
Abstract
The paper considers the conducted study of the complex effect of low-pressure cold spraying parameters, namely the nozzle inlet temperature, stand-off distance, and powder feed rate on the adhesion and deposition efficiency of coatings from a Ni+Al2O3 powder on VT3-1 titanium alloy substrate. Based on predetermined information, the main levels and intervals of factor variation were selected. The dependence of the adhesion and deposition efficiency on the selected variables was approximated by a second-order polynomial. In accordance with the developed matrix of the experiment (central compositional design), a coating of the studied powder was deposited. The average value of these parameters was determined using standard methods for studying the adhesion strength (ASTM C603) and the deposition efficiency for thermal spray coatings. Based on the results of experimental data, regression equations were obtained for adhesion and deposition efficiency. For the purpose of checking the adequacy of the model, an analysis of variance was performed. It was confirmed that the obtained empirical dependences can be used to predict the adhesion and deposition efficiency of cold spraying of coatings from a Ni+Al2O3 powder on VT3-1 titanium alloy in the specified ranges of values of spraying parameters. Multi-factor optimization of the spraying parameters in order to obtain maximum values of adhesion strength and deposition efficiency was performed using the response surface methodology in the Stat-Ease 360 software. Three-dimensional and contour graphs of the dependence of the adhesion and deposition efficiency on the studied parameters were developed from the obtained empirical models. The optimal combination of parameters of low-pressure cold spraying, which ensures the maximum adhesion (34.78 MPa) and deposition efficiency (29.46%) of the Ni+Al2O3 coating mixture, is the nozzle inlet temperature—537 °C, stand-off distance—11 mm, and powder feed rate—0.6 g s−1.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
During the operation of the equipment, deterioration of the performance of the surfaces of parts may be observed. Corrosion and wear of working surfaces often lead to the need for a complete replacement of parts. High operating temperatures and operations in aggressive environments significantly reduce the service life of parts, and coating in these cases is a possible protection method [1–4]. Spraying coatings using thermal spray methods reduces metal losses and replacement costs, and improves the quality, reliability, and durability of parts and machines.
Today, it is difficult to name industries where gas-flame spraying [5], electric arc metallization [6], plasma [7], and detonation [8] coating spraying could not be successfully used. One of the traditional applications of thermal spraying is aerospace and aviation, in which heat-protective, heat-, corrosion-, and wear-resistant coatings are widely used, with hundreds of different types in the nomenclature [9]. On mass-produced aircraft engines, coatings are used for the majority of the main components [10, 11]. The use of light alloys such as aluminum, magnesium, and titanium for the production of parts requires special technology to enable the spraying of coatings on them due to the sensitivity of these metals to high temperatures.
Cold spraying (CS) is a deposition method that has also successfully found its place among other thermal spraying technologies and has recently become increasingly important in the above-mentioned industries. On the one hand, this is due to a further increase in the efficiency of power plants and aircraft characteristics, and on the other hand, to the improvement of equipment, technologies, and materials for cold spraying of coatings. The method is based on the acceleration of powder particles by a gas flow to supersonic velocity in the channel of the convergent-divergent nozzle, their heating to a temperature below the melting point of the material from which the powder is obtained, and subsequent collision with the surface, deformation, and formation of adhesive-cohesive bonds [12]. Depending on the operating parameters of the process, a distinction is made between high-pressure cold spraying (HPCS, working gas—helium or nitrogen, pressure—up to 5 MPa) and low-pressure cold spraying (LPCS, compressed air or nitrogen, pressure—up to 1 MPa) [13]. Each option has its own advantages and disadvantages. LPCS is characterized by simplicity and mobility of equipment, and lower cost of obtaining coatings compared to HPCS. At the same time, there are limitations in the choice of powder material for spraying, lower coating characteristics, and deposition efficiency [14].
One of the main quality characteristics of thermal spray coatings, including cold spraying, which determines the possibility of using products with coatings, their mechanical processing, as well as the cost-effectiveness of the process, is the adhesion strength and deposition efficiency (powder utilization rate). The authors of many studies devoted to the study of the influence of the parameters of cold spraying on the above-mentioned characteristics, both experimentally [15, 16] and by numerical calculations and simulations [17, 18], agree that the particle velocity at the moment of collision plays an important role in the value of these characteristics. The temperature and velocity characteristics of particles depend on the gas temperature and pressure at the nozzle inlet [19], gas type [20], size and shape of powder particles [21], their material [13], nozzle geometry [22], and other parameters.
For the process of LPCS, the use of metal-matrix composite powder mixtures, in which the basis is metal powder to which oxide particles (e.g., Al2O3) are added in a certain proportion, is important in terms of the impact on both the quality of coatings and deposition efficiency [23–25]. The latter, when in contact with previously adhered powder particles, additionally deforms them, reduces the number and size of pores in the coating, and increases the adhesion and cohesion strength [26]. In addition, solid particles of Al2O3, before the formation of the coating, activate, destroying and removing the oxide layer on it, and increasing the surface roughness [27]. Activation of the surface means its cleaning and preparation before the coating begins to grow by repeated interaction of the first particles in the first seconds of exposure to two-phase flow to the surface. In this case, erosion of the surface and the formation of craters are observed, after which particles flying behind can adhere to it. The so-called tamping effect of metal powder particles in the coating, their additional deformation by Al2O3 particles, allows spraying a coating whose particle collision velocity is less than the critical velocity for a particular material [28].
Based on the literature review, the main parameters of the low-pressure cold spraying were determined, namely the gas temperature at the nozzle inlet, stand-off distance, and powder feed rate, which affect the adhesion strength and deposition efficiency. Each of the studied factors affects the velocity of particle collision with the substrate to a certain extent, and, accordingly, the above-mentioned characteristics of the spraying process and coating quality indicators.
A significant contribution to understanding the mechanism of particle–substrate bond formation during cold spraying and predicting coating properties through a combination of numerical modeling and experimental studies was made by Schmidt et al [29]. For copper particles with a diameter of 25 μm, the authors established with the help of modeling that the formation of adhesive bonds is a consequence of strong plastic deformation of the particle upon contact with the substrate. It was concluded that there is a certain range of velocities at which coatings can form during cold spraying, and the velocity and temperature of particles at the moment of contact with the substrate are a function of the temperature and pressure of the gas, as well as the geometry of the nozzle.
The results of studies of the effect of high-pressure cold spraying parameters on the adhesion strength of titanium and Ti6Al4V coatings on titanium and Ti6Al4V substrates are presented in the paper [29]. The authors note a significant increase in the adhesion strength of coatings with an increase in the rate of contact of the particle with the substrate, which is caused by the increase in the gas temperature at the nozzle inlet.
Huang et al [30] observed a linear dependence of the increase in the deposition efficiency with an increase in the gas temperature at the nozzle inlet. In the study, the coatings were sprayed using a low-pressure cold spraying machine at a constant gas pressure of 0.7 MPa (compressed air). With an increase in the gas temperature from 25 °C to 550 °C, an increase in the deposition efficiency of coatings from a powder mixture of Al + 30% Al2O3 was observed from approximately 5% to 25%. At the same time, the deposition efficiency of coatings made of pure aluminum powder was lower compared to powder mixtures of Al+ Al2O3.
Pattison et al investigated the effect of stand-off distance and bow shock during cold spraying on deposition efficiency [31]. The authors established a direct relationship between the stand-off distance and the deposition efficiency. Using the methods of computational gas dynamics, particle image velocimetry, and Schlieren image, it was shown that the bow shock negatively affects the speed of particles and slows them down when passing through this area. The authors concluded that it is necessary to find the optimal distance at which the impact of the bow shock is minimal, and the particle velocity is high enough to obtain high values of the deposition efficiency.
As the stand-off distance increases, the heating of the substrate by the gas flow decreases, as shown by Yin et al [32]. Instead, an increase in the substrate temperature has a positive effect on obtaining higher values of adhesion strength due to the strengthening of metallurgical bonds between the coating and the substrate [33].
Meyer et al studied the effect of powder flow rate on the acceleration of particles in the flow during cold spraying [34]. The obtained experimental data were compared with the simulation results. It is concluded that the particle velocity decreases with increasing particle concentration in the gas flow, which in turn increases with increasing powder feed rate.
The results of studies of the deposition efficiency of aluminum coatings for low-pressure cold spraying are presented in the paper by Maev and Leshchynsky [35]. The authors obtained the dependencies of the deposition efficiency on the powder feed rate. The coatings were sprayed at a constant pressure of 0.7 MPa and an air temperature of 550 °C using compressed air as a working gas. The authors hypothesized an increase in the number of reflected and loose powder particles in the bow shock with an increase in the concentration of particles in the gas flow with an increase in powder flow, which affects the inhibition of incoming particles and, accordingly, a decrease in deposition efficiency. However, the authors did not explain why, initially, an increase in the deposition efficiency is observed with an increase in powder loss.
Gilmor et al [36] also showed in their work that the powder feed rate is related to the particle collision rate. The authors obtained a drop in the particle velocity with increasing powder feed rate. Similar results regarding the almost linear drop in particle velocity with increasing powder feed rate were obtained in [37, 38]. At the same time, it should be taken into account that in order to achieve high coating quality, it is necessary to change the movement speed of the sprayer accordingly with changes in powder feed rate [38].
Optimizing the spraying parameters using computer modeling for metal matrix composite materials is a difficult task since many factors cannot be taken into account. The results of studies of the effect of gas temperature, stand-off distance, powder feed rate, and transverse speed on deposition efficiency of the low-pressure cold spraying of coatings from the Al+Al2O3 powder mixture are presented by Huang et al [30]. The authors concluded that the spraying process and the deposition efficiency are determined by the time of surface activation before the start of coating growth, and the optimal values of the studied parameters were established in order to obtain the maximum values of the deposition efficiency. However, in the study, the search for optimal spraying modes was performed by conducting single-factor experiments, without taking into account their complex effect on the deposition efficiency. It should also be noted that the activation time affects the accuracy of determining the deposition efficiency, as shown by Klinkov et al [39].
From the analysis of literature sources, it is established that positive results have been obtained for low-pressure cold spraying on aluminum and magnesium alloys. The research on the quality of the obtained coatings by the experimental method is mostly performed by determining the effect of a single spraying parameter on the investigated coating characteristics. Using a single-factor experiment to study multi-factor processes requires a very large number of runs. Their implementation requires material resources and time, during which the influence of uncontrolled factors on the results of runs can change significantly. Therefore, the data of numerous runs are not comparable. Hence, it can be concluded that the results of single-factor experiments obtained in the study of multi-factor systems are often of little use for practical application. For the investigation of multi-factor systems, it is most appropriate to use statistical methods of experiment design, which make it possible to obtain models of multi-factor processes with a minimum number of runs [40–44].
Currently, the issue of developing a technology for the restoration of damaged titanium aircraft engine parts has arisen. The idea of the work is to study the possibility of using a nickel-based metal-matrix powder mixture as a material for spraying a titanium alloy coating, which must first meet the operational requirements for the coated part. In order to develop a technology for the restoration of worn surfaces, it is necessary to search for optimal parameters of the cold spraying, namely, the gas temperature in the nozzle inlet, stand-off distance, and powder feed rate, which significantly affect the initial characteristics of the process, i.e. adhesion strength and deposition efficiency. The paper aims to determine such a combination of the above-mentioned parameters, which will allow obtaining the maximum values of adhesion strength and coating deposition efficiency.
2. Experimental procedure
2.1. Materials, sample preparation, and spraying equipment
In the current research, a commercially available metal-matrix composite powder mixture based on nickel Ni+Al2O3 was used for coating spraying ((Dycomet Europe B.V., the Netherlands) (figure 1). The mixture is obtained by mechanical mixing in certain proportions by the manufacturer and is supplied in a ready-to-spray state.
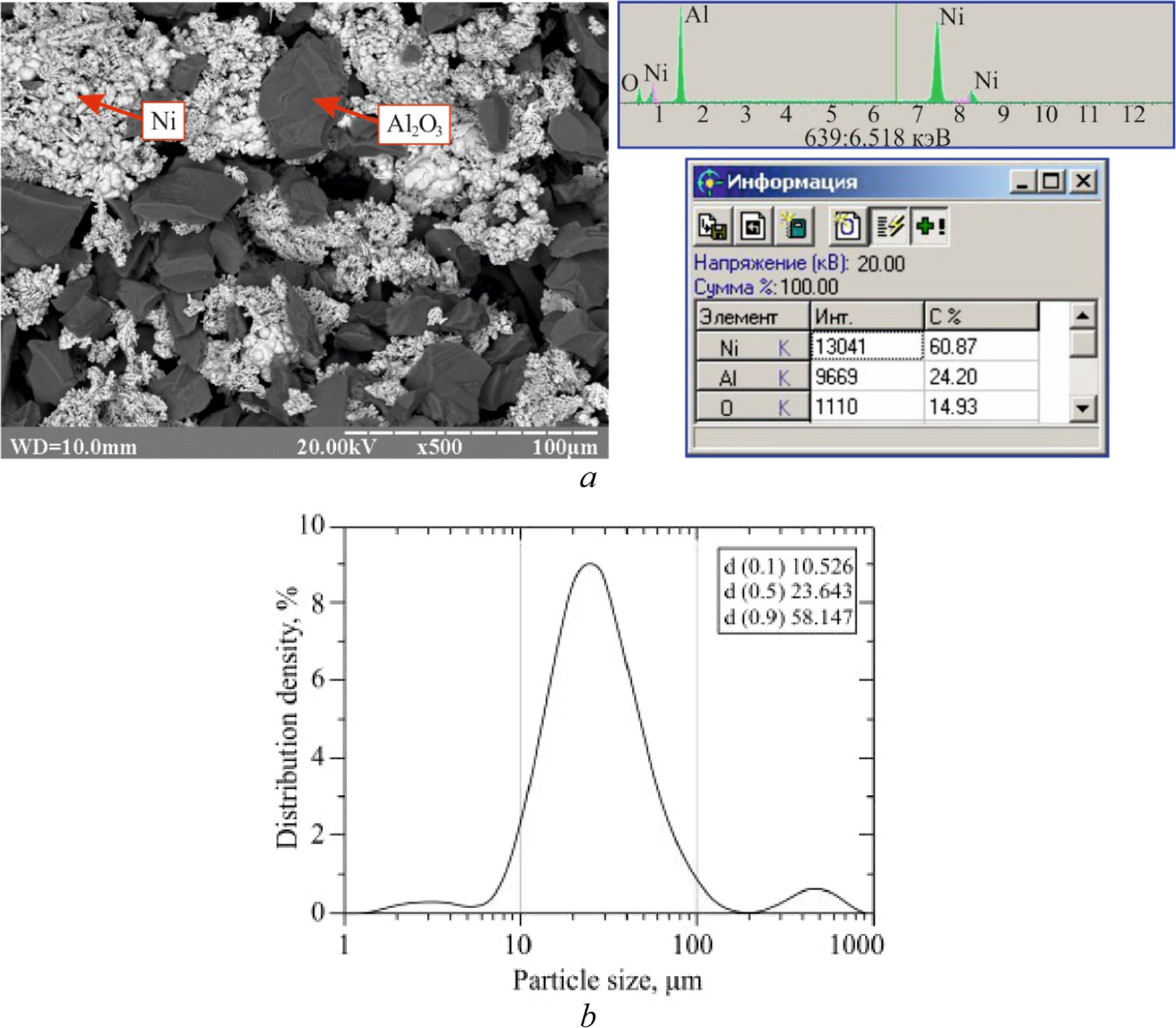
Figure 1. Ni + Al2O3 powder used in the experiment, (a) SEM micrographs and EDS analysis, (b) particle size distribution.
Download figure:
Standard image High-resolution imageVT3-1 titanium alloy (GOST 19807-91) was used as the substrate material, the chemical composition of the alloy and some physical and mechanical properties are presented in tables 1 and 2 [45].
Table 1. Chemical composition of VT3-1 titanium alloy (wt%).
| Elements | Fe | Ti | C | Si | Cr | Mo | N | Al | Zr | O | H | Other |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Weight Percentage (%) | 0.2–0.7 | 85.95–91.05 | max 0.1 | 0.15–0.4 | 0.8–2.0 | 2.0–3.0 | max 0.05 | 5.5–7.0 | max 0.5 | max 0.15 | max 0.015 | 0.3 |
Table 2. Physical and mechanical characteristics of VT3-1 titanium alloy.
| Material Characteristics | Value |
|---|---|
| Tensile Stress, MPa | 930 |
| Brinell Hardness, MPa | 269–363 |
| Specific Elongation at Fracture, % | 6–8 |
| Young Modulus, *105 MPa | 1.15 |
| Density, kg/m3 | 4500 |
Samples of a flat plate shape (figure 2(a)) with a size of 25×50×1.5 mm and a cylindrical shape (figure 2(b)) with a diameter of 25 mm and a height of 40 mm were prepared for coating deposition.

Figure 2. Uncoated samples made of VT3-1 titanium alloy, (a) plates, (b) cylinders.
Download figure:
Standard image High-resolution imageThe preliminary surface preparation of the samples before spraying consisted of 60 Grit sandblasting with aluminum oxide to remove the surface oxide layer and increase the surface roughness, followed by degreasing with a solvent (acetone). The sample surface roughness after sandblasting ranged from 120 μm to 160 μm. The same grit blasting conditions are recommended for the practical application of cold spraying of protective and restorative coatings on real parts. The time after completion of surface preparation and coating spraying was no more than twenty minutes. Low-pressure cold spraying machine DYMET-405 was used for spraying coatings (at National Aerospace University 'Kharkiv Aviation Institute', Kharkiv, Ukraine). A photo of the DYMET-405 machine is shown in figure 3.

Figure 3. Photograph of low-pressure cold spray machine DYMET-405.
Download figure:
Standard image High-resolution image2.2. Identification of process parameters
The first step in experiment design is to determine the process parameters (independent variables or factors) that have the greatest impact on the coating characteristics. It is well known that the coating quality and deposition efficiency depend on a large number of operating parameters and their complex impact. According to the results of the literature analysis and previous investigations conducted in our laboratory, the main parameters of cold spraying, which largely depend on the adhesion strength and deposition efficiency (response variables), there is the initial gas temperature at the nozzle inlet, powder feed rate, and stand-off distance. These parameters affect the heating and acceleration of particles, their flattening upon contact with the substrate, and, as a result, ensure their adhesion strength to the latter with the formation of a certain set of physical and mechanical characteristics.
2.3. Finding the working limits of the parameters
The solution of the optimization problem begins with the selection of the experimental area. This area is selected based on the analysis of predetermined information. The main levels and intervals of their variation are determined in the experimental area. The main or zero level of a factor is its value taken as the initial value in the experiment design. The main levels are selected so that their combination corresponds to the value of the optimization parameter, which is as close to optimal as possible. Each combination of factor levels is a multidimensional point in the factor space. A factor variation interval—symmetrical to the main level—was selected to determine the upper and lower levels for each factor.
Table 3 shows the investigated parameters of the cold spraying and their levels.
Table 3. Considered CS process parameters and their levels.
| Notation | Unit | Level | |||
|---|---|---|---|---|---|
| Variable | –1 | 0 | +1 | ||
| Factor A: Temperature | T0 | °C | 450 | 500 | 550 |
| Factor B: Powder feed rate | Gp | g/s | 0.2 | 0.5 | 0.8 |
| Factor C: Stand-off Distance | SoD | mm | 5.0 | 10.0 | 15.0 |
2.4. Development of design matrix
To reduce the time and cost of conducting experiments, the of experimental design methodology was used to obtain the necessary information about the effect of the investigated process parameters on the adhesion strength and deposition efficiency of coatings. An effective experiment requires a scientific approach to its design. In the practice of optimizing the spraying parameters of thermal spray coatings, the response surface methodology (RSM) is widely used with the use of a corresponding design of experiment (DoE). RSM is a tool for studying the influence between several independent variables and one or more response variables, followed by the development of mathematical models, optimization of initial factors, and construction of graphical models of the results obtained for a visual representation of the dependences of the objective function on input parameters [46].
In this research, the responses are functions of the initial gas temperature at the nozzle inlet T0 (X1), powder feed rate Gp (X2), and stand-off distance SoD (X3), and can be represented as follows

Three levels were used for the studied parameters: low (–1), main (0), and high (+1). A second-order polynomial is used to describe dependencies in the response surface methodology and predict the optimization parameter from the input parameters. For an experiment with three input parameters (X1, X2, X3), the regression can be determined by the equation (2)

where β0 is constant; β1, β2, β3 are coefficients of variables X1, X2, and X3, respectively; β11, β12, β13 are coefficients of squares of variables X1, X2, and X3, respectively; β21, β22, β23 are interaction coefficients of variables X1, X2, and X3, respectively.
Taking into account the investigated parameters, variables X1, X2, and X3 can be replaced and the equation (2) can be written as follows


As can be seen from the equation, the model includes the influence of the main factors and their interaction. In the research, the central composite design (CCD) was used in the experiment design. In this design, 6 'star' points with coordinates (+α; 0; 0), (–α; 0; 0), (0; +α; 0), (0; –α; 0), (0; 0; +α), and (0; 0; –α), and a number of n0 points in the design center are added to the full factorial experiment 23 for three factors. The value of the 'star' arm is α = 1 (face centered-CCD), and the number of parallel runs in the design center is n = 6 (figure 4) [47]. Thus, the total number of runs is 20, which is sufficient to estimate the linear, quadratic, and two-factor effects of variable parameters on the coating adhesion strength and deposition efficiency.

Figure 4. Face-centered central composite design.
Download figure:
Standard image High-resolution imageStatistical planning of the experiment will allow for obtaining the necessary data, applying statistical methods for their analysis, and drawing correct and objective conclusions. Table 4 shows the design matrix consisting of 20 experiments with encoded and initial values.
Table 4. Experimental design matrix and result.
| Std. | Run | Coded value | Original value | Response | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| T0 | Gp | SoD | T0 (°C) | Gp (g/s) | SoD (mm) | Adhesion strength (MPa) | Deposition efficiency (%) | |||
| 23 design | 1 | 5 | –1 | –1 | –1 | 450 | 0.2 | 5 | 9.1 | 14.1 |
| 2 | 2 | +1 | –1 | –1 | 550 | 0.2 | 5 | 26.0 | 17.9 | |
| 3 | 3 | –1 | +1 | –1 | 450 | 0.8 | 5 | 12.3 | 19.9 | |
| 4 | 1 | +1 | +1 | –1 | 550 | 0.8 | 5 | 28.6 | 23.3 | |
| 5 | 17 | –1 | –1 | +1 | 450 | 0.2 | 15 | 16.1 | 17.5 | |
| 6 | 18 | +1 | –1 | +1 | 550 | 0.2 | 15 | 30.2 | 24.9 | |
| 7 | 8 | –1 | +1 | +1 | 450 | 0.8 | 15 | 17.1 | 21.0 | |
| 8 | 13 | +1 | +1 | +1 | 550 | 0.8 | 15 | 31.5 | 27.7 | |
| 'Star' points | 9 | 12 | –1 | 0 | 0 | 450 | 0.5 | 10 | 22.9 | 22.5 |
| 10 | 19 | +1 | 0 | 0 | 550 | 0.5 | 10 | 34.3 | 28.1 | |
| 11 | 20 | 0 | –1 | 0 | 500 | 0.2 | 10 | 29.1 | 20.7 | |
| 12 | 4 | 0 | +1 | 0 | 500 | 0.8 | 10 | 32.9 | 27.3 | |
| 13 | 16 | 0 | 0 | –1 | 500 | 0.5 | 5 | 27.3 | 20.0 | |
| 14 | 10 | 0 | 0 | +1 | 500 | 0.5 | 15 | 30.9 | 24.4 | |
| Zero point | 15 | 9 | 0 | 0 | 0 | 500 | 0.5 | 10 | 32.0 | 25.5 |
| 16 | 15 | 0 | 0 | 0 | 500 | 0.5 | 10 | 31.4 | 24.0 | |
| 17 | 14 | 0 | 0 | 0 | 500 | 0.5 | 10 | 33.1 | 26.2 | |
| 18 | 11 | 0 | 0 | 0 | 500 | 0.5 | 10 | 32.5 | 25.6 | |
| 19 | 7 | 0 | 0 | 0 | 500 | 0.5 | 10 | 32.0 | 25.1 | |
| 20 | 6 | 0 | 0 | 0 | 500 | 0.5 | 10 | 32.4 | 26.1 | |
2.5. Conducting the experiments
An experiment was conducted after selecting the experiment design, main levels, and intervals for varying factors. Each matrix row (see table 4) is the spraying mode for a separate run. In accordance with the experimental design, a coating of three samples was sprayed for each combination of spraying modes, followed by determining the average value of the response parameter. Experiments were performed in any order to prevent the occurrence of systematic error in the experiment (the order of runs is shown in the second column of table 4). The parameters of the cold spraying, which did not change during all runs, are as follows: nozzle traverse speed—20 mm s−1, gas inlet pressure—0.9 MPa, and number of passes—2.
2.6. Coating characterization
The adhesion strength of the obtained coatings was measured in accordance with ASTM 633 guidelines [48]. According to the experimental design, coatings with a thickness of approximately 350 μm were sprayed on the prepared cylindrical samples (figure 1(a)). For bonding the coated sample and the uncoated counter-sample, it was used VK-9 OST V 84-2081-83 adhesive, the bonding strength of which was determined before the tests on the uncoated samples and averaged 38.8 MPa. After adhering to the tensile machine, a tensile force was applied to one of the samples, the maximum value of which was recorded at the moment of the beginning of the bond failure. Based on the known values of the maximum applied load F and the contact area S, the bonding force was calculated as shown in equation (4)

The deposition efficiency (DE) was determined using the following method [39]. The sample was weighed before coating deposition (m0) and coated sample (m1). Next, the mass of powder consumed for coating deposition (mp), as the difference between the initial mass of the powder loaded into the powder feeder (mp0), and the mass of powder that remains therein and the powder feeder pipe after the spraying process is complete (mp1). That means

Loading of a certain mass of powder into the powder feeder hopper before each new experiment was performed after cleaning it and the powder feeder pipes to the nozzle. Spraying was carried out in two passes at a powder feed rate of Gp of 0.2, 0.5, and 0.8 g s−1, the value of which was set on the spraying machine. The powder was fed manually after reaching the set operating gas temperature.
The beginning of the spray gun movement was the moment when the beginning of coating growth on the substrate was visually fixed. After two passes, the powder supply was completed, the electric gas heater was powered off, and then the gas supply was turned off. Powder residues in the powder feeder hopper and feeder pipe to the nozzle were collected for further weighing.
3. Results and discussions
3.1. Derivation of empirical dependencies
Ni+Al2O3 powder in accordance with the developed experiment design was deposited on prepared samples made of VT3-1 titanium alloy using a DYMET-405 low-pressure cold spraying machine. Sample of the microstructure of the deposited coating is shown in figure 5, and the results of calculations of adhesion strength and deposition efficiency are shown in table 4.

Figure 5. The microstructure of the deposited Ni+Al2O3 coating.
Download figure:
Standard image High-resolution imageRegression coefficients are calculated in the statistical data processing software Stat-Ease 360. The significance of each of the coefficients is estimated using the Student's t-test and p-values given in tables 5 and 6.
Table 5. ANOVA test result for coating adhesion.
| Source | Sum of Squares | df | Mean Square | F-value | p-value | |
|---|---|---|---|---|---|---|
| Model | 3.481E+05 | 6 | 3.481E+05 | 242.39 | <0.0001 | significant |
| A-Temperature | 1.705E+05 | 1 | 1.705E+05 | 712.38 | <0.0001 | |
| B-Feed rate | 4794.86 | 1 | 4794.86 | 20.03 | ||
| C-SoD | 14324.58 | 1 | 14324.58 | 59.85 | <0.0001 | |
| A2 | 19727.39 | 1 | 19727.39 | 82.43 | <0.0001 | |
| B2 | 4259.57 | 1 | 4259.57 | 17.80 | ||
| C2 | 18544.65 | 1 | 18544.65 | 77.49 | <0.0001 | |
| Residual | 3111.22 | 13 | 239.32 | |||
| Lack of Fit | 2183.69 | 8 | 272.96 | 1.47 | 0.3484 | not significant |
| Pure Error | 927.53 | 5 | 185.51 | |||
| Cor Total | 3.512E+05 | 19 |
Table 6. ANOVA test result for coating deposition efficiency.
| Source | Sum of Squares | df | Mean Square | F-value | p-value | |
|---|---|---|---|---|---|---|
| Model | 0.0056 | 8 | 0.0007 | 126.99 | <0.0001 | significant |
| A-Temperature | 0.0014 | 1 | 0.0014 | 255.82 | <0.0001 | |
| B-Feed rate | 0.0013 | 1 | 0.0013 | 234.52 | <0.0001 | |
| C-SoD | 0.0009 | 1 | 0.0009 | 158.65 | <0.0001 | |
| AB | 0.0000 | 1 | 0.0000 | 8.13 | 0.0157 | |
| AC | 0.0000 | 1 | 0.0000 | 7.96 | 0.0166 | |
| BC | 0.0001 | 1 | 0.0001 | 25.92 | 0.0003 | |
| B2 | 0.0002 | 1 | 0.0002 | 29.63 | 0.0002 | |
| C2 | 0.0006 | 1 | 0.0006 | 109.88 | <0.0001 | |
| Residual | 0.0001 | 11 | 5.549E-06 | |||
| Lack of Fit | 0.0000 | 6 | 3.321E-06 | 0.4038 | 0.8498 | not significant |
| Pure Error | 0.0000 | 5 | 8.223E-06 | |||
| Cor Total | 0.0057 | 19 |
The Model F-value of 242.39 implies the model is significant. There is only a 0,01% chance that an F-value this large could occur due to noise. P-values less than 0,05 indicate model terms are significant. For coating adhesion, it can be seen that A, B, C, A2, B2, C2 are significant model terms. Values greater than 0.1000 indicate the model terms are not significant and they were not included in the model. The Lack of Fit F-value of 1,47 implies the Lack of Fit is not significant relative to the pure error. There is a 34,84% chance that a Lack of Fit F-value this large could occur due to noise. Non-significant lack of fit is good—we want the model to fit.
In table 6 the Model F-value of 126,99 implies the model is significant. There is only a 0,01% chance that an F-value this large could occur due to noise. The same as for coating adhesion results, P-values less than 0,05 indicate model terms are significant. In this case, A, B, C, AB, AC, BC, B2, C2 are significant model terms. Values greater than 0.1 indicate the model terms are not significant. The Lack of Fit F-value of 0,40 implies the Lack of Fit is not significant relative to the pure error. There is an 84,98% chance that a Lack of Fit F-value this large could occur due to noise. Non-significant lack of fit is good—we want the model to fit.
After determining significant values (with a confidence level of 95%), empirical dependences were obtained to predict the adhesion strength and deposition efficiency.
For the adhesion strength of coatings:


For the deposition efficiency (DE):



The equations (6) and (7) in terms of actual factors can be used to make predictions about the responses for given levels of each factor. Here, the levels should be specified in the original units for each factor. These equations should not be used to determine the relative impact of each factor because the coefficients are scaled to accommodate the units of each factor and the intercept is not at the center of the design space.
The value of the R2 determination coefficient for adhesion strength and deposition efficiency amounted to 0.9911 and 0.9893, respectively. This means that 99.11% and 98.93% of experimental results are described by the above empirical equations (6) and (7), respectively. R2 value tends to be 1.0, which means high accuracy of the obtained models. The normal probability plot for the responses under study is shown in figure 6. The graphs show that the regression residuals for coating adhesion strength and deposition efficiency fall on a straight line, which means a normal error distribution.

Figure 6. Normal probability plots for responses, coating (a) adhesion and (b) deposition efficiency.
Download figure:
Standard image High-resolution imageScatter plots of experimental and calculated data are shown in figure 7.

Figure 7. Correlation plots for responses, coating (a) adhesion and (b) deposition efficiency.
Download figure:
Standard image High-resolution imageThe graph shows that the actual and calculated results for both adhesion strength and deposition efficiency are closely related. Based on the results obtained, it can be concluded that the developed empirical dependences can be used to predict the adhesion strength and coating deposition efficiency from the gas temperature at the nozzle inlet, powder feed rate, and stand-off distance in the investigated ranges of values.
3.2. Effect of investigated process parameters on responses
Using the obtained equations (6) and (7), three-dimensional graphs of the dependence of the adhesion strength and deposition efficiency of nickel coatings from a Ni+Al2O3 powder mixture were developed as a function of the gas temperature at the nozzle inlet, powder flow rate, and stand-off distance in the investigated ranges of values (see table 3), which are shown in figures 8 and 9. Contour diagrams are provided to facilitate visual search for optimal response values. Using the obtained response contours, it can be determined the value of the objective function (adhesion strength and deposition efficiency) at any point within the specified input parameters.

Figure 8. (a, c, f) Three-dimensional graphs and (b, d, e) contour plots for coating adhesion.
Download figure:
Standard image High-resolution image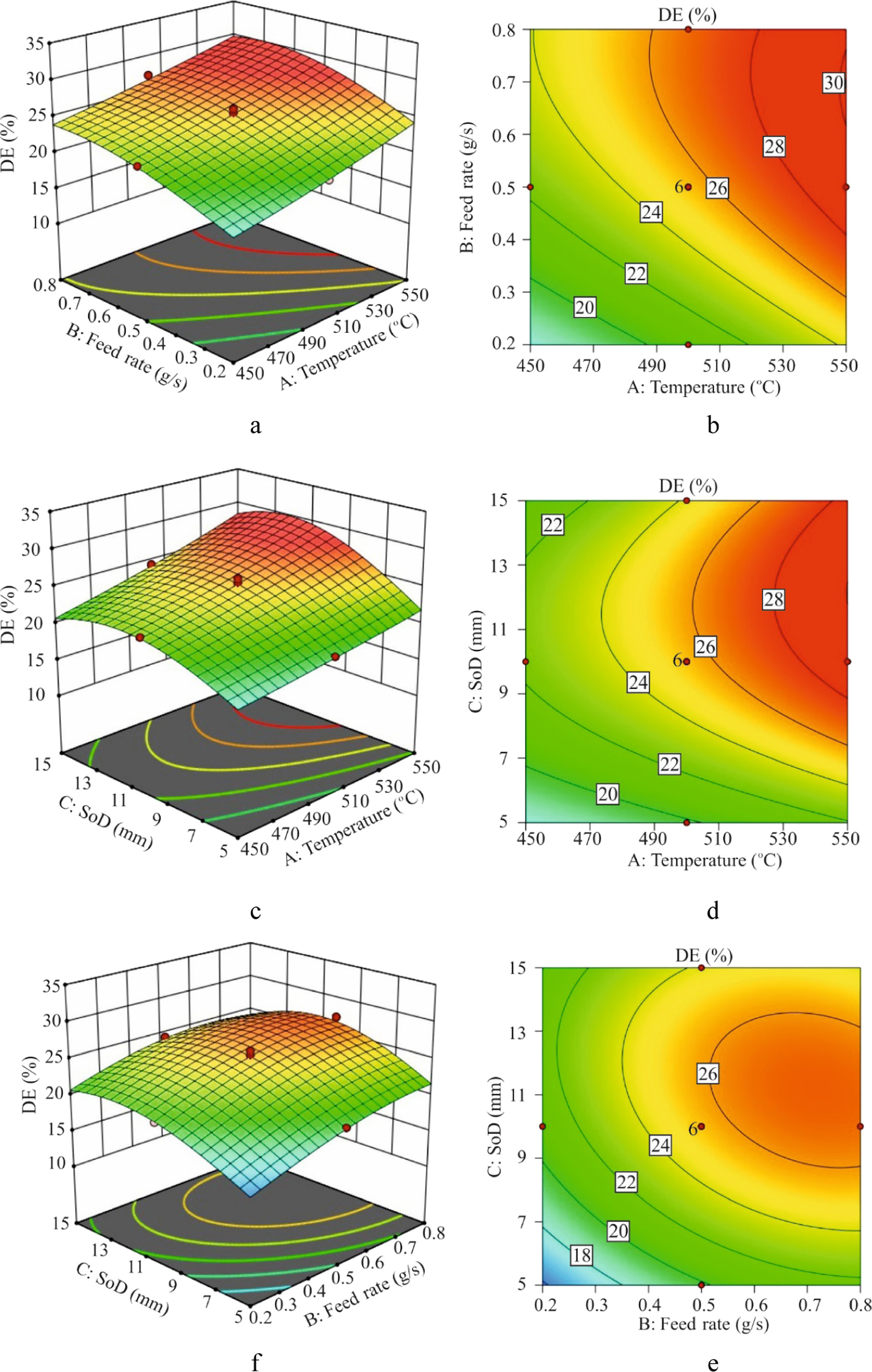
Figure 9. (a, c, f) Three-dimensional graphs and (b, d, e) contour plots for coating deposition efficiency.
Download figure:
Standard image High-resolution imageAs can be seen from figure 8, the gas temperature at the nozzle inlet has the greatest effect on the adhesion strength of coatings. From the analysis of figure 8 and table 5, a significant increase in the adhesion strength of the Ni+Al2O3 coating is observed when the gas temperature increases from 450 °C to 550 °C.
As the temperature of the gas at the nozzle inlet increases, the gas flow rate in the channel of this nozzle increases, which directly affects the particle velocity in the flow. The relationship between the gas flow velocity and its temperature can be seen from equation (8) [49]

where γ is the ratio of the heat capacity of the gas,  Cv is heat capacity at constant volume; Cp is heat capacity at constant pressure, v is the gas velocity in the nozzle; R is the gas constant; T is the gas temperature at the nozzle inlet.
Cv is heat capacity at constant volume; Cp is heat capacity at constant pressure, v is the gas velocity in the nozzle; R is the gas constant; T is the gas temperature at the nozzle inlet.
In addition, it can be observed an increase in the velocity of particles and in their temperature. Both factors—an increase in the velocity and temperature of the particle–substrate contact—have a significant impact on the growth of the coating adhesion strength. The effect of particle temperature on adhesion can be explained by their higher intensity of deformation in contact with the substrate due to temperature softening. It is known that there is a certain relationship between the temperature of particles at the moment of collision with the substrate and the critical velocity—a decrease in the latter with an increase in the temperature of particles [13]:

where  is critical velocity;
is critical velocity;  is the melting point of the powder material;
is the melting point of the powder material;  is powder material density;
is powder material density;  is the tensile strength of powder material;
is the tensile strength of powder material;  is the temperature of the powder particle in contact with the substrate.
is the temperature of the powder particle in contact with the substrate.
The dependence of the critical velocity on the particle temperature was shown in [49]. Reducing the required critical velocity leads to higher values of the ratio of the particle velocity to the critical velocity, which, as shown in [50], positively affects the flattening ratio, improving the properties of the coating (reducing porosity, increasing microhardness, adhesion and cohesion strength, etc), increasing the deposition efficiency.
The tendency to increase the adhesion and cohesion strength with an increase in the temperature of the gas at the nozzle inlet during cold spraying is also confirmed in the works of many researchers [51–54].
The maximum adhesion strength of the coating was obtained at a stand-off distance of approximately 10 mm (see figure 8). Figure 8 shows that as the stand-off distance increases from 5 mm to 10 mm, the adhesion of coatings increases. However, a further increase in the distance to 15 mm leads to its reduction.
The stand-off distance affects the gas flow between the nozzle outlet section and the substrate surface. When the flow hits an obstacle, an area of increased pressure is formed on its surface, i.e. a bow shock. The thickness of this layer depends on the stand-off distance, i.e. the greater the distance from the nozzle outlet to the substrate, the smaller the thickness of the bow shock. Based on the results of computer simulations and experimental studies, various authors found that when particles pass through a bow shock, their inhibition is observed [31, 55]. For powder particles with a diameter of 5 μm, this is generally significant, which can even affect the change in their trajectory [56]. As the distance from the nozzle exit to the substrate increases from 5 mm to 10 mm, the time spent by particles in this flow increases, the speed and temperature of which continue to increase. This reduces the effect of the bow shock on the particle velocity in contact with the substrate. However, with a further increase in the stand-off distance and reaching a certain value, inhibition of particles in the flow and a drop in their temperature are observed, which affects the decrease in the adhesion strength of coatings.
The effect of powder feed rate on the adhesion strength of coatings is shown in figure 8. An increase in powder feed rate slightly affects the increase in coating adhesion. An increase in adhesion strength is observed with an increase in powder feed rate to a certain value, which equals 0.5 g s−1 in this research. A further increase in powder feed rate has almost no effect on the adhesion strength of coatings to the substrate. An increase in the concentration of powder particles in the gas flow accordingly increases their interaction with each other, which in turn affects the process of their acceleration. Reducing the distance between particles increases the number of their collisions with each other and with the inner walls of the nozzle, reducing their velocity. Experimental studies on determining the distance between particles and the concentration of particles per unit volume are impossible; the results of numerical calculations are provided by the authors in [36, 57, 58].
Figure 9 shows the effect of gas temperature at the nozzle inlet, stand-off distance, and powder flow rate on the deposition efficiency of coatings made from the Ni+Al2O3 powder mixture. It can be seen from the figure that the gas temperature and powder feed rate have the greatest effect on this characteristic of low-pressure cold spraying. As the gas temperature increases, the percentage of adhered particles in the coating increases, i.e. an increase in the powder deposition efficiency is observed. Similar to the case of adhesion strength, the main reason for this is the increase in particle velocity in collision with the substrate as the gas velocity in the nozzle increases (see equation (1)). In addition, as the gas temperature increases, the temperature of the particles in this flow increases, which ensures their better plastic deformation when they collide with the substrate.
Figure 9 also shows the effect of the stand-off distance on deposition efficiency, namely the growth of the latter with an increase in the distance from 5 mm to 10 mm. The maximum deposition efficiency of the Ni+ Al2O3 powder mixture in this study was achieved at 28.1% at a stand-off distance of 10 mm. Further increase in the distance to 15 mm leads to a decrease in the deposition efficiency. This trend, as well as for the effect of the stand-off distance on the adhesion strength, is due to the inhibition of the flow and powder particles, respectively. When the distance is increased from 5 mm to 10 mm, the thickness of the bow shock on the substrate surface decreases when the flow hits it and its effect on the particle velocity.
Ni+ Al2O3 coatings demonstrated the best results in terms of ensuring maximum deposition efficiency at a powder feed rate of 0.8 g s−1. Figure 9 shows the dependence of the powder deposition efficiency on its consumption. In the beginning, with an increase in powder feed rate, an increase in deposition efficiency is observed. This can be explained by an increase in the concentration of powder particles in the gas flow, which reduces the activation time of the surface before spraying. This study did not measure the surface activation time from the beginning of the interaction of the gas flow with powder particles and the surface to the beginning of the formation of the first coating layer. However, it was visually noticeable that with an increase in powder feed rate, the coating growth is faster. The relationship between powder feed rate and activation time is shown in [30, 37]
Increasing the powder feed rate to a certain value during low-pressure cold spraying affects the thickness of the coating layer in one pass of the nozzle, and therefore the deposition efficiency. In addition, it is believed that an increase in the concentration of particles in the flow leads to an increase in their concentration in the normal shock wave that occurs when a two-phase flow hits an obstacle (substrate surface) [57]. At too high a powder feed rate, powder particles that do not adhere and reflect off the surface greatly reduce the kinetic energy (velocity) of the flying particles, which negatively affects their deformation during collision and adhesion during coating formation. Conclusions about the trend of reducing the deposition efficiency with increasing powder feed rate during cold spraying due to a decrease in the velocity of incoming particles are made in the works of other researchers [37, 59]. And even if an increase in the deposition efficiency can be observed at a high powder feed rate, other parameters of the coating quality shall be carefully monitored, such as porosity, and microhardness, the value of which may deteriorate [39].
3.3. Process optimization
In order to find the optimal values of the nozzle inlet temperature, stand-off distance, and powder feed rate, which would ensure the maximum values of the adhesion strength and deposition efficiency of coatings from the Ni+ Al2O3 powder mixture, the multi-criteria optimization method was used. The optimization module in Stat-Ease 360 searches for the optimal combination of factors that will ensure simultaneous best results for each of the target functions (response). The program implements two methods for finding optimal values, i.e. numerical and graphical. In multi-criteria optimization, areas are found on the contour graph that simultaneously meets the critical properties of each individual response. Graphical optimization displays the range of acceptable response values in the factor plane. In numerical optimization, threshold values for each of the responses (upper and/or lower limit) that will be taken into account for this procedure can be specified, or a desired value of the response can be specified.
The purpose of the optimization process of this research is to ensure the maximum values of the target functions, i.e., adhesion strength and deposition efficiency. In addition, the minimum permissible lower limit of adhesion strength was specified at 15 MPA, which is a criterion for the practical use of the coating for part restoration. Figure 10 shows the results of numerical optimization of the spraying modes of the NI+ Al2O3 powder mixture in the Stat-Ease 360 software, taking into account the established criteria.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 10. Numerical optimization result (desirability = 1.0).
Download figure:
Standard image High-resolution image{kind=link}
As can be seen from figure 10, the calculated maximum values of coating adhesion strength of 34.78 MPa and deposition efficiency of 29.46% from the Ni+ Al2O3 powder mixture with 95% reliability can be obtained by setting the gas temperature at the nozzle inlet to 537 °C, the powder feed rate of 0.6 g s−1, and the stand-off distance of 11 mm.
3.4. Models validation
An important stage of the optimization process is to check the obtained empirical dependencies for the possibility of using them to predict the objective function, i.e., the degree of correspondence between the values of the predicted characteristic and the actual one. For this purpose, three additional experiments were performed with randomly selected spraying modes, which are shown in table 7.
Table 7. Validation results for developed predicted models.
| # | Spraying parameters | Adhesion, MPa | Deposition efficiency, % | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| T0, °C | Gp, g/s | SoD, mm | By exp. | By model | 95% PI low | 95% PI high | By exp. | By model | 95% PI low | 95% PI high | |
| 1 | 500 | 0.5 | 10 | 31.1 | 32.43 | 30.92 | 33.89 | 24.5 | 25.4 | 23.89 | 27.01 |
| 2 | 540 | 0.7 | 11 | 33.9 | 34.55 | 33.02 | 36.03 | 28.8 | 29.81 | 27.82 | 31.98 |
| 3 | 470 | 0.3 | 7 | 21.5 | 23.31 | 21.31 | 25.21 | 17.7 | 18.44 | 17.42 | 19.53 |
Table 7 shows the results of experimental studies of the adhesion strength and deposition efficiency of coatings, as well as their calculated values obtained using empirical dependencies. From the analysis of the table, it can be concluded that the obtained dependences can be used to predict the adhesion strength and deposition efficiency in the studied operating mode ranges.
4. Conclusions
- 1.The effect of low-pressure cold spraying parameters, namely the temperature at the nozzle inlet, stand-off distance, and powder feed rate, on the adhesion strength and deposition efficiency of a nickel-based Ni+ Al2O3 metal-matrix composite powder was investigated. The research aimed to find optimal deposition parameters that ensure the achievement of maximum values of adhesion strength and deposition efficiency, using a response surface methodology.
- 2.From the analysis of experimental data, empirical dependences were obtained for predicting the adhesion strength on the deposition efficiency of coatings when the spraying parameters change in the investigated ranges of values. The deviation of calculated values from the actual ones is no more than 5%.
- 3.According to the ANOVA results it was found that the temperature and stand-off distance are the most important parameters affecting the adhesion strength, whereas the gas temperature and powder feed rate affect the deposition efficiency of coatings obtained by cold spraying.
- 4.The optimal parameters for deposition of Ni+ Al2O3 coating were set as follows: gas temperature at the nozzle inlet is 537 °C, stand-off distance 11 mm, and powder feed rate—0.6 g s−1. Using these parameters, the predicted values of adhesion strength and deposition efficiency are 34.78 MPa and 29.46%, respectively.
Acknowledgments
There is no conflict of interest declared by all the authors.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).