formation of the intermetallic phase Ti2Ni via the following eutectoid reaction (occurring at ∼760 °C), which thereby deteriorates the ductility:

Xiong et al [75] reported that the addition of 0.4 wt% Ni into LPBF Ti enhanced the strength significantly without the formation of the undesirable Ti2Ni phase. When the Ni content reaches 1.6 wt% and 3.0 wt%, however, the brittle eutectoid Ti2Ni phase is formed, reducing the ductility significantly. For LDED, on the other hand, Narayana et al [76] reported that the LDED Ti-5Ni alloy still shows a good ductility of 5.4%. The reason for the difference between these two studies could be that the lower cooling rates during LDED retards the martensite transformation and leads to more β phase formation than that in LPBF. Due to the much higher solubility of Ni in β-Ti than in α-Ti, the formation of brittle Ti2Ni can be inhibited efficiently in the LDED-processed Ti-Ni alloy. After a sub-critical annealing treatment (800 °C/24 h + WQ), the LDED Ti-5Ni alloy transformed into a pre-eutectoid α + α' + Ti2Ni microstructure. Under this circumstance, a superior tensile strength (1 225 MPa) and proper elongation (5.4%) can be achieved [76]. Furthermore, adding B into LAM Ti-Ni alloy can further provide extra-constitutional supercooling, thereby further refining the prior-β grains and enhancing the mechanical performance [79, 88]. In addition, Ni addition has also been used to modify the LDED Ti-6Al-4V alloy [77, 78]. The LDED Ti-6Al-4V alloy has long been known to suffer from the formation of coarse and columnar prior-β grains because Al and V almost do not contribute to grain refinement [89]. Sui et al [77] used the calculation of phase diagrams (CALPHAD) calculations combined with the Scheil solidification model to predict the solidification behaviour of LDED Ti-6Al-4V-xNi alloys, and they indicated that the Ti2Ni phase form when the Ni content reaches approximately 1.0 wt%. The experimental results demonstrated that the microstructure of the LAM Ti-6Al-4V could be highly refined with 0.9 wt% Ni addition. The LDED Ti-6Al-4V-0.9Ni alloy possesses an ultrahigh yield strength (1 309 MPa) and proper ductility (5.2%) without forming undesirable intermetallic phases. In another work, Sui et al [78] investigated the influence of Ni content on the microstructure and mechanical properties of LDED Ti-6Al-4V-xNi alloys, as illustrated in figure 6. The introduction of Ni led to a substantial refinement of both the prior-β grains and α lath. Nevertheless, owing to the formation of the brittle Ti2Ni Laves phase within the Ti-6Al-4V-xNi alloys, a noteworthy reduction in alloy ductility was observed.

Figure 6. LDED Ni-modified Ti-6Al-4V alloys [78]: (a) and (e) Ti-6Al-4V, (b) and (f) Ti-6Al-4V-1.1Ni, (c) and (g) Ti-6Al-4V-1.7Ni, (d) and (h) Ti-6Al-4V-2.5Ni. Reproduced from [78]. © The Author(s). Published by IOP Publishing Ltd. CC BY 4.0.
Download figure:
Standard image High-resolution imageCo is also an effective eutectoid-forming element for Ti alloy with a large Q value (QCo = 8.8c0 ). Choi et al [80] incorporated 5 wt% and 10 wt% of Co-28Cr-6Mo (CCM) into Ti-6Al-4V via in-situ alloying during LDED. No intermetallic phases were found in the Ti-6Al-4V-5CCM and Ti-6Al-4V-10CCM alloys, which is ascribed to the fact that the β phase is stabilized by the synergetic addition of Co, Cr and Mo, and Co has a much higher solubility in β (17.3 wt%) than in α (1 wt%). Therefore, the undesirable intermetallic phase formation is suppressed successfully. With the addition of 10 wt% CCM into Ti-6Al-4V alloy, a full β microstructure with equiaxed morphology was achieved (figures 7(a) and (b)). Under this circumstance, favourable isotropic tensile properties and superior ductility (13 ∼ 15%) were achieved, as shown in figure 7(c).

Figure 7. LDED CCM-modified Ti-6Al-4V alloys [80]: (a) EBSD maps of Ti-6Al-4V, Ti-6Al-4V-5CCM and Ti-6Al-4V-10CCM alloys, (b) XRD results and (c) mechanical properties. Reprinted from [80], © 2020 Elsevier B.V. All rights reserved.
Download figure:
Standard image High-resolution imageCu is also a typical eutectoid-forming element in Ti alloys (QCu = 6.5c0 ), and the eutectoid reaction occurs at ∼792 °C [90].

Due to the rapid diffusion of Cu in Ti, the eutectoid reaction is hard to inhibit during LAM. Zhang et al [65] investigated the microstructure and mechanical properties of LDED Ti-xCu (x = 3.5, 6.5 and 8.5 wt%) alloys. An ultrafine eutectoid α + Ti2Cu lamella microstructure with equiaxed prior β grains was obtained. The significant grain refinement mainly originates from the considerably high Q of Ti-Cu alloys, providing sufficient constitutional supercooling during solidification. Moreover, the intrinsic cycling heat input during LDED also promoted the formation of eutectoid lamella via reverse martensitic transformation. In addition, the 9R phase along with nano-twins has been observed in an LPBF Ti-5Cu alloy, and the reason was attributed to the Cu segregation at the lath boundaries, which reduced the local stacking fault energy [91]. Both the YS and UTS of the LPBF and LDED Ti-Cu alloys can be enhanced with Cu addition; however, the elongation is decreased simultaneously, especially for the hyper-eutectoid Ti-xCu alloys (e.g. Ti-8.5Cu) since the coarse hyper-eutectoid Ti2Cu particles reduce the ductility significantly due to the stress concentration in these particles. Cu has also been incorporated into Ti-6Al-4V alloy via LPBF and LDED [73, 74, 92]. Li et al [92] observed a notable refinement of the α' lath structure in LPBF Ti-6Al-4V upon the introduction of Cu, as shown in figures 8(a)–(f). Concurrently, the LPBF Ti-6Al-4V-xCu alloys exhibited the formation of high-density nano-twins, which can be attributed to the elevated thermal stresses encountered during the LPBF process. Due to the refined α' lath and high-density nano-twins, the tensile strength of LPBF-built Ti-6Al-4V-xCu alloys increases significantly with increasing Cu content, as shown in figure 8(g). Wang et al [74] reported that α' of LDED Ti-6Al-4V-5.4Cu decomposes into α and nodular Ti2Cu phases due to the intrinsic heat treatment, thereby achieving a superior combination of strength and ductility. When the Cu content reaches 6.8 wt%, however, the β phase directly transforms into eutectoid α + Ti2Cu lamellar during solidification. During the successive thermal cyclic of LDED, the eutectoid Ti2Cu coarsens significantly, resulting in weakened ductility.
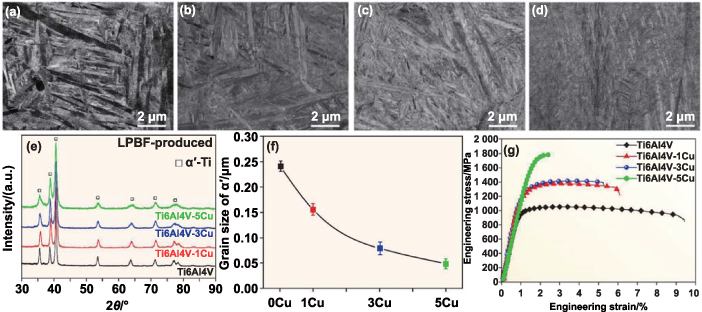
Figure 8. LPBF Cu-modified Ti-6Al-4V alloys [92]: (a) Ti-6Al-4V, (b) Ti-6Al-4V-1Cu, (c) Ti-6Al-4V-3Cu, (d) Ti-6Al-4V-5Cu, (e) XRD patterns, (f) grain size, (g) mechanical properties. Reprinted from [92], © 2023 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Download figure:
Standard image High-resolution imageDifferent from the above active eutectoid elements, the Fe, Cr and Mn elements are sluggish eutectoid elements for Ti alloys, suggesting that the eutectoid transformation in the Ti-Fe, Ti-Cr and Ti-Mn alloy systems can be inhibited efficiently by rapid cooling. Nevertheless, these eutectoid elements (Fe, Cr and Mn) can also provide an efficient grain refinement and CET to LAM Ti alloys [83]. Take Fe as an example, 3 wt% Fe addition into LAM Ti-6Al-4V is sufficient for achieving equiaxed grain morphology [83, 93]. The β-grains of LPBF Ti-6Al-4V can be refined efficiently by the rejection of Fe during dendritic growth [94]. However, with increased content of Fe, the microstructure of Ti-6Al-4V alloy transforms from α' into α + ω + β, which deteriorates the tensile properties [83]. Zhang et al [95] fabricated LPBF Ti-6Al-4V with the combined addition of Fe2O3 and CP-Ti nanoparticles, and they reported that Fe can promote the in-situ decomposition of α' during LPBF (figures 9(a)–(c)). Therefore, the obtained microstructure and mechanical properties of the alloy were more uniform throughout the building height than that of pure Ti-6Al-4V, as shown in figures 9(d) and (e). In addition, Song et al reported a novel low-cost Ti-(0.35–0.5)O-3Fe alloy for LAM applications using two inexpensive alloying elements (O and Fe) [96]. Fine α–β lamellae microstructure with equiaxed prior-β grains is achieved in these Ti-O-Fe alloys. The prevalent misorientation between α laths in each Ti–O–Fe alloy was [1 120]/60°. Thanks to the high potency of O and Fe in strengthening the α-phase (virtually Fe-free) and β-phase (about 30 vol%, virtually O-free), the novel Ti-O-Fe alloys exhibit superior mechanical performance, with UTS of 1 034 ∼ 1 194 MPa and ductility at fracture of 9% ∼ 21.9%.
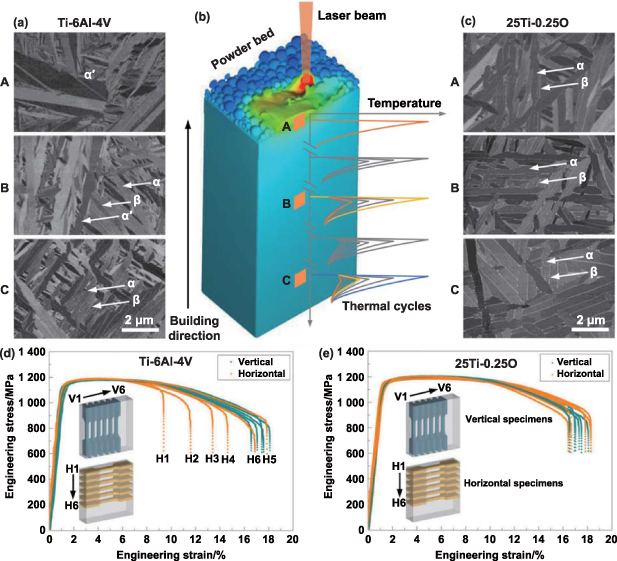
Figure 9. LPBF Ti-6Al-4V alloys with CP-Ti and Fe2O3 nanoparticles addition [95]: (a) microstructure of the LDED Ti-6Al-4V alloy, (b) schematic of thermal history at different locations, (c) microstructure of the LDED Ti-6Al-4V-(25 wt% CP-Ti + 0.25 wt% Fe2O3) alloy, (d) and (e) tensile engineering stress-strain curves under different locations. Reproduced from [95]. CC BY 4.0.
Download figure:
Standard image High-resolution imageAs discussed above, the strength of LAM Ti alloys can be significantly improved with eutectoid element addition; however, the ductility is generally weakened. The underlying mechanism is that the solubility of these eutectoid elements in Ti is limited; therefore, excessive addition results in the formation of brittle intermetallic phases (e.g. Ti2Ni, Ti2Cu). Considering that the solid solubility of the single eutectoid element in Ti alloy is limited, Su et al [84] proposed a novel multi-eutectoid elements alloying approach based on thermodynamic predictions to achieve refined microstructure and high strength-ductility combination in LAM Ti alloys. By adding Co, Cr and Ni elements synergistically into Ti-6Al-4V, the microstructure of the alloy is refined significantly. Meanwhile, Co, Cr and Ni accumulated into the β phase, promoting the in-situ decomposition of α', as shown in figures 10(a) and (b). The multi-eutectoid elements alloying strategy makes full use of the solid-solubility of different eutectoid elements (i.e. Co, Cr, Ni) in Ti-6Al-4V alloy to refine the microstructure and inhibit the formation of brittle eutectoid phases simultaneously. As a result, the strength of the Ti-6Al-4V alloy is increased significantly without significant loss in ductility, as shown in figures 10(c) and (d).
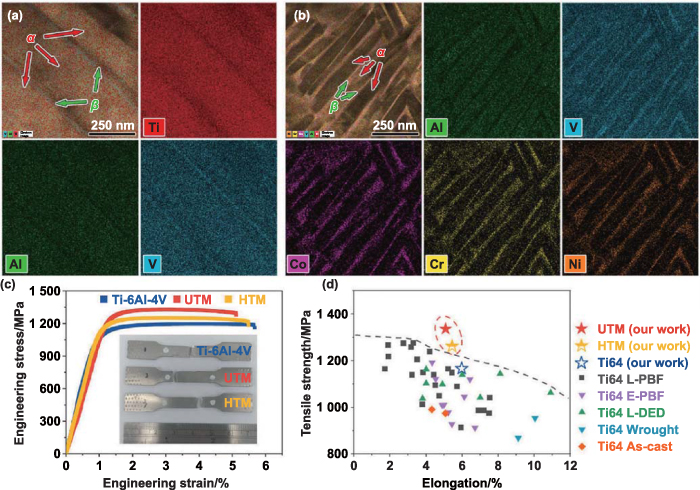
Figure 10. LDED Ti-6Al-4V alloy with multi-eutectoid elements alloying [84]: STEM-EDS mapping of (a) Ti-6Al-4V and (b) Ti-6Al-4V-1CoCrNi alloys, (c) tensile engineering stress-strain curves, (d) the achieved mechanical properties. Reprinted from [84], © 2022 Elsevier Ltd. All rights reserved.
Download figure:
Standard image High-resolution image3.2.2. Hybrid (α + β)-Ti alloys.
The hybrid Ti alloys refer to hybridizing heterostructured microstructures via using LPBF of mixed powders [97]. Thanks to the small size of the melt pool and the ultrahigh cooling rate of LPBF, the local microstructures and compositions can be tailored by the site-specific composition powder feedstock. For instance, Zafari and Xia [97] investigated the LPBF of mixed Ti-6Al-4V (50 wt%) and Ti-5Al-5Mo-5V-3Cr (50 wt%) powders. Due to the fact that powder cluster sizes were larger than that of the melt pool size (width of ∼150 μm and depth of ∼70 μm), the Ti-6Al-4V undergoes a β → α' martensitic transformation, while Ti-5Al-5Mo-5V-3Cr retains as the β phase during solidification. As a result, a unique novel α'+ β dual-phase heterostructured microstructure is achieved in the hybridized alloy (figures 11(a)–(c)). Surprisingly, a superior combination on tensile strength and ductility is achieved in the hybrid alloy. The YS/UTS ratio of the hybridized alloy is only ∼0.6, which is much superior than that of LPBF Ti-6Al-4V and Ti-5Al-5Mo-5V-3Cr alloys. The unique work-hardenability mainly originates from the hetero-deformation between α' and β. In another work, a ternary hybrid Ti alloy which consists of CP-Ti (33.3 wt%), Ti-6Al-4V (33.3 wt%) and Ti-5Al-5Mo-5V-3Cr (33.3 wt%) alloys was also investigated (figures 11(d)–(f)) [98]. Thanks to the highly heterogeneous microstructure, the ternary hybrid alloy also shows an attractive combination of tensile strength (∼1 100 MPa) and ductility (∼20%) compared to various types of conventional Ti alloys (figure 11(g)).
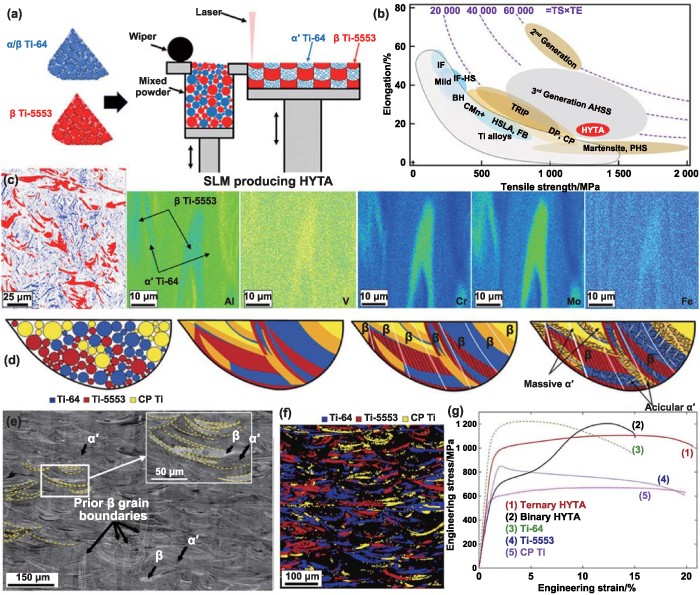
Figure 11. LPBF hybrid Ti alloys. (a)–(c) LPBF hybrid Ti-64/Ti-5553 alloy [97], (d)–(g) LPBF hybrid Ti-64/Ti-5553/CP-Ti alloy [98]. (a), (b), (c), (g) Reprinted from [97], © 2019 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved. (e), (f) Reprinted from [98], © 2020 Elsevier B.V. All rights reserved.
Download figure:
Standard image High-resolution imageIn addition to mixing different types of Ti alloys, the hybrid alloy strategy has also been extended to in-situ alloying Ti alloys with stainless steel [85]. Due to the micrometre-scale concentration modulations and partial homogenization of alloying elements, a unique α' + β heterostructured microstructure is achieved via in-situ alloying Ti-6Al-4V with 4.5 wt% 316L. Besides, the local variation of alloy elements in the Ti-6Al-4V-4.5 wt% 316L alloy also results in the variation of Q, contributing to a significant grain refinement. Due to the unique refined α' + β heterostructured microstructure, the Ti-6Al-4V-4.5 wt% 316 l alloy exhibits high tensile strength (∼1 297 MPa) and good uniform elongation (∼8.8%). More importantly, the alloy also possessed a superior work-hardening capacity (with a YS/UTS ratio of 0.76) owing to the activation of β → α' transformation-induced plasticity (TRIP).
3.2.3. Other LAM-based (α + β)-Ti alloys.
As aforementioned, the benchmark Ti-6Al-4V alloy suffers from the formation of columnar prior-β grains, mechanical anisotropy and insufficient ductility. As a result, some novel LAM-based Ti alloys adapted from Ti-6Al-4V alloy have been reported [61, 99]. Wang et al [99] reduced the Al content in Ti-6Al-4V to design a novel Ti-4Al-4V alloy for LAM and found that the decrease in Al content increased the Q value of the alloy, promoting CET during solidification. In-situ high-energy x-ray diffraction (XRD) results indicated that the lower Al content also reduces the critical resolved shear stress of prismatic slip to basal slip ratio, making dislocation cross-slip and twinning easier. As a result, high ductility (∼13% ∼ 14%) and favourable isotropy mechanical performance were achieved.
Meanwhile, some rare elements (e.g. plumbum (Pd) and rhenium (Re)) have been added to LAM Ti alloy to tailor its microstructure and performance. Pd, a noble element, is also a β-eutectoid element for Ti alloys [100]. Qiu et al [101] reported that trace Pd addition(0.2 wt%) addition could effectively enhance the corrosion resistance of LPBF Ti-6Al-4V. Besides, Re is a β-isomorphous element with a hexagonal close-packed (HCP) lattice structure, which is known for improving the mechanical strength, recrystallization temperature and corrosion resistance of Ti alloys [86, 102]. Chlebus et al [86] showed that 1.5 at% Re addition brings a significant strengthening effect to an LPBF-built Ti-Re alloy. The YS and UTS of Ti-1.5 at% Re alloy are about 1 038 MPa and 1 162 MPa, respectively, which is comparable to the Ti-6Al-4V. Meanwhile, Re addition changes the microstructure of Ti from lath α' into acicular α' due to the lower martensite start temperature [103]. However, Re addition deteriorates the fatigue crack propagation resistance of CP-Ti due to the reduced ductility [103]. Majchrowicz et al [102] investigated the hot corrosion behaviour of LPBF Ti-xRe (x= 0, 2, 4 and 6 wt%) alloys in a mixed Na2SO4 and NaCl salts at 600 °C. They reported that complete Re particle dissolution is essential to enhance the hot corrosion resistance of LPBF Ti-Re alloy.
3.3. Customized β-Ti alloys for LAM
β-Ti alloys, characterized by high β stabilizer content, have been extensively studied in the field of LAM. The LAM prepared β-Ti alloys generally consist of metastable β phase in the as-built state, necessitating heat treatment for achieving enhanced mechanical strength. The main applications of LAM-built β-Ti alloys include the biomedical and aerospace sectors.
3.3.1. Isomorphous β-Ti alloys.
Herein, isomorphous β-Ti alloys represent Ti alloys by adding one or more β-isomorphous elements (e.g. Nb, Ta, Mo, V). It is known the β-isomorphous elements can form infinite solid solutions in β-Ti, which can stabilize β-Ti to room temperature. Thanks to the lower density of atoms in the BCC lattice, the elastic modulus of β-Ti is lower than that of α-Ti. As a result, the isomorphous β-Ti alloys are promising low-modulus biomedical structural implant materials without toxic/allergic effects. However, the pre-alloyed powder of isomorphous Ti alloys is still scarce and even commercially unavailable [104]. As a result, numerous studies have been carried out to investigate in-situ alloying LAM of isomorphous β-Ti alloys. The mechanical properties of LAM isomorphous β-Ti alloys are summarized in table 4.
Table 4. Tensile properties of LAM-processed isomorphous β-Ti alloys.
| Element | LAM | Composition | Microstructure | Elastic modulus/GPa | YS/MPa | UTS/MPa |
/% | References |
|---|---|---|---|---|---|---|---|---|
| Nb | LPBF | Ti-15 at% Nb | α'+ β + unmelted Nb | — | 501 | 751 | — | [113] |
| Ti-25 at% Nb | β + unmelted Nb | — | 516 | 923 | — | |||
| Ti-45 at% Nb | β + unmelted Nb | — | 583 | 1 030 | — | |||
| Mo | LPBF | Ti-15Mo | β + unmelted Mo | — | — | 894 | 2.8 | [73] |
| LDED | Ti-15Mo | β | 73 | 480 | 815 | 17.1 | [125] | |
| LDED | Ti-15Mo | β + athermal ω | 87 | 850 | 1 099 | 9.2 | [118] | |
| LPBF | Ti-6Al-4V-10Mo | β + unmelted Mo | 73 | 858 | 919 | 20.1 | [119] | |
| Ta | LPBF | Ti-6Ta | α'+ unmelted Ta | 108 | 595 | 697 | — | [115] |
| Ti-12Ta | α'+ β + unmelted Ta | 99 | 650 | 783 | — | |||
| Ti-18Ta | α'+ β + unmelted Ta | 96 | 668 | 808 | — | |||
| Ti-25Ta | β + unmelted Ta | 89 | 1 029 | 1 186 | — | |||
| LPBF | Ti-50Ta | β + unmelted Ta | 76 | 883 | 925 | 11.7 | [114] |
Overall, two contributions of β-isomorphous element addition can be expected for LAM Ti alloys: (i) promoting grain refinement based on heterogeneous nucleation and (ii) stabilization of β down to room temperature. The effects of β-isomorphous elements on the stability of β-Ti can be evaluated through the Mo-equivalent (Mo Eq.) [105]:

The unit is in wt%. Note that the β-isomorphous elements (e.g. Nb, Ta, Mo, V) have a higher melting point than Ti. As a result, unmolten β-isomorphous powder particles in Ti alloy are the main challenge for the in-situ alloying of isomorphous β-Ti alloys by LAM. To address this challenge, several solutions have been proposed: (i) adopting ultrafine β-isomorphous powders [106], (ii) using a top-hat profile laser [107], (iii) using a high input laser energy density [104], (iv) using cross-hatching style with an angle of 74° between the layers [108], and (v) using laser re-melting strategy [109].
Ti-Nb alloys are excellent candidates for biomedical applications owing to their superior biocompatibility. Mixing Ti-Nb and pre-alloyed Ti-Nb powder is widely used for LPBF [110–112]. Wang et al [113] studied Nb addition for suppressing the martensitic transformation of LPBF Ti-xNb (x= 0, 15, 25 and 45 at%) alloys. When Nb content increases to 25 at%, the martensitic transformation was completely suppressed, and a full β microstructure could be achieved. Besides, the Nb addition also reduces the elastic modulus, refines the β grains and enhances the apatite-forming capability of the alloy [104, 113]. Nevertheless, the undissolved Nb inclusions are commonly observed in the LPBF Ti-Nb alloys due to their high melting point. To address this issue, Huang et al [107] adopted a top-hat profile laser in combination with high laser power and scan speed for in-situ alloying LPBF of Ti-34Nb mixed powders. They reported that using the specific processing parameters and top-hat profile laser leads to a slow-moving and large melt pool, contributing to the uniform mixing of Ti and Nb powders and suppression of keyhole pores.
Ti-Ta alloys have also received increasing interest in recent years due to their superior biocompatibility and corrosion resistance. However, Ta has a high density of 16.6 g·cm−3 (4 times > Ti) and a high melting point (∼3 020 °C), which can result in microstructural inhomogeneities in Ti-Ta alloys. As a result, the fabrication of Ti-Ta alloys is hard using conventional processing methods. Sing et al [114] prepared an LPBF-built Ti-50Ta alloy by using a powder mixture of 50 wt% Ti and 50 wt% Ta. The Ti-50Ta alloy built by LPBF exhibits a single β-phase microstructure with some unmelted Ta particles. Benefiting from the single β microstructure, the elastic modulus of Ti-50Ta alloy is as low as 76 GPa, suggesting a promising potential for biomedical implant applications. Zhao et al [115] investigated the effects of Ta on the mechanical properties and corrosion resistance of LPBF Ti-xTa (x= 0, 6, 12, 18 and 25 wt%) alloys. With increasing Ta content, the microstructure of Ti-Ta alloys changed from lath α grain → lath α' → acicular α' → acicular α' + cellular β grains. Electrochemical testing results in Ringer's solution indicated that the Ta addition enhances the corrosion resistance of Ti-Ta alloys via the formation of stable Ta2O5/TiO2 passive films. Furthermore, Ta alloying can also improve the in vivo biological response of Ti alloys [116]. Through Ta alloying, adding designed porosity and adopting nanoscale surface modification, the in vitro cytocompatibility and early stage in vivo osseointegration of Ti alloy can be further improved significantly.
Similarly, Ti-Mo alloys are typical isomorphous Ti alloys with high corrosion resistance, superior biocompatibility and low modulus [117, 118]. Vrancken et al [119] prepared the Ti-6Al-4V/10Mo alloy by in-situ alloying LPBF, and numerous unmelted Mo particles were present in the alloy. The as-built alloy is similar to a metal matrix composite with β-Ti as the matrix and Mo particles as the reinforcement. Nevertheless, the Ti-6Al-4V/10Mo alloy (∼20.1%) shows significantly larger ductility than the Ti-6Al-4V alloy (∼7.3%). Moreover, the elastic modulus of the Ti-6Al-4V/10Mo alloy is only 73 GPa, which is significantly lower than that of Ti-6Al-4V alloy (∼110 GPa). Shi et al [120] prepared an LPBF Ti-7.5Mo-2.4TiC composite by adding Mo2C particles into pure Ti. Compared with the Ti-7.5Mo alloy, a higher content of β phase was obtained, and undissolved Mo particles were avoided in the Ti-7.5Mo-2.4TiC composite. Meanwhile, the strength and wear resistance of the Ti-7.5Mo-2.4TiC composite is also higher than that of the Ti-7.5Mo alloy, suggesting great potential in biomedical applications. For the LDED Ti-xMo alloys, the microstructure can be varied along the building height [121, 122]. For instance, Kang et al [122] fabricated a Ti-7.5Mo alloy functionally graded structure by LDED of mixed Ti and Mo powders. Due to the heat accumulation and intrinsic heat treatment during LDED, a graded microstructure is achieved in the as-built state. The fraction of the β phase decreases from 48% to 4% with the increasing build height. As a result, the tensile properties of the Ti-7.5Mo alloy also varied with the build height. The unique functionally graded structure of the alloy could be suitable for specific orthopaedic implant applications.
Vanadium (V) is also a typical β-isomorphous element in Ti alloys. Mantri and Banerjee [121] fabricated a Ti-20V alloy by LDED, and a single β microstructure was obtained. Furthermore, CET occurs gradually with build height. Collins et al [123] prepared a functionally graded structure Ti-V alloy with a composition gradient ranging from pure Ti to Ti-25 at% V. They proposed that a single β phase microstructure could be obtained when the V content reached 17 at%. However, V is cytotoxic to the human body and is unsuitable for biomedical applications [124]. As a result, the research on LAM of Ti-V alloys is less than that of other isomorphous β-Ti alloys (e.g. Ti-Nb, Ti-Ta, and Ti-Mo alloys).
3.3.2. Eutectic β-Ti alloys.
Eutectic β-Ti alloys are characterized by their low melting point and narrow solidification range; therefore, the eutectic β-Ti alloys are promising for LAM applications. Ti-Fe-based eutectic alloys are the most frequently studied eutectic Ti alloy due to their low cost and excellent mechanical strength [126, 127]. According to the Ti-Fe binary phase diagram, the eutectic phase transformation occurs at 1 085 °C with a composition of 32.5 wt% Fe:

Gussone et al [126] investigated the LPBF of a Ti-32.5Fe eutectic alloy and reported that a dense and crack-free Ti-32.5Fe alloy could be obtained by preheating the substrate to 600 °C before printing. The LPBF as-built Ti-32.5Fe alloy displays an ultrafine eutectic microstructure composed of TiFe, β-Ti, η-Ti4Fe2Ox and a small amount of α-Ti. The formation of primary dendritic η-Ti4Fe2Ox is attributed to the pickup of oxygen during LPBF due to the high preheating temperature, and the η-Ti4Fe2Ox phase enhances the high-temperature performance.
To further improve the comprehensive performance of Ti-Fe-based eutectic alloys, ternary and quaternary Ti-Fe-based eutectic alloys prepared by LAM were also reported with focuses on Zr, Sn and Y elements addition [128–132]. Wang and Han [131] reported that the Y addition into LDED Ti-Fe eutectic alloy suppresses the Ti4Fe2O oxide formation and also leads to significant grain refinement. As such, the Ti-Fe-Y alloy exhibits higher mechanical, tribological and forming properties than the Ti-Fe-base alloy. In another work, the effects of Zr addition on the LDED Ti-Fe-Zr-Y alloy were studied by Han et al [129, 132], and it was reported that 5.86 at% of Zr could enhance hardness and wear resistance as well as corrosion resistance and apatite formation ability. Liang et al [130] investigated the effects of Sn addition on Ti-Fe-Sn-Y alloys built by LDED, and their results indicated that the microstructure of the Ti-Fe-Sn-Y alloys transforms from hypereutectic to triphasic hypoeutectic microstructure with increasing Sn content.
3.3.3. Other LAM-based β-Ti alloys.
In addition to the isomorphous and eutectic β-Ti alloys mentioned above, customized β-Ti alloys for LAM applications have been reported. Alabort et al [133] reported a novel alloys-by-design approach for designing LAM-based biomedical β-Ti alloy, which considered various aspects. In addition to the martensite start temperature, elastic modulus and passivation, the additive manufacturability was also taken into consideration by using solidification analysis involving solidification range, hot cracking resistance and growth restriction factor. A low-modulus Ti-26.2Nb-8.3Ta-3.3Mo-2.4Zr-4.9Sn metastable β-Ti alloy for additive manufacturing biomedical applications was then derived. The experimental results indicated that the Ti-26.2Nb-8.3Ta-3.3Mo-2.4Zr-4.9Sn alloy exhibits excellent additive manufacturability (i.e. a large process window), and the mechanical properties could be tailored by modifying the laser power. Under the optimized LPBF processing parameters, a low elastic modulus (∼65 GPa) and a high ductility (∼22%) were achieved, suggesting a high potential for biomedical implant applications.
The Bo-Md phase stability diagram map and Q value are also important features for the design of LAM-based β-Ti alloy. Liu et al [106] developed a novel Ti-xFe-xCo-1Mo (1.5 < x < 3.5 at%) metastable β-Ti alloy for LPBF based on the Bo-Md map and Q value. Fe and Co elements promoted the formation of equiaxed grains via promoting constitutional supercooling zone formation. After a super-transus solution treatment, the YS of the alloy reached 1.2 GPa with a decent elongation of 10%. The high YS was mainly attributed to the combined effects of solid solution strengthening of Fe and Co, the fine Mo atomic clusters and ω precipitates. By using the Bo-Md map and the Q value criterion, Chen and Qiu [134] designed a novel Ti-6Mo-5.5Cr-1Co-0.1C alloy for LPBF. The minor alloying of Co and C is to induce CET and grain refinement during LPBF. Overall, the synergic addition of β-isomorphous elements and β-eutectoid elements is favourable for fabricating fine-grained high-strength LAM β-Ti alloys.
3.4. Machine learning assisted Ti alloys customization
Traditional trial-and-error approaches for alloy design are costly and time-consuming in developing Ti alloys. To this end, recent years have witnessed a growing interest in machine learning-assisted alloy design [33]. Compared with the traditional trial-and-error approaches, machine learning can significantly reduce the alloy design life-cycle and improve reliability and efficiency [33, 135].
Machine learning can assist in understanding underlying relationships between alloy composition, microstructure and properties of LAM-fabricated alloys, accelerating the alloy design process [33]. Zhang et al [136] implemented high-throughput experiments and machine learning to investigate the composition-microstructure-mechanical property relationships of Ti-xAl-yV (0 wt% ⩽ x ⩽ 11 wt%, 0 wt% ⩽ y ⩽ 11 wt%) alloys prepared by LDED using the backpropagation (BP) neural network models. The results indicated that the microhardness of LDED Ti-xAl-yV is mainly affected by the volume fraction of α phase, while the YS is mainly influenced by the width of α lath. Similarly, Zhu et al [137] adopted the diffusion-multiple high-throughput experiments and machine learning for assisting Ti alloy design, and a novel Ti-3Al-2Nb-1.2V-1Zr-1Sn-4Cr-4Mo alloy with superior YS of 1200 MPa and high ductility of 12% is achieved.
Machine learning can predict the properties of the alloy by using the data collected from previous references. Wu et al [138] proposed an ANN-based 'βLow' approach for low-modulus Ti-Nb-Zr-Sn alloy. By collecting the data from the literature, two ANN models were trained to predict the martensitic start temperature and Young's modulus of Ti-Nb-Zr-Sn alloys [138]. Considering the alloy cost and Young's modulus, a novel low-modulus Ti alloy of Ti-12Nb-12Zr-12Sn with low cost and superior comprehensive performance was developed eventually. Nevertheless, most works related to machine learning-assisted Ti alloy design were still based on traditional processes (e.g. casting). The physical metallurgy characteristics of LAM (i.e. high cooling rate, intrinsic thermal cycling) are generally overlooked, which deserves further study in the future.
4. Field-assisted LAM of Ti alloys
Field-assisted AM (FAAM), an advanced manufacturing technology, has received increasing interest in recent years [24]. To overcome the intrinsic limitations of LAM, several auxiliary fields (e.g. thermal, acoustic, mechanical deformation, and magnetic fields) have been developed to tailor the microstructure and properties of the LAM-processed Ti alloy parts (figure 12). The auxiliary energy fields applied during LAM can affect the melt pool dynamics, solidification behavior, microstructure, and performance of Ti alloys [24]. In this section, auxiliary fields for LAM Ti alloys and their effects on the microstructure and mechanical properties of LAM-processed Ti alloys are overviewed, and the schematics of various FAAM are shown in figure 12. Furthermore, the mechanical properties of LAM of Ti alloys with auxiliary fields are summarized in table 5.
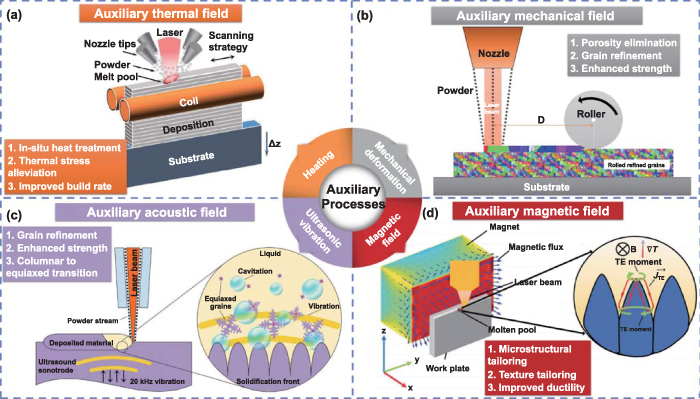
Figure 12. Schematic of field-assisted LAM techniques: (a) thermal-field LAM [139]. Reprinted from [139], © 2021 Published by Elsevier Ltd on behalf of The editorial office of Journal of Materials Science & Technology, (b) mechanical-field assisted LAM [140]. Reprinted from [140], © 2021 Elsevier B.V. All rights reserved, (c) acoustic-field assisted LAM [141]. Reproduced from [141]. CC BY 4.0., and (d) magnetic field assisted LAM [142]. Reproduced from [142]. CC BY 4.0.
Download figure:
Standard image High-resolution imageTable 5. Mechanical performance evolutions of LAM Ti alloys under various auxiliary fields.
| LAM | Auxiliary field | Auxiliary process | Alloy | Property | Properties with auxiliary process | Properties without auxiliary process | Units | Property difference | References |
|---|---|---|---|---|---|---|---|---|---|
| LPBF | Thermal field | Substrate heating | Ti-6Al-4V | YS | 1 176 | 1 139 | MPa | +3.2% | [143] |
| UTS | 1 223 | 1 233 | MPa | −0.8% | |||||
| δ | 9.99 | 6.01 | % | +66.2% | |||||
| LPBF | Thermal field | Substrate heating | Ti-6Al-4V | YS | 1 215 | 1 088 | MPa | +11.7% | [144] |
| UTS | 1 280 | 1221 | MPa | +4.8% | |||||
| δ | 3.9 | 6.9 | % | −43.5% | |||||
| LPBF | Thermal field | Substrate heating | Ti-5Al-5V-5Mo-3Cr | Hardness | 463 | 290 | HV | +59.7% | [145] |
| LDED | Thermal field | In-situ induction heating | Ti-6Al-4V | Hardness | 375.8 | 416.6 | HV | −9.8% | [146] |
| LDED | Thermal field | In-situ induction heating | Ti-6Al-4V | UTS | 867 | 938 | MPa | −7.6% | [139] |
| δ | 20.1 | 14.2 | % | +41.5% | |||||
| LDED | Mechanical field | In-situ rolling | Ti-6Al-4V | YS | 924.0 | 770.9 | MPa | +19.9% | [140] |
| UTS | 1 010.7 | 823.8 | MPa | +22.7% | |||||
| δ | 17.6 | 17.7 | % | −0.6% | |||||
| LPBF | Mechanical field | Laser shock peening | Ti-6Al-4V | Hardness | 420 | 324 | HV | +29.6% | [147] |
| UTS | 1 287 | 1 004 | MPa | +28.2% | |||||
| δ | 15.5 | 13.5 | % | +14.8% | |||||
| LDED | Acoustic field | Ultrasonic vibration | Ti-6Al-4V | YS | 1 094 | 980 | MPa | +11.6% | [141] |
| UTS | 1 137 | 1 015 | MPa | +12.0% | |||||
| δ | 4.7 | 5.1 | % | −7.8% | |||||
| LPBF | Magnetic field | Static magnetic field | CP-Ti | UTS | 794 | 766 | MPa | +3.7% | [148] |
| δ | 35 | 28 | % | +25% | |||||
| LDED | Magnetic field | Static magnetic field | Ti-6Al-4V | YS | 788.5 | 913.1 | MPa | −13.6% | [142] |
| UTS | 920.6 | 1 030.0 | MPa | −10.6% | |||||
| δ | 10.8 | 3.4 | % | +217.6% |
4.1. Thermal-filed assisted LAM of Ti alloys
The thermal field is the most commonly used auxiliary field for LAM, which is favourable for eliminating lack-of-fusion defects, reducing thermal stress, and improving deposition efficiency [24]. For instance, substrate heating is a representative thermal-field assisted AM technique, which has been incorporated into many commercial AM machines. This method, involving the application of heat to either the substrate or the deposited material, effectively reduces both the cooling rate and thermal gradient simultaneously. For LAM of Ti alloys, the auxiliary thermal field can also affect the phase transformation behaviour by altering the thermal history during printing. Two primary types of auxiliary thermal fields are commonly employed depending on the heating objects: substrate heating and deposited material heating. The primary advantage of utilizing thermal-field assisted LAM lies in its simplicity of setup, broad applicability, and cost-efficiency. However, it should be noted that this approach may not be suitable for the fabrication of tall parts in certain instances, such as substrate heating.
Substrate heating is the most common auxiliary thermal field for LAM of Ti alloys because of its simplicity and adaptability. By preheating the substrate to a target temperature, the temperature gradient between the substrate and the deposited layer can be greatly reduced, thereby reducing thermal stress and eliminating LOF defects [143]. For α-Ti and (α + β)-Ti alloys, the substrate preheating can also promote in-situ martensite decomposition, thereby improving the ductility and fatigue performance [143, 144]. Figures 13(a) and (b) show an LPBF Ti-6Al-4V alloy with and without auxiliary heating, and the microstructure changes from acicular α' into fine lamellar α + β with auxiliary heating. A similar phenomenon has also been observed in the LDED Ti-6Al-4V (figures 13(e) and (f)). The substrate heating is able to reduce residual stress (figures 13(c)and (d)) and improve ductility (figures 13(g) and (h)). For metastable β-Ti alloys, the substrate heating can be used to promote the β→α phase transformation and suppress the formation of an unfavourable ω phase, which is favourable for achieving higher strength and hardness [145, 149, 150]. Figures 13(i) and (j) present the microstructure of LPBF Ti-5Al-5V-5Mo-3Cr alloy processed with substrate heating at 500 °C. The substrate heating promotes the formation of numerous fine α precipitates during LPBF (figure 13(k)), which greatly enhances the strength of the alloy (figure 13(l)). However, note that the preheating temperature would decrease significantly with increased build height; therefore, substrate heating process is unsuitable for fabricating tall parts.
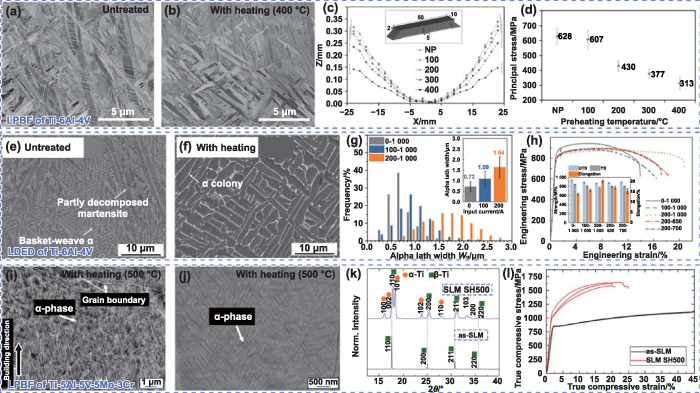
Figure 13. LAM of Ti alloys with auxiliary heating: (a) and (b) microstructure of LPBF Ti-6Al-4V alloy with and without auxiliary heating [144], (c) deformation of bridge shaped specimens upon removal from the base plate, (d) residual stress in the top layer [144], (e) and (f) microstructure of LDED Ti-6Al-4V alloy with and without auxiliary heating [139], (g) α lath width, (h) tensile engineering stress-strain curves, (i) and (j) microstructure of LPBF Ti-5Al-5V-5Mo-3Cr alloy with auxiliary heating [145], (k) XRD patterns, and (l) compressive true stress-strain curves. (a)–(d) [144] John Wiley & Sons. Copyright © 2016 by The Minerals, Metals & Materials Society. All rights reserved. (e)–(h) Reprinted from [139], © 2021 Published by Elsevier Ltd on behalf of The editorial office of Journal of Materials Science & Technology. (i)–(l) Reprinted from [145], © 2017 Elsevier Ltd. All rights reserved.
Download figure:
Standard image High-resolution imageUnlike substrate heating, deposited material heating aims to heat the deposited Ti alloy during LDED [24]. For instance, in-situ induction heating has been used for LDED of Ti-6Al-4V alloy, and the corresponding schematic diagram is given in figure 12(a) [146]. During LDED, the Joule heat caused by the induction current leads to preheating and slow cooling of the melt pool during deposition, thereby altering the deposited alloy's thermal history, microstructure and mechanical performance. Overall, the effects of the in-situ heating on the microstructure and properties of Ti alloys are similar to that of the substrate heating. The main difference is that the in-situ induction heating can obtain a more uniform thermal field along the build direction; therefore, deposited material heating is more suitable for fabricating tall and large-format components.
4.2. Mechanical-field assisted LAM of Ti alloys
By applying mechanical deformation to the deposited layers during the LAM process, defects can be eliminated, and the grains can be refined [24]. For the LAM of Ti alloys, auxiliary mechanical deformation plays a pivotal role in achieving CET and outstanding mechanical performance through the induction of recrystallization. Currently, several mechanical deformation methods (e.g. rolling [140] and laser shock peening [147]) have been incorporated into the LAM process for Ti alloy. The main advantage of mechanical-field assisted LAM is its ability to improve strength and fatigue performance. Nevertheless, this approach has certain limitations, notably its higher cost and limited suitability for fabricating complex-shaped parts.
A schematic representation of in-situ rolling-assisted LDED is given in figure 12(b) [140]. During the LDED process, the laser nozzle is followed by a roller, which induces an in-situ deformation of the deposited material. Under this circumstance, the rolling temperature is strongly dependent on the distance between the laser beam and the roller. According to Tian et al [140], the in-situ rolling refined the prior-β grains of the LDED Ti-6Al-4V alloy significantly, as shown in figures 14(a) and (b). Besides, the mechanical anisotropy of the alloy was reduced via in-situ rolling (figures 14(c) and (d)). Although the width of α laths did not change significantly by in-situ rolling, the refined prior-β grains also hindered the dislocation slip, thereby enhancing the strength of the alloy.
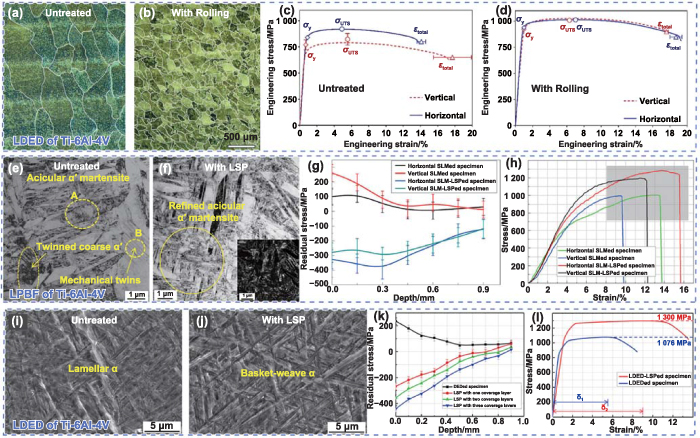
Figure 14. LAM of Ti alloys with auxiliary mechanical field: (a) and (b) microstructure of LDED Ti-6Al-4V alloy with and without auxiliary rolling [140], (c) and (d) tensile engineering stress-strain curves, (e) and (f) microstructure of LPBF Ti-6Al-4V alloy with and without auxiliary LSP [147], (g) residual stress, (h) tensile engineering stress-strain curves, (i) and (j) microstructure of LDED Ti-6Al-4V alloy with and without auxiliary LSP [151], (k) residual stress, (l) tensile engineering stress-strain curves. (a)–(d) Reprinted from [140], © 2021 Elsevier B.V. All rights reserved. (e)–(h) Reprinted from [147], © 2019 Elsevier Ltd. All rights reserved. (i)–(l) Reprinted from [151], © 2022 Elsevier B.V. All rights reserved.
Download figure:
Standard image High-resolution imageLaser shock peening (LSP) has also been utilized as an auxiliary field of LAM Ti alloys [151]. Compared with in-situ rolling, LSP is characterized by a high pressure and ultrahigh strain rate (>106 s−1). With the LSP treatment, the microstructure of LPBF Ti-6Al-4V alloy could be refined significantly, as shown in figures 14(e) and (f) [147]. High dislocation density and a large fraction of mechanical twins are formed in the alloy during LSP. Moreover, the residual stress state of the LPBF Ti-6Al-4V alloy transforms from tensile residual stress into favourable compressive residual stress (figure 14(g)). As a result, both the UTS and ductility of the LPBF Ti-6Al-4V alloy are enhanced via proper LSP (figure 14(h)). For the LDED of Ti-6Al-4V alloy, interlayer LSP interrupts the epitaxial growth of columnar prior-β grains in the LDED Ti-6Al-4V [151]. Furthermore, the coarse lamellar α microstructure transforms with LSP into a basket-weave α microstructure (figures 14(i) and (j)). Similarly, the residual stress of LDED Ti-6Al-4V transforms from tensile into compressive stresses with auxiliary LSP (figure 14(k)). Due to the refined α laths and interrupted columnar grains, the UTS and uniform elongation of the Ti-6Al-4V alloy are enhanced by 20.8% and 67.2% respectively with interlayer LSP treatments (figure 14(l)).
4.3. Acoustic-filed assisted LAM of Ti alloys
Acoustic field, for instance, ultrasonic vibration (UV), can change the melt pool dynamics of LAM via ultrasonic cavitation, acoustic streaming, string, and mixing effects [152]. Due to the nonlinear effects of acoustic streaming and cavitation induced by ultrasonic vibration, the microstructure of LAM Ti alloys can be refined by promoting grain nucleation during solidification. Moreover, the porosity and the composition segregation can also be reduced by the application of ultrasonic [24]. Generally, the UV sonotrode is placed at the bottom of the substrate, and acoustic energy is directly transmitted to the substrate, as shown in figure 12(c). Acoustic-field assisted LAM offers notable benefits, including the refinement of microstructure and the enhancement of mechanical properties. However, it is essential to note that as the build height increases, there is a substantial reduction in ultrasonic intensity when the UV sonotrode acts on the substrate. Consequently, this method may not be suitable for producing tall or complex-shaped parts.
For the ultrasonic vibration-assisted LDED of Ti-6Al-4V alloy, the prior-β grains can be refined significantly, as shown in figures 15(a)–(d) [141]. However, the width of α laths did not change, which indicates that the β→α transformation is not affected. Furthermore, the <001>//BD texture can be weakened significantly via the application of ultrasonic vibration (figures 15(e) and (f)). Regarding LDED of Ti-6Al-4V alloy, the YS of the ultrasonic-treated alloy increases by ∼12% without significant loss in ductility, as exhibited in figure 15(g).
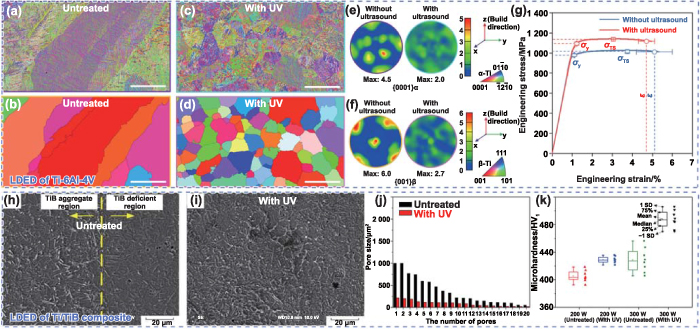
Figure 15. LAM of Ti alloys with auxiliary ultrasonic vibration (UV): (a)-(d) microstructure of LDED Ti-6Al-4V alloy with and without ultrasonic vibration [141], (e) and (f) texture of α phase and prior-β grains, (g) tensile engineering stress-strain curves, (h) and (i) microstructure of LDED Ti/TiB composite with and without ultrasonic vibration [153], (j) pore size distribution, (k) microhardness. (a)–(d) Reproduced from [141]. CC BY 4.0. (h)–(k) Reproduced with permission from [153]. Used with permission of Emerald Publishing Limited, from Microstructure and mechanical property of TiB reinforced Ti matrix composites fabricated by ultrasonic vibration-assisted laser engineered net shaping, Rapid Prototyp. J. 25 (2019); permission conveyed through Copyright Clearance Center, Inc.
Download figure:
Standard image High-resolution imageUltrasonic vibration can also be used to promote the dispersion of the reinforcement phases in Ti matrix composites prepared by LAM due to the strong stirring and mixing effects [153]. Ning et al [153] demonstrated that the implementation of ultrasonic vibration caused the dispersion of fine TiB whiskers and reduced TiB agglomeration (figures 15(h) and (i)). The use of ultrasonic vibration also reduced the pores and increased the hardness greatly (figures 15(j) and (k)). However, it should be noted ultrasonic vibration is not straightforwardly transferrable to LPBF because it results in scattering of the powder layer during processing.
4.4. Magnetic-filed assisted LAM of Ti alloys
Magnetic fields (MF) can also have a beneficial impact on the microstructure and properties of LAM Ti alloys [24]. A typical schematic of magnetic-field assisted LAM is shown in figure 12(d). During magnetic-field assisted LAM, the MF typically affects the solidification process through two mechanisms: the magnetohydrodynamics effect due to the Lorentz force and the magnetization effect induced by the magnetic force. The primary advantage of magnetic-field assisted LAM is its cleanliness, efficiency, and non-contact nature, while the main limitation is the process control challenge.
Through the introduction of a static magnetic field into the LPBF system, the tensile strength and elongation of LPBF CP-Ti can be enhanced [148], as shown in figures 16(a)–(e). This can be attributed to the fact that the fluid flow cuts the magnetic induction lines and produces an electric current. Then, a Lorentz force increases the fluid flow velocity (as illustrated in figure 12(d)). A similar phenomenon has also been reported in a magnetic field-assisted LDED of Ti-6Al-4V alloy [142]. The thermoelectric magnetic (TEM) force produced by the static magnetic field generates a stirring flow towards the liquid/solid interface, thereby refining the β grains and promoting the dendrite fragmentation (figures 16(f) and (g)) [142]. Through a transverse static magnetic field of 0.55 T, the strong <001> texture of the alloy can be alleviated, and the continuous grain boundary α phase (αGB) can be diminished (figures 16(h) and (i)). As a consequence, the ductility of the alloy improved greatly (figure 16(j)). In addition, in a Ti-6Al-4V/TiC composite built by electromagnetic induction-assisted LDED, the Lorentz force generated by the alternating electromagnetic force also promoted the fragmentation of TiC reinforcement particles, thereby promoting the uniform distribution of the reinforcement [154].

Figure 16. LAM of Ti alloys with the auxiliary magnetic field (MF): (a)–(d) microstructure of LPBF CP-Ti with and without magnetic field [148], (e) tensile properties, (f)–(i) microstructure of LDED Ti-6Al-4V alloy with and without magnetic field [142], (j) tensile engineering stress-strain curves. (a)–(e) Reprinted from [148], © 2016 Elsevier B.V. All rights reserved. (f)–(i) Reproduced from [142]. CC BY 4.0.
Download figure:
Standard image High-resolution image5. Summary and perspectives
5.1. Summary
Overall, this article reviews the LAM of Ti alloys with a focus on innovations in methodology, process and materials. One end goal is to develop materials with superior properties compared to conventionally manufactured Ti alloy parts. With the rapid development of LAM Ti alloys, numerous process innovation strategies and novel LAM-based Ti alloys have been developed to advance this technology. As a result, the innovations in the LAM process optimization, alloy design, field-assisted LAM of Ti alloys, and machine learning applications in LAM of Ti alloys have been discussed in detail (figure 17).

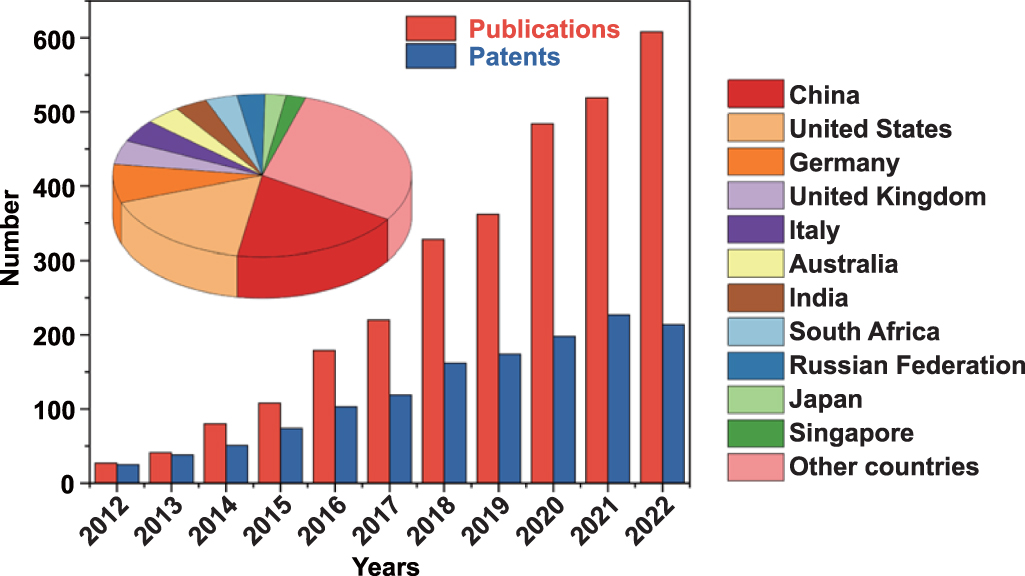{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
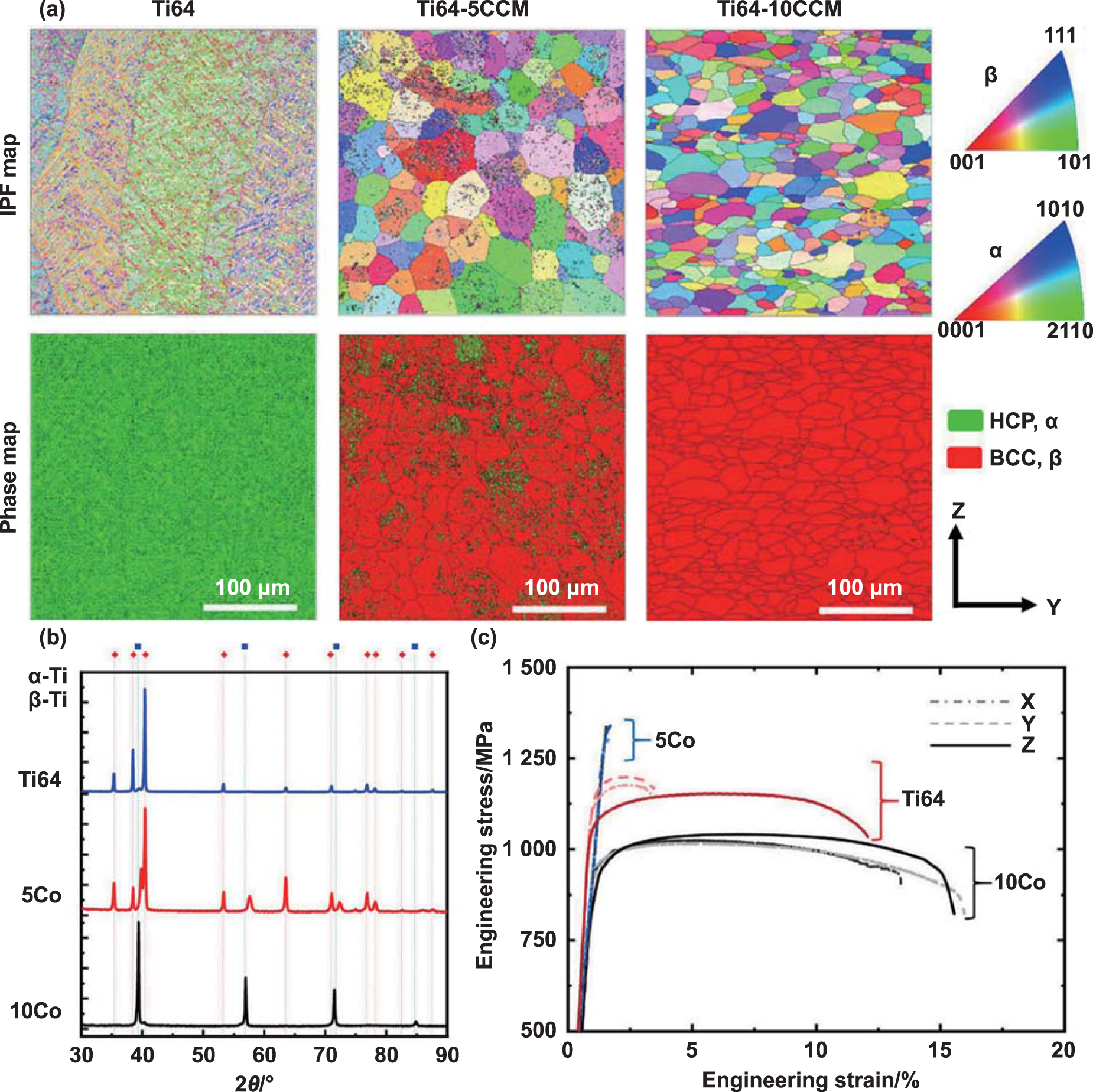{kind=link}
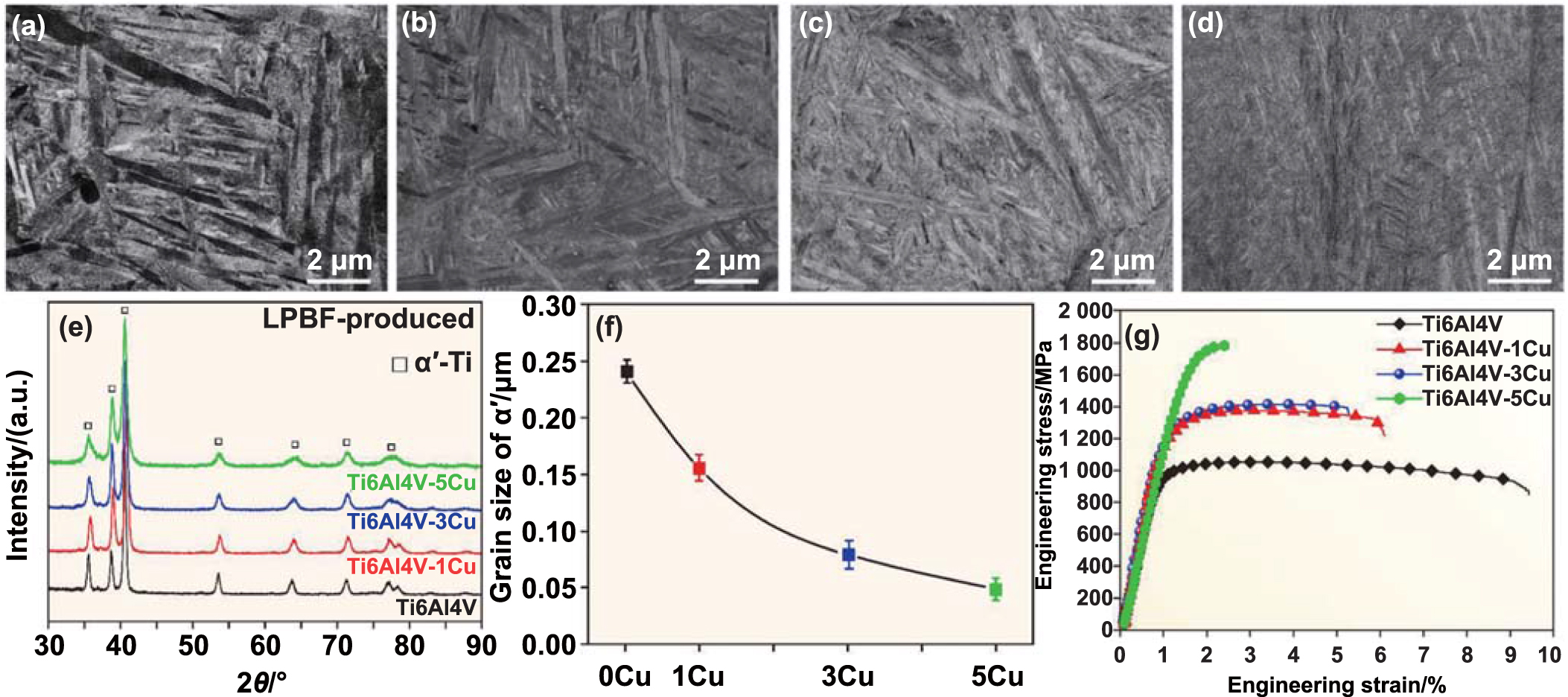{kind=link}
{kind=link}
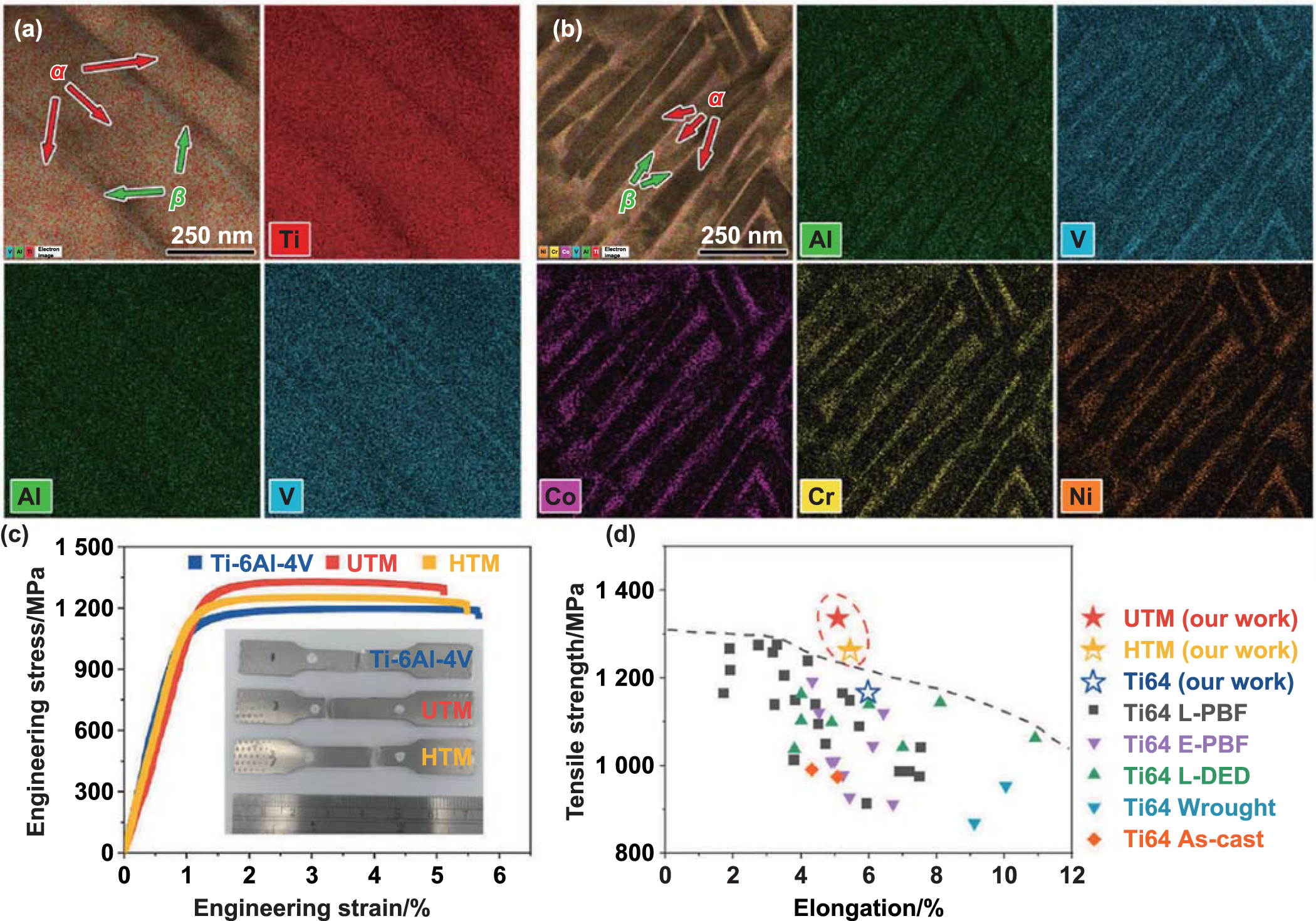{kind=link}
{kind=link}
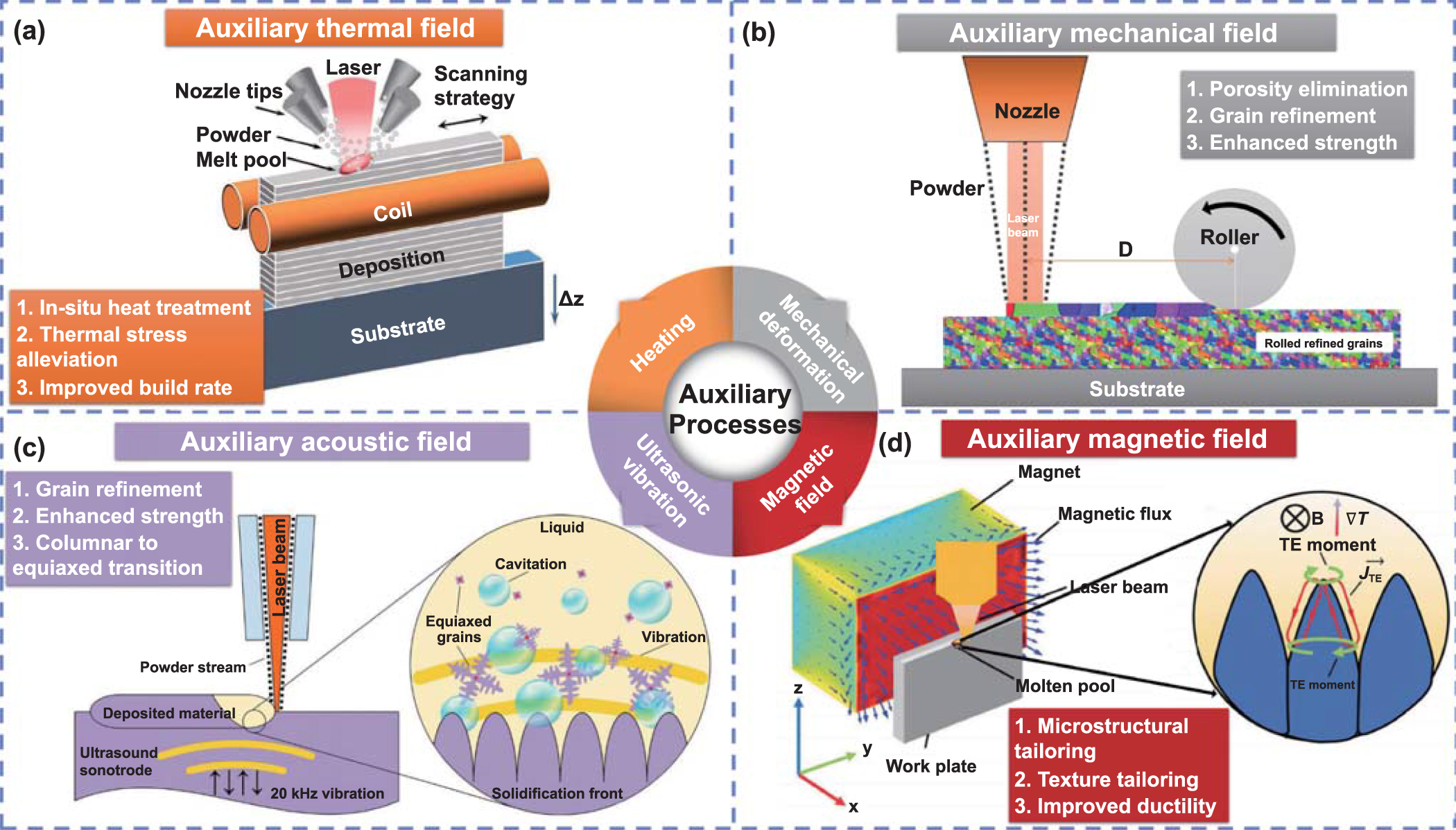{kind=link}
{kind=link}
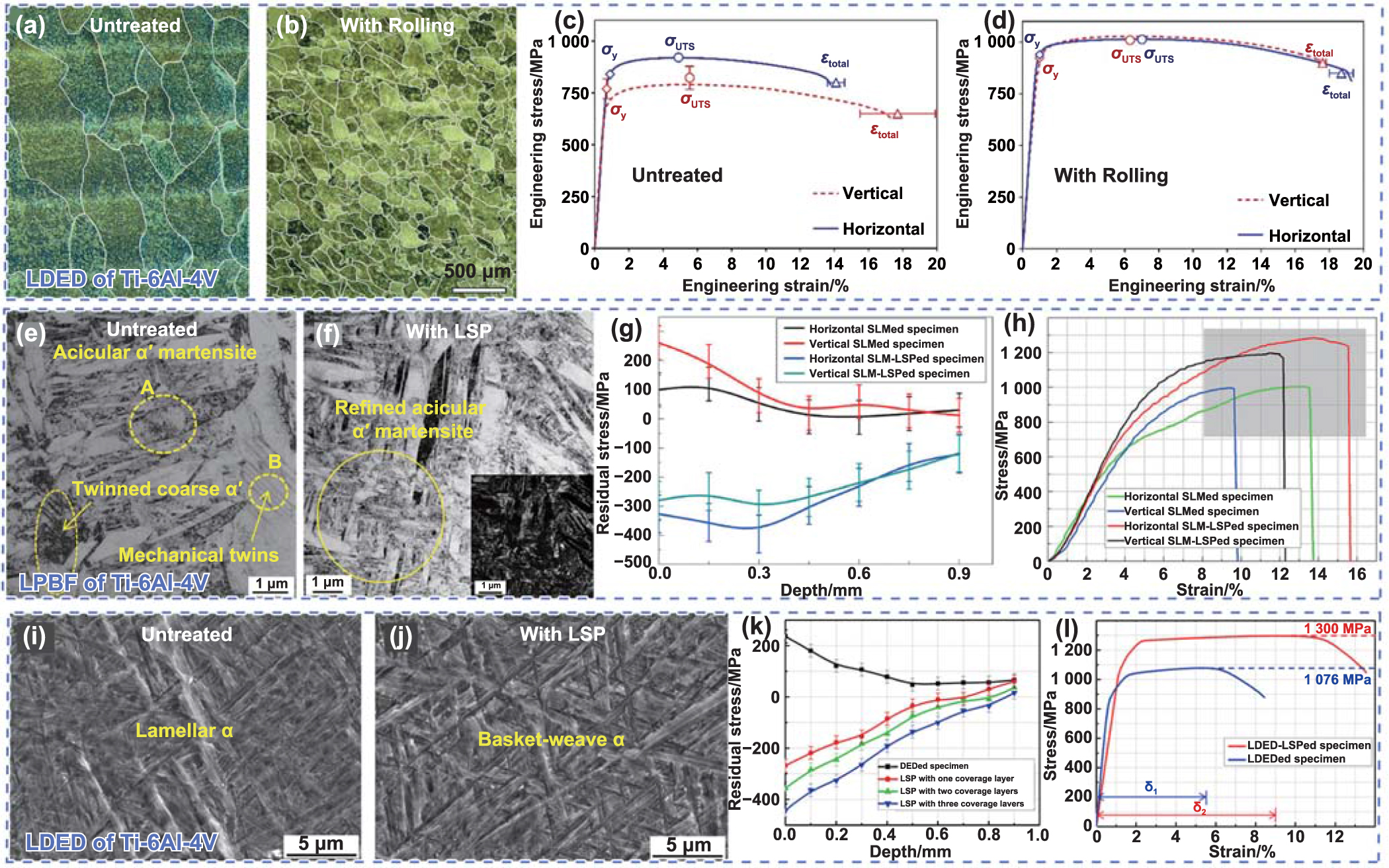{kind=link}
{kind=link}
{kind=link}
Download figure:
Standard image High-resolution image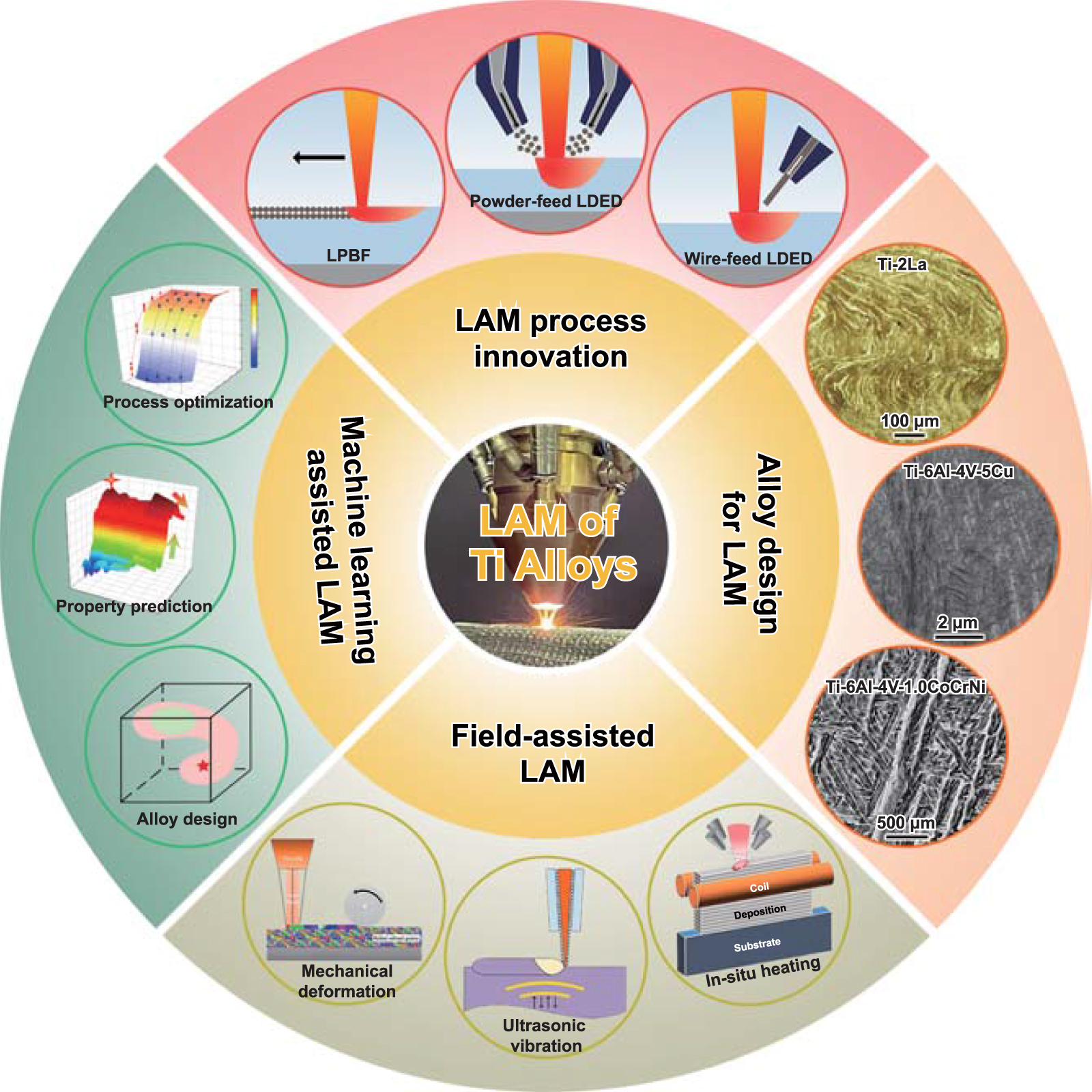{kind=link}
Machine learning (ML) has emerged as a pivotal tool in optimizing laser additive manufacturing (LAM) processes, addressing the complexity of adjusting multiple process parameters. Traditionally, process optimization involved trial-and-error methods or high-fidelity mechanistic modelling. ML models have proven efficient in directly modelling the intricate relationships between process parameters and part properties. For instance, Gaussian process regression [34] and artificial neural networks [33] have accurately predicted parameters for achieving high relative density in Ti-6Al-4V alloy. Machine learning extends its utility beyond optimization, aiding in controlling parameters to enhance mechanical performance. It identifies key parameters affecting mechanical property and guides their adjustment [40]. ML techniques have also been applied to classify defects and even generate virtual surface morphology and streamlining design. Moreover, ML contributes to creating surrogate models for mechanistic simulations, enabling real-time problem-solving. In-situ monitoring and closed-loop control, integrated with ML models, ensure high-quality LAM outcomes by detecting and mitigating defects in real-time, ultimately enhancing the reliability and quality of LAM-produced Ti alloys. These advancements are poised to revolutionize the efficiency and cost-effectiveness of LAM across diverse industries.
With the rapid development of the LAM of Ti alloys, the LAM of Ti alloys is no longer limited to commercial Ti alloys; numerous advanced Ti alloys customized for LAM applications have also been reported. Different kinds of novel Ti alloys customized for LAM, like peritectic α-Ti, eutectoid (α + β)-Ti, hybrid (α + β)-Ti, isomorphous β-Ti and eutectic β-Ti alloys, are reviewed in detail. Among them, the eutectoid (α + β)-Ti alloys receive the most attention, which are a promising family of Ti alloys for LAM applications. The trace addition of eutectoid elements is generally beneficial for refining grains and improving the mechanical strength of LAM Ti alloys. However, the solubility of these elements is limited, and the content of the eutectoid elements should be controlled at a reasonable level to inhibit the formation of brittle eutectoid phases. Besides, machine learning techniques are starting to show promising potential in the LAM-based alloy design, reducing the alloy design life-cycle and improving reliability greatly.
Auxiliary fields can assist the LAM of Ti alloys from various aspects. Auxiliary energy fields (e.g. thermal, acoustic, mechanical deformation and magnetic fields) applied during LAM Ti alloys can affect the melt pool dynamics and solidification behaviour, altering the microstructure and the mechanical performance of the fabricated Ti alloy part. For LAM of Ti alloys, the thermal field not only reduces the thermal gradient to alleviate thermal stress but also promotes the intrinsic heat treatment effect. The acoustic field can refine grains and weaken texture via the cavitation and acoustic streaming effects. The auxiliary mechanical deformation can refine grains of the deposited Ti alloy significantly by promoting recrystallization, which is the most effective auxiliary field for superior mechanical performance. Under the magnetic field, the thermoelectric magnetic convection and damping effect could vary the solidification behaviour and microstructure, thereby enhancing the comprehensive performance of the alloy.
5.2. Perspectives
5.2.1. Design of Ti alloys and Ti-based composites customized for LAM applications.
To date, the research regarding LAM of Ti alloys mainly focuses on conventional commercial Ti alloys (e.g. CP-Ti, Ti-6Al-4V and Ti-5553 alloys). Notably, these commercial Ti alloys are designed for traditional processing methods (e.g. cast and forging), in which the unique metallurgy characteristics of the melt pool, ultra-high cooling rate and intrinsic thermal cycling of LAM were left unaccounted for. To this end, it is of great importance to develop novel Ti alloy customized for LAM applications, thereby enlarging the application area of LAM Ti alloys. In turn, both LPBF and LDED can be used to accelerate the development of novel Ti alloys based on the high throughput method. Differing from conventional alloy design, the design of LAM-based Ti alloy should also consider the following factors: (i) solidification temperature range, (ii) hot cracking susceptibility, (iii) growth restriction factor, (iv) intrinsic thermal cycling effect, (v) cost and energy efficiency. Due to the fact that LAM is a typical non-equilibrium process, out-of-equilibrium methods such as the simple Scheil model should be used for solidification simulations, hot cracking susceptibility and growth restriction factor. These physical parameters can be obtained from CALPHAD-based software (e.g. Pandat and Thermo-Calc).
(i) Solidification temperature range . Generally, a narrow solidification range may reduce the remelting of underneath layers during LAM, increasing the risk of de-cohesion. However, a wide solidification range could increase the risk of hot cracking and the appearance of defects upon solidification. As a result, the solidification range needs to be optimized to ensure a high quality of LAM parts [133]. According to the criterion of generating constitutional undercooling [84, 156]:

Where G, R, m, c0, k, DL , and ΔT are the temperature gradient, the growth rate of the solid/liquid interface, the slope of the liquidus, the initial content of an alloying element, the solute partition coefficient, the diffusion coefficient in liquid, and the solidification temperature range, respectively. The solidification temperature should be high enough to promote sufficient constitutional undercooling, facilitating nucleation and grain refinement during LAM.
(ii) Hot cracking susceptibility . Hot cracking susceptibility (HCS) is also an essential factor for the additive manufacturability of LAM-based Ti alloys. HCS can be calculated by the ratio of the time required for solidification of the last 10% liquid to the time required for solidification from 40% solid to 90% solid, as shown below:

Where t is the time required to reach the particular solid volume fraction. Note that the low HCS is generally contradicted to achieve a high growth restriction factor and solidification range, so the balance between these factors should be considered.
(iii) Growth restriction factor. The growth restriction factor (Q) controls the rate of development of a constitutional supercooling zone, which plays a decisive role in grain refinement. The Q value can be calculated by the derivative of the fraction of solid concerning undercooling as follows [157]:

Where fs and ΔTS are the fraction of solid and the solute undercooling, respectively. This can be estimated through the Scheil analysis by calculating the slope of a linear regression fit to the temperature profile as a function of the solid fraction for solid fractions below 0.05. Generally, a large Q value is beneficial for achieving a large constitutional supercooling zone, contributing to CET and grain refinement.
(iv) Intrinsic thermal cycling effect. Utilising thermal history and composite material modulation to control the microstructure of Ti alloys is also an ideal research direction. The intrinsic thermal cycling is one of the most important metallurgical features of LAM, which brings about an intrinsic heat treatment effect to the printed alloy parts [135]. The composition design of LAM-based Ti alloys should also take the intrinsic heat treatment into consideration. Differing from conventional PHT, the rapid intrinsic heat treatment is beneficial to preserving fine structures obtained during LAM. The intrinsic heat treatment can be employed elaborately to tailor the microstructure, which can sometimes be used to replace the PHT. For LAM Ti alloys, the intrinsic heat treatment effects can be utilized to promote the in-situ decomposition of metastable phases and to achieve a fine equilibrium α/α + β microstructure. By using alloying elements with a high diffusion rate (e.g. Cu, Co, and Ni) in Ti [84], it can be inferred that intrinsic heat treatment effects of LAM (α + β)-Ti alloy can be promoted. Besides, the intrinsic heat treatment can also be used to replace post-heat treatment processes, thereby reducing the manufacturing life-cycle and improving energy efficiency.
(v) Cost and energy efficiency. High cost is one of the most important thrusts of LAM Ti alloys. The high cost is due to the feedstock material as well as the expensive equipment and consumables (e.g. raw powder/wire and argon gas). For the large-format component and mass production, the cost reduction of the raw material (either powder or wire) is important to consider. To this end, the low-cost hydrogenated–dehydrogenated (HDH) Ti powder could be a feasible alternative feedstock material [158, 159]. The high oxygen content in the HDH-Ti powder can be scavenged through trace rare earth element (e.g. Y) addition [160, 161]. Moreover, low-cost alloying elements (e.g. Fe and O) can also be considered to reduce the overall cost [96]. More importantly, challenges remain in improving the productivity and energy efficiency of LAM processes and lowering the equipment cost, which deserves further work in the future.
(vi) High-performance Ti-based composites. In addition to Ti alloys, LAM of Ti-based matrix composites (TMCs) is also a promising research domain. TMCs can enhance the properties of conventional Ti alloys, including stiffness, strength, and wear resistance, through minor addition of reinforcements like TiB2, TiC, B4C, and hydroxyapatite (HA) [162]. However, it is noteworthy that the mechanical performance of TMCs hinges on the precise control of reinforcement dispersion and interfacial reactions between the Ti matrix and reinforcements. The pre-alloyed composite powders rather than mechanically mixed composite powders could alleviate the segregation or aggregation of reinforcing particles, which is more feasible to achieve better mechanical performance. The intrinsic low ductility and suboptimal fatigue performance of LAM-built TMCs necessitate further attention and may require the implementation of advanced post-processing techniques.
5.2.2. Machine learning assisted LAM of Ti alloys.
As previously discussed, traditional trial-and-error methods for parameter optimization and alloy design are both costly and time-consuming. Machine learning presents a promising auxiliary tool for the LAM of Ti alloys, offering numerous advantages across various aspects:
(i) Rapid processing parameters optimization. By employing suitable machine learning models, the costly and time-consuming trial-and-error LAM optimization experiments can be significantly reduced. Machine learning also demonstrates immense potential in predicting LAM-produced Ti alloys' mechanical and fatigue properties, enabling more accurate and efficient process optimization. However, the current research in machine learning-assisted LAM parameter optimization predominantly focuses on limited processing parameters (e.g. laser power, scanning speed). It lacks comprehensive consideration of factors affecting the process (e.g. thermal history, part geometry, and speed inconsistencies.). Future research should explore developing more sophisticated models that incorporate a wider range of parameters and their interactions, as well as integrating multi-scale and multi-physics simulations to improve the accuracy and efficiency of parameter optimization.
(ii) Customized alloy design. Recent years have borne witness to a burgeoning academic interest in the realm of high-throughput alloy design facilitated by LPBF and LDED [163–166]. In contrast to conventional high-throughput alloy synthesis methodologies, such as diffusion multiples, combinatorial thin films, combustion synthesis, and in situ nanotip melting, in-situ alloying AM exhibits the capacity to fabricate 3D bulk samples of freely chosen compositions, achieved through adjustments of the powder-feed rates within the hoppers [164]. Integrating CALPHAD, high-throughput alloy synthesis and machine learning to assist alloy design for LAM could be a promising research direction. The merits of high-throughput alloy synthesis mainly include: (i) rapid development of new materials with tailored properties, (ii) reduced material waste and cost compared to traditional trial-and-error methods, (iii) ability to explore a wide range of alloy compositions and microstructures, (iv) greater control over the design and production process. Future research should emphasize the development of advanced machine learning algorithms for LAM-based Ti alloy design that can capture the complex relationships between alloy composition, processing parameters, and resultant material properties. Additionally, research should explore novel alloy systems and microstructural features to create alloys with enhanced performance characteristics tailored for specific applications.
(iii) In-situ defect detection and closed-loop process control. Although progress has been made in employing machine learning for in-situ defect detection in LAM of Ti alloys, several challenges and research gaps still need to be addressed. The most common sensing techniques employed are thermal imaging and in-situ high-speed x-ray imaging. However, these methods are expensive and challenging to integrate into commercial AM machines. Recent literature has proposed more cost-effective, flexible solutions, such as in-situ acoustic monitoring, demonstrating promising potential for defect detection tasks [167–169]. Another important future direction is the development of multi-sensor monitoring systems, which combine the strengths of various sensing techniques to enhance defect detection outcomes [170]. This approach can help overcome the limitations of individual sensors and provide more comprehensive and reliable information for in-situ monitoring. Furthermore, future research should focus on developing and implementing closed-loop process control systems that can dynamically respond to detected defects. This will enable better part quality and reduced waste, leading to more efficient and reliable LAM processes for Ti alloys.
(iv) Process-structure-property (PSP) causal analytics. Current research in machine learning for understanding process-microstructure-property relationships in LAM-produced Ti alloys is still in its early stages. Future efforts are needed to develop more advanced machine learning models that can decipher the complex interdependencies among processing parameters, microstructural features, and material properties, as well as uncover causal relationships for improved process control and alloy performance [170]. In addition, constructing and sharing Ti-6Al-4V material PSP relationship datasets, such as the one presented by Luo et al [171], is of particular importance in stimulating research progress in this area. By facilitating collaboration and data sharing among researchers, the scientific community can accelerate advancements in machine learning-assisted modelling applications for LAM of Ti alloys.
In summary, machine learning is poised to revolutionize the LAM of Ti alloys by rapid processing parameter optimization, facilitating customized alloy design, enabling real-time defect detection and process control, and enhancing our understanding of process-structure-property relationships. Machine learning can significantly enhance the LAM of Ti alloys, leading to more efficient, reliable, and innovative manufacturing solutions. The integration of machine learning techniques will enable the development of next-generation LAM processes and materials tailored to specific applications and industries.
5.2.3. Developing advanced field-assisted LAM for Ti alloys.
To improve the comprehensive performance of LAM Ti alloys, integrating auxiliary fields has been proven as a feasible solution. In terms of the auxiliary process, the effects of auxiliary energy fields on the laser-material interaction and their effects on microstructure and properties still need to be further examined. Multi-field coupling and other novel energy fields (e.g. electric field) could also be used to assist the LAM of Ti alloys. More importantly, proper auxiliary fields could also assist in developing novel advanced LAM-based Ti alloys. For instance, ultrasonic vibration can promote the dispersion of alloying elements during LAM, which could be beneficial for fabricating low-cost Ti alloys with high content of Fe addition.
5.2.4. Hybrid processing and multi-materials fabrication.
Thanks to the high forming freedom of LAM, hybrid processing is also a promising trend for LAM of Ti alloys [172–174]. Herein, hybrid processing refers to the involvement of various processing methods in the fabrication of a single part. The LAM techniques combined with other processing methods (e.g. forging-LAM hybrid manufacturing [175]) could be favourable for fabricating large-format and/or complex-shaped components [176]. Besides, different LAM techniques can also be combined (e.g. LPBF combined with LDED [173], wire arc additive manufacturing (WAAM) combined with LDED [172]) for the Ti alloy fabrication, which can take advantage of different LAM techniques. To make full use of advantages of different processing methods, the interfacial bonding behaviour between Ti parts fabricated by different processing methods should be investigated intensively.
In addition to different processing methods, different materials can also be consolidated in a single part via LAM [177]. Specifically, the high forming freedom of LAM enables the fabrication of multi-materials [178–180]. LAM of Ti-based functionally graded materials is promising for industrial applications, which allows the direct fabrication of complex components with less post-machining work than conventional processing methods. Moreover, it is known that the Ti alloys fabricated by LAM generally exhibit poor work-hardening capacity and low uniform ductility [85]. To address this challenge, manufacturing heterostructured materials could be a feasible solution [181, 182]. Especially for the LDED, it has a larger flexibility in fabricating heterostructured materials than conventional processing methods. As a result, fabricating heterostructure multi-materials (e.g. lamellar heterostructure, voxelized heterostructure) could be adopted for achieving high-strength yet ductile mechanical performance and improving work-hardening capacity via introducing hetero-deformation strengthening.
Acknowledgments
This work was financially supported by the Young Individual Research Grants (Grant No: M22K3c0097) under Singapore RIE 2025 plan and Singapore Aerospace Programme Cycle 16 (Grant No: M2215a0073) led by C Tan. This research was supported by the Singapore A*STAR Career Development Funds (Grant No: C210812047) and the National Natural Science Foundation of China (52174361 and 52374385). Y M Wang acknowledges the support by US NSF DMR-2104933.