
Abstract
The incorporation of inorganic nanoparticles into a polymer is an effective way to improve its performances. It is common sense that tiny bubbles in epoxy resin will seriously affect the mechanical properties of composites. Based on this common sense, building a small space inside the epoxy resin will obtain some exciting results, because the small space could effectively block the propagation path of sound, and build a small space in the epoxy resin through nano hollow particles, it will be realized sound isolation without sacrificing the mechanical properties of the composites. If this assumption is verified, it will open up a new route to prepare sound insulation materials using thermosetting resin. In this work, two types of nanoparticles of equal size of the hollow silica nanospheres (HSN) and solid silica nanospheres (SN) were synthesized via sol-gel method. Epoxy Resin (EP) matrix composites containing these HSN or SN particles were designed and fabricated as sound insulation materials. The sound transmission loss (STL) properties were investigated using the impedance tubes. The sound insulation results showed that the STL values of neat EP and EP/SN composites with SN content of 2.0 vol% were up to 17.2 dB and 33.9 dB, respectively, while the EP/HSN composites with the same content of HSN was raised to 44.3 dB for the 3 mm thickness samples. Simultaneously, the mechanical properties of the EP/HSN composites were also improved as the certain addition of HSN in epoxy matrix. And the EP/HSN composites hold a potential for outstanding performance soundproofing application.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Noise pollution, such as traffic vibrations and machinery noise, is a by-product of modern industrial and economic development that seriously affects the qualities of live, study and work, resulting in many grave concerns, such as loss of psychosocial health, annoyance, hearing loss, hypertension, and psychiatric disorders [1, 2]. It is an active and effective methods to prevent and control noise by blocking the transmission path of noise with sound insulation and absorption materials. Generally speaking, sound absorbing materials are mostly foam materials [3] with poor mechanical properties and conventional sound insulation materials usually have higher densities [4].
In this case, the research on the design and preparation of light and thin sound insulation materials is a hot trend in the development of sound insulation materials in recent years [5]. Ahmadi [6] prepared ABS/clay nanocomposites and found that adding 4 ∼ 8 wt.% of nanoclay could increase the STL of neat ABS by 13 dB and 5 dB at high and low frequency ranges, respectively. Xia [7] investigated the sound insulation effect of the LDPE/mica composites and the experiment results show that the STL value of LDPE/mica was improved obviously because of the adding of the mica. The high sound insulation properties of these composites may be due to the absorption of vibration by the matrix and the propagation path of sound wave were increased by the clay and mica nanoparticles. Liang [8] found that PVC/hollow glass microbeads composites had better sound insulation than PVC/solid glass microbead composites. These results were due to the fact that the cavity inside the hollow glass bead greatly extends the transmission distance of the sound wave, and in the meantime, when the sound wave encounters the hollow glass bead, it will occur multiple times of reflection, refraction and scattering, and all of this could weaken the energy of the sound waves.
Our research group [9] had also done related works to prove this point that the hollow fillers could improve the STL values of the composites. The hollow silica nanotubes (HSNTs) were synthesized by the sol-gel method and the HSNTs were used as functional fillers to fabricate novel sound insulation composites based on the epoxy resin. And the sound insulation results exhibited that when the thickness of the composites (EP/HSNTs) with 3.0 wt% HSNTs was 10 mm, the average STL value of the sample was up to 57.9 dB. These results also confirmed that the hollow fillers could improve the soundproofing performances of the composites. Due to the synthesis disadvantages of hollow silica nanotubes including complex, low yield and poor cost performance, it is difficult to produce in large quantities. The synthesis of hollow silica nanospheres (HSN) close to silica nanotubes is more mature and the yield is relatively higher. According to the literature available to the author, hollow silica nanospheres have not been used in the field of epoxy sound insulation composites. At present, the hollow silica nanospheres have attracted a large mount of interests due to their applications, such as drug carriers [10, 11], pH nano-sensors [12], and absorbents of heavy metal ions [13, 14].
In this work, we are committed to using hollow silica nanospheres to build many small cavities in epoxy matrix in order to establish a sound insulation barrier. It is expected that the as-fabricated composites could play the sound insulation function without sacrificing the mechanical properties of the composites. In order to prove the sound insulation function of the hollow silica nanoparticles in composites, the solid nanoparticles with the same size were specially designed and synthesized for comparative experiments. Two kinds of nanoparticles of equal size of the hollow silica nanospheres and solid silica nanospheres were synthesized via sol-gel method, and these two particles were compounded with epoxy resin to prepare composites EP/HSN and EP/SN. In addition, adding inorganic nanoparticles is an effective way to improve the mechanical properties of epoxy resin [15]. Therefore, we look forward to the composites have excellent mechanical properties and excellent sound insulation function in this study.
2. Experimental section
2.1. Materials
Diglycidyl ether of bisphenol-A-based E-51 epoxy (EP) was purchased from Shanghai Resin Factory Co., China. Methylhexahydrophthalic anhydride (MeHHPA) hardener was obtained from Jiaxing City Ocean Chemical Co., China. Styrene (St), 2-ethyl-4-methyl-imidazole (EMI-2,4), tetra-ethoxysilane (TEOS), tetrahydrofuran (THF), polyvinylpyrrolidone (PVP, K30), ammonium hydroxide (NH3•H2O), tetra-ethoxysilane (TEOS), ethanol and potassium persulfate (KPS) were supplied by Beijing Chemical Reagent Co., China. The St were treated by reduced pressure distillation and cold-stored.
2.2. Synthesis of hollow silica nanosphere (HSN) and silica nanosphere (SN) particles
10.0 g St and 1.5 g PVP were added to a 250-ml three-necked flask with 90.0 g boiling H2O. Under N2 at 70 °C, 10.0 g of 1 wt% KPS water solution was added and stirred. After 24 h, we obtained a PS particle dispersion. 5.5 g PS particle dispersion and 0.85 g NH3•H2O were added to a 250 ml boiling flask with 95.0 g ethanol at 30 °C with stirring. 5 ml TEOS were dropped into the system and stirring continued for 5 h. The as-synthesized PS@silica spheres were centrifuged and dispersed in 90 ml THF to dissolve PS and obtain HSN. The dispersion was stirred at room temperature for 24 h. The HSN were collected by centrifugation and washed with THF and ethanol until the PS was cleared. The HSN were freeze-dried centrifugally for 48 h and stored [16].
20.0 g TEOS, 300 ml ethanol and 50 ml H2O were added to a 500 ml three-necked flask and boiled with stirring at 30 °C. 12 ml NH3•H2O was added dropwise to the mixture. After 24 h, we obtained a dispersion of SN. Following further centrifugal separation, they were freeze dried centrifugally for 48 h and stored.
2.3. Preparation of EP/HSN and EP/SN composites
The dry silica fillers were directly mixed with EP using a Rotation-Revolution Hybrid Mixer (ARE-310, THINKY, Japan). The MeHHPA and EMI-2, 4 were added to this mixture at room temperature. After mixing for 10 min, the mixture was poured into a pre-heated steel mold coated with a release agent and cured at 50 °C/2 h, 100 °C/2 h, and 150 °C/5 h. Both EP/HSN and EP/SN composite samples were prepared under the same conditions. The composites with equal thickness and varying HSN (SN) content and equal HSN (SN) content but varying thickness were fabricated to investigate the effects of different HSN (SN) content and sample thickness on the sound insulation and mechanical properties.
2.4. Measurements and characterization
Transmission electron microscopy (TEM) images were obtained on a Tecnai G220 electron microscope (FEI Co, Netherlands) using specimens cut at ambient temperature with an ultra-microtome (UCT-GA-D/E-1/00, LEICA Co., Austria) and a diamond knife. 50–100 nm thickness samples were collected in a trough filled with water and placed on the copper grids. These EP/HSN samples were dispersed in absolute ethanol, dropped onto copper grids and dried under ambient conditions. Field emission scanning electron microscopy (FE-SEM, FEI Co., Netherlands) was used to examine the morphology of the SN particles.
The STL values were measured at room temperature with impedance tubes as shown in figure 1. The test set-up (BSWA Technology Co., Ltd. China) consisted of four micro-phones, a sound calibrator, and a BSWA-SW466-type impedance tube. This STL testing method conformed to the ASTM E2611 standard. Here, Et , EI , Er and Ea are transmitting, incident, reflecting and absorption sound energy, respectively, and the schematic diagram of impedance tube device and sound insulation testing process are showed in figure 1.
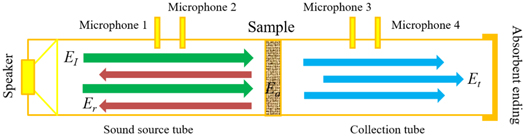
Figure 1. Schematic showing measurement of sound transmission loss (STL) with four-microphones impedance tube.
Download figure:
Standard image High-resolution imageTensile tests and bending tests were performed using a universal testing machine (CMT4104, Shenzhen San Testing Machine Co., China) equipped with a 10 kN load cell at a crosshead speed of 2 mm min−1. ISO 527 and ISO 14,125 testing standards were followed to conduct the tensile and bending tests, respectively. A Charpy impact test machine (ZBC-1400–1, Shenzhen San Testing Machine co., China) was used to obtain the impact energy of V-notched samples prepared according to the ISO 179 standard. Each reported value was averaged from at least eight specimens. Fracture toughness (KIC) values were determined based on the ASTM D5045 standard using single edge notch bend (SENB) samples measuring 65 × 10 × 4 mm3 in three points bending. The KIC values were calculated by the fracture toughness formula (1). Here, the P is critical fracture load, the letter a is initial crack length, B and W are specimen thickness and width, respectively. Every reported value was the average of at least six samples.


3. Results and discussion
3.1. The Morphologies of HSN, SN, and HSN Dispersed in EP
The morphologies of both HSN and EP/HSN composites were examined via the TEM and SEM. As shown in figure 2(a), HSN with inner diameters of 160 nm and outer diameters of 200 nm were synthesized and the outer surface of the HSN was very rough and due to the deposition of tiny silica particles. The EP/HSN composites with varying particle contents from 0.4 to 2.0 vol% displayed in figures 2(b)–(e) and confirmed that the HSN particles remain hollow not filled by EP resin. These figures also indicated that the HSN has a little aggregation in nanocomposites. The figure 2(f) was the SEM image of SN particles, we could see that the morphology of these nanospheres were very uniform, and their diameter was about 200 nm, which was close to the diameter of hollow nanospheres in figure 2(a). In this work, these spheres can be used as comparative fillers to prepare the corresponding composites.

Figure 2. (a) TEM image of HSN. (b)–(e) TEM images of microtome sections of EP/HSN composites with different loading: (b) 0.4 vol%; (c) 0.8 vol%; (d) 1.6 vol%; and. (e) 2.0 vol%. (f) SEM image of SN.
Download figure:
Standard image High-resolution imageThe existence of hollow spheres in epoxy resin matrix can be directly observed from the microscopic point of view by ultra-thin slices of composites. However, the cross-section morphology of EP/HSN composites needs to be observed and characterized via SEM. Figure 3 were the SEM images of the cross-section morphology of EP/HSN composites with different loading (a) 0.4 vol%; (b) 1.6 vol%; (c) 2.0 vol%. It can be seen from this figure that with the continuous increase of the content of hollow silica spheres, the agglomeration of hollow silica spheres becomes more and more obvious. In figure 3(a), small aggregates appear in the field of vision, but the particle diameter of the aggregates was very small. When the content of hollow silica spheres increases to 1.6 vol%, more aggregates appeared in the field of vision and the largest aggregate diameter were increased to 1 micrometer. When the content of hollow silica spheres continues to increase to 2.0 vol%, the diameter of aggregates has been nearly 6 micrometers. Although we do not want the agglomeration of hollow silica nanospheres, the experimental facts tell us that the research goal of improving the dispersion of nano fillers is still very arduous. With the increasing content of hollow silica nanospheres, the phenomenon of agglomeration was intensifying. These results would affect the comprehensive properties of EP/HSN composites, especially the mechanical properties of composites, which will be discussed in section 3.3 of this work.

Figure 3. SEM images of EP/HSN composites with different loading: (a) 0.4 vol%; (b) 1.6 vol%; (c) 2.0 vol%.
Download figure:
Standard image High-resolution image3.2. Sound insulation properties of composites
It was well-known that the density of material could affect the STL value, the higher density materials possessed higher STL values. Since the densities of all the materials approached 1.19 g•cm−3 and these densities were showed in table 1. And the EP/SN composites had slightly higher densities than the EP/HSN composites of the same content, the effect of density change on STL values of the materials were ignored [17].
Table 1. Densities of the neat EP, HSN/EP, and EP/SN composites.
| Composites | Density (g cm−3) | ||||
|---|---|---|---|---|---|
| Fillers content | |||||
| (vol%) | 0.0 | 0.4 | 0.8 | 1.6 | 2.0 |
| EP/SN | 1.181 | 1.187 | 1.198 | 1.208 | 1.212 |
| EP/HSN | 1.181 | 1.183 | 1.190 | 1.196 | 1.203 |
In this study, the STL values were studied via the impedance tube with four microphones as shown in figure 1. A sound wave was produced by the speaker into the sound source tube, and the sample is in the middle of the tube. The four microphones are used to measure the sound power signals which are calculated and converted to a STL value by equation (1) through the transfer function method [18, 19]. Here, Et is transmitted sound energy, EI incident sound energy, Er reflected sound energy, Ea is absorbed sound energy and they are related by

The STL values were given by this equation:

The STL values were obtained from 100 to 6300 Hz and the average STL values were taken as the average value over 1/3 of an octave [9, 15]. The soundproofing properties and average STL values of EP/HSN and EP/SN composites are shown in figure 4 (3–10 mm thickness, 2 vol%) and figure 4 (0.4–2.0 vol%, 10 mm thickness). We could draw conclusions from the results: (1) All STL versus frequency (Hz) curves displayed minimum STL values at the resonant frequency of 1000–1250 Hz of the composites, and the STL values were increased above these minima (figures 4 and 5). At the content of 2 vol% of the EP/SN and EP/HSN composites in figures 4(a) and (b), the STL values were improved with sample thickness from 3 to 10 mm among the range of full frequency.

Figure 4. Soundproofing properties of EP, EP/SN and EP/HSN composites with 2 vol.% particles and different thickness.
Download figure:
Standard image High-resolution image
Figure 5. Soundproofing properties of EP, EP/SN and EP/HSN composites with 10 mm thickness and different fillers content.
Download figure:
Standard image High-resolution image(3) The average STL values of (EP/HSN, EP/SN) composites were (44.3, 33.9 dB) and (53.9, 48.2 dB), respectively, for 3 mm and 10 mm thickness of composites samples. Therefore, the thicker samples have higher STL and are more effective in soundproofing based on the mass law. (4) For the same sample thickness in figure 4(c), EP incorporated with either HSN or SN particles has improved average STL values due to the increased composite density. Given the same incident sound energy EI, hollow HSN yields higher average STL values than solid SN since the absorbed sound energy Ea was larger because more EP/HSN interfaces exist in the shell which will scatter, diffract and refract sound waves and there was air confined in the core which will decrease the transmitted sound waves in figure 1.
(5) At 10 mm thickness, STL of EP/HSN composites were increased with the filler content increasing from 0.4 vol% to 2.0 vol% at all frequencies, particularly at >1600 Hz, figure 5(b). Even the same trend exists, this effect was not as prominent for EP/SN composites, figure 5(a). (6) figure 5(c) showed that the average STL values of EP/HSN were larger than EP/SN for all filler loadings from 0.4 vol% to 2.0 vol% HSN. When the fillers contents were 2.0 vol%, the average STL values were 53.9 dB of the EP/HSN composites, and the average STL value was 48 dB of the EP/SN composites, respectively, and the pure EP composites average STL values only had 45.9 dB. From the table 1 results, the densities of the EP/SN composites were higher than EP/HSN at the same loading fillers according the mass law. However, the opposite result appeared in this work, which further proved that the addition of hollow filler was beneficial to the sound insulation of composites. This may be that the hollow filler could dissipate part of the sound energy in the composites and enhance the sound insulation effect [19].
(7) At the same filler loading (figure 3(c) at 2.0 vol%), the difference between of the average STL values for EP/HSN and EP/SN decreases with increasing thickness. Hence, for 3 mm thickness samples, the average STL value of EP/HSN is 11 dB higher than that of EP/SN. However, for 10 mm samples, the difference in average STL value is only 5.7 dB. So it was expected that this difference will be even smaller with thicker samples. In principle, if the sample was thick enough and no sound energy can be transmitted through the material regardless of the type of filler. Nonetheless, the materials thickness was often not un-limited under actual conditions. The hollow fillers could enhance the sound insulation performances of the composites and this view had been proved right again from this work. The mechanical properties of the EP/HSN composites were also needed to be measured as a structural sound insulation material and these results were discussed in section of 3.3.
3.3. Mechanical properties of the composites
The figure 6 showed the mechanical and fracture properties of EP/HSN composites. Fracture toughness (KIC), impact, bending, and tensile tests were performed to evaluate the mechanical properties of the composites. The fracture toughness of EP and the EP/HSN composites with different HSN contents were showed in figure 6(a). The KIC values of the pure EP was 0.62 MPa•m1/2 and the EP/HSN composites with HSN content 0.8 vol% was 74 MPa•m1/2. In figures 6(b) and (c), the bending strength and tensile strength approached the maximum values when the HSN loading was 0.8 vol%, and the bending modulus (1.81 GPa) and tensile modulus (1.87 GPa) of the EP/HSN composites were also higher than the pure EP.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. (a) Fracture toughness, (b) bending strength and modulus, (c) tensile strength and modulus of EP and EP/HSN composites; (d) Impact strength of EP, EP/SN and EP/HSN composites.
Download figure:
Standard image High-resolution image{kind=link}
Figure 6(d) were the impact strength of the pure EP, EP/HSN, and EP/SN composites with different fillers contents. The impact strength of pure EP was 6.3 kJ•m−2, the EP/HSN composites with 0.4 vol% HSN was 11.5 kJ•m−2, and the EP/SN composites with 0.4 vol% SN was only 3.8 kJ•m−2. The impact strength of the EP/HSN composites was decreased with increasing of the HSN loading, this may be due to the poor dispersion of HSN and SN in EP matrix. The HSN were better than the SN dispersed in EP matrix, because the density of the SN was much higher and the viscosity of the EP/SN system was much lower, so the SN were deposited at the bottom of the composites during EP curing.
4. Conclusions
Hollow silica spheres were synthesized using a sol-gel method and the EP/SN and the EP/HSN composites were prepared via blending method in this work. The obtained mechanical and sound insulation results revealed that the EP/HSN had better impact energies and sound insulation properties than the neat EP and the EP/SN composites. In particular, for 10 mm thickness EP/HSN composites with 2.0 vol% of HSN, the average STL value were enhanced to 53.5 dB comparing to 45.9 dB of EP and 48 dB of EP/SN composites. Adding the low contents of HSN in epoxy was an effective way to improve the sound insulation and mechanical properties from these results. From these results, we can also draw such enlightenment: by adding hollow nanoparticles to build a small space in the epoxy resin matrix, we can effectively isolate the propagation path of sound, and the mechanical properties of the composites will not be reduced too much, which can provide experience and methods for the application of other thermosetting resins in sound insulation. And the EP/HSN composites with excellent mechanical and sound insulation performances suggested that the composites could be a candidate of soundproofing coating materials for engine cover.
Data availability statement
The data that support the findings of this study are available upon reasonable request from the authors.