
Abstract
The mechanical properties of polymer nanocomposites can be improved by incorporating various types of nanofillers. The hybridization of nanofillers through covalent linkages between nanofillers with different dimensions and morphology can further increase the properties of nanocomposites. In this work, aramid nanofibers (ANFs) are modified using chlorinated cellulose nanocrystals (CNCs) and functionalized with 3-glycidoxypropyltrimethoxysilane to improve the chemical and mechanical interaction in an epoxy matrix. The integration of CNC functionalized ANFs (fACs) in the epoxy matrix simultaneously improves Young's modulus, tensile strength, fracture properties, and viscoelastic properties. The test results show that 1.5 wt% fAC reinforced epoxy nanocomposites improve Young's modulus and tensile strength by 15.1% and 10.1%, respectively, and also exhibit 2.5 times higher fracture toughness compared to the reference epoxy resin. Moreover, the glass transition temperature and storage modulus are found to increase when fACs are incorporated. Thus, this study demonstrates that the enhanced chemical and mechanical interaction by the CNC functionalization on the ANFs can further improve the static and dynamic mechanical properties of polymer nanocomposites.
Export citation and abstract BibTeX RIS
1. Introduction
Thermosetting polymers with densely crosslinked structures have been reinforced with nanosized fillers to improve their properties. Using a relatively low weight fraction of fillers, properties such aselastic modulus, tensile strength, and viscoelastic properties have shown to be enhanced through improved stress transfer between the matrix and fillers [1–8].One example of thermosetting polymer nanocomposites is epoxy nanocomposites. Epoxy nanocomposites have been widely used for adhesives [9], aerospace parts [10, 11], coatings [12–14], and electronic devices [15, 16] because of their outstanding thermal properties, chemical resistance, and high rigidity. To enhance the properties of epoxy nanocomposites, various types of nanofillers such as carbon nanotubes (CNTs) [5, 17–20], graphene oxide (GO) [21–24], nano clays [25, 26], silica [12, 13, 27], and nanocellulose [28–30] have been studied as reinforcing fillers.
Aramid nanofibers (ANFs) have also been employed to reinforce polymer nanocomposites because of their excellent mechanical strength, large surface area, and high aspect ratio. The ANFs are produced using a newly proposed dissolution and deprotonation process of Kevlar polymer chains [31]. The ANFs maintain the outstanding mechanical properties of Kevlar because a complete dissolution of aramid fibers is inhibited due to the π−π stacking interaction between the aramid chains. In addition to their high mechanical properties, abundant functionalities like carboxylic acid and amines formed during the dissolution process provide opportunities for surface modification [32–35]. Researchers have used ANFs to reinforce polymeric materials such as poly(vinyl alcohol) [36, 37], polyurethane [38], poly(acrylic acid) [39], poly(methyl methacrylate) [40], styrene-butadiene rubber [41–43], and epoxy resin [32, 44]. For example, Lin et al [32] proposed a method to isolate the ANFs from a ANF/dimethyl sulfoxide (DMSO) solution and used them to prepare epoxy composites. The epoxy nanocomposites reinforced with ANFs exhibited enhanced elastic modulus, tensile strength, and fracture toughness compared to the neat epoxy. Jung et al [44] isolated ANFs and modified them using a silane coupling agent with an epoxy group to enhance the interfacial interaction between the epoxy resin and ANFs. An enhancement of tensile strength, viscoelastic properties, and fracture toughness was observed from the functionalized ANF reinforced epoxy composites compared to the untreated ANF reinforced composites. The research shows the advantage of using modification of ANFs to improve the properties of polymer nanocomposites.
Cellulose nanocrystals (CNCs) have received substantial attention in the field of polymer nanocomposites due to their high mechanical strength, high aspect ratio, and low density [45–48]. Because of their excellent properties, CNCs have been used to reinforce polymers such as poly(vinyl alcohol) [49], poly(methyl methacrylate) [50], poly(lactic acid) [51],polyurethane [52],and poly(acrylic acid) [53]. For example, Kang et al [54] studied the effect of CNCs on the properties of thermally degradable polymeric adhesives based on epoxy resin. From the test results, shear strength was improved by more than 30%, and thermal degradation temperature was reduced by 40 °C. Kupka et al [52] dispersed CNCs in polyurethane to improve mechanical properties. The results showed that the elastic modulus and tensile strength increased by up to 50% and 25%, respectively, while the glass transition temperature also increased. Additionally, Li et al [53] prepared CNC or cellulose fiber reinforced poly(acrylic acid) for the application of strong composite adhesives. The nanocomposites exhibited an improvement in the adhesive strength on an aluminum substrate.
In addition to using only one class of nanofillers, researchers have shown that hybridized nanomaterials can be employed as reinforcing fillers for polymer nanocomposites, especially the combination of two strong nanomaterials. For instance, Fan et al [40] modified graphene using ANFs through π−π stacking interaction and used them to reinforce poly(methyl methacrylate). The tensile strength and elastic modulus of nanocomposites increased by 84.5% and 70.6%, respectively, by the incorporation of 0.7 wt% of the hybrid fillers. In a previous work done by Jung et al [42], silane coupling agent functionalized ANF/GO hybrid fillers were prepared and used to reinforce styrene-butadiene rubber/butadiene rubber composites for tire tread. The rubber composites with hybrid fillers showed improved mechanical properties, abrasion resistance, and reduced rolling resistance compared to the reference samples. The improvements were also greater than those of ANF or GO alone reinforced nanocomposites with the same loading of nanofillers. Moreover, Wang et al [55] studied the effect of GO/CNT hybrid filler on the properties of shape memory epoxy nanocomposites. From the test results, a synergetic effect of GO/CNT hybrid filler in improving tensile strength and thermal properties was observed. However, the interfacial interaction between the nanomaterials has been mostly based on non-covalent bonding.
In this study, CNCs are attached to the surface of ANFs through covalent linkages to improve the chemical and mechanical interaction in an epoxy matrix. The chemically attached CNCs on the ANFs are expected to provide an additional mechanical interlocking effect when the epoxy nanocomposites are subjected to mechanical stresses. To prepare CNC functionalized ANFs (fACs), CNCs are chlorinated using thionyl chloride and reacted with ANFs, followed by a modification with an epoxy functionalized silane coupling agent. Prior to the preparation of epoxy samples, the fACs are analyzed using attenuated total reflection Fourier transform infrared spectroscopy (ATR-FTIR), x-ray diffraction (XRD), and atomic force microscopy (AFM) to characterize the CNC functionalization on the ANFs. Finally, epoxy nanocomposites are prepared and tested to investigate the role of fACs on the tensile properties and fracture properties of composites. To prove the effect of the chemical covalent interaction between ANFs and CNCs on the properties of nanocomposites, hybrid fillers without covalent linkages are also prepared and used to fabricate epoxy samples without covalent bonding.
2. Experimental
2.1. Preparation of fAC fillers
ANF/DMSO solution (500 ml of 0.2 wt%) was prepared using the Yang's modified process [56]. KM2 + Kevlar fibers (1 g, CS-800), potassium hydroxide (KOH, 1.5 g, Fisher Scientific), and deionized (DI) water (20 ml) were added to DMSO (500 ml, Fisher Scientific), and the solution was stirred for 4 h at 23 °C. CNCs (1 g, CelluForce) were dispersed in N,N-dimethylformamide (20 ml, Fisher Scientific), and the suspension was heated at 80 °C for 12 h to activate the CNCs. Thionyl chloride (3.5 ml, SOCl2, MilliporeSigma) was added dropwise into the suspension, and the suspension was stirred and heated at 80 °C for 24 h to form a chlorinated CNC (CNC-Cl) solution. Then, the CNC-Cl solution and ANF/DMSO solution were mixed and heated at 80 °C overnight, followed by adding and mixing 10 wt% of 3-glycidoxypropyltrimethoxysilane (GPTMS, MilliporeSigma) at 80 °C for 24 h to prepare functionalized ANF/CNCs (fACs) with covalent linkages between the nanomaterials (figure 1(a)). In addition to the preparation of fACs, CNCs were added to ANF/DMSO solution, followed by GPTMS functionalization to fabricate ANF/CNCs without covalent bonding (ACs) for the purpose of comparison with fACs.

Figure 1. Illustration of (a) the procedure for the preparation of functionalized nanofillers, and (b) the fAC reinforced epoxy nanocomposites.
Download figure:
Standard image High-resolution imageDI water was used to precipitate the fACs from the solution, and a vacuum-assisted filtration set was used to wash the nanofibers thoroughly with DI water and acetone (MilliporeSigma). After the filtration, the fACs were dispersed in acetone using horn sonication (Fisher scientific, Model 500) before drying them to yield fAC fillers with 50 wt% acetone content. GPTMS modified ANFs, CNCs, and ACs were also prepared to fabricate epoxy nanocomposites.
2.2. Characterization
The fACs were imaged using an AFM (XE-70) to characterize any changes in the morphology and dimensions due to covalent bonding between ANFs and CNCs. Additionally, ATR-FTIR (Nicolet iS50 spectrometer) and XRD (Rigaku Ultima IV) were used to identify the changes of the chemical and crystalline structure of the nanofillers.
2.3. Fabrication of fAC reinforced epoxy nanocomposites
The fAC reinforced epoxy samples were prepared by adding 0.2 wt% to 1.5 wt% of fACs to the epoxy resin based on Epon862 (diglycidyl ether of bisphenol-F epoxy, Hexion) and Epikure W (diethyltoluenediamine, Hexion). The fAC paste was dispersed into the Epon862 using horn sonication and centrifugal mixing (FlackTek Speedmixer) for 20 min. After the dispersion, the mixture was dried under vacuum at 70 °C for 24 h to remove acetone from the fAC paste. Then, Epikure W (26.4 part per hundred resin)was added to the fAC mixture and mixed for 20 min, followed by degassing at 70 °C under vacuum prior to being cast into silicone molds. The mixture was subsequently cured in a convection oven with a 30 min temperature ramp from 25 °C to 121 °C followed by a 240 min isothermal hold at 121 °C (figure 1(b)). ANF, CNC, and AC reinforced epoxy nanocomposites were also fabricated using the same process described above.
2.4. Mechanical testing
Tensile tests were conducted using a universal testing machine (Instron model 5982) following ASTM D638. Type V specimens were prepared and tested using a crosshead speed of 1 mm min−1. Three-point bend specimens were also fabricated and tested to conduct fracture toughness tests following ASTM D5045-99. After testing, the critical stress intensity factor (KIc ) and fracture toughness (GIc ) were obtained using the following equations


where, Pmax is the maximum load, B is the thickness of specimen, W is the width of specimen, a is the crack length, E is the Young's modulus of samples, and ν is the Poisson's ratio (assumed to be 0.353). A dynamic mechanical analyzer (DMA TA 800) was used to examine the viscoelastic properties of the epoxy nanocomposites in tensile mode. Tests were conducted at 1 Hz with a heating rate of 3 °C min−1 in a temperature range from 30 °C to 190 °C. The fractured surfaces of epoxy samples were examined using optical microscope and scanning electron microscopy (SEM, JSM-7800FLV, JEOL).
3. Results and discussion
3.1. Characterization of fAC fillers
ATR-FTIR was performed to characterize the chemical structure alterations before and after the GPTMS treatment and CNC functionalization on the ANFs. The FTIR spectra of ANFs, CNCs, ACs, and fACs are displayed in figure 2. After the surface modification using GPTMS, new peaks are shown in the spectra of ANFs and CNCs in figure 2(a). The peaks at 2923, 1100, 1008, and 988 cm−1 correspond to the C–H stretching vibration of methylene, Si–O, Si–O–C, and Si–O stretching vibration from GPTMS, respectively. Thus, the alterations of FTIR spectra before and after the treatment show that ANFs and CNCs were functionalized using GPTMS. The chemical structure changes after functionalizing ANFs using CNCs and combining ANFs and CNCs are shown in figure 2(b). Both AC and fAC displayed all the characteristic peaks of both ANFs and CNCs, however, fAC showed two new characteristic peaks in the FTIR spectra. The peaks at 1720 and 3460 cm−1 are attributed to ester C=O stretching and a secondary amine, respectively, and they can be shown from the reaction between the functionalities of ANFs and CNC-Cl. The results confirm that ANFs and CNCs are linked through covalent bonding. Therefore, the FTIR spectra of ANFs, CNCs, ACs, and fACs demonstrate the modification of nanofillers and the successful preparation of fACs with chemical covalent linkages.
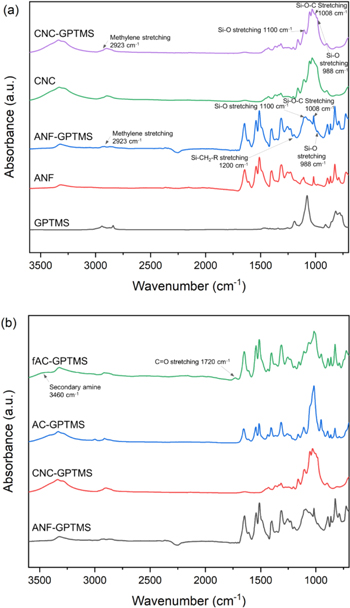
Figure 2. FTIR spectra of (a) GPTMS, ANF, ANF-GPTMS, CNC, and CNC-GPTMS, and (b) ANF-GPTMS, CNC-GPTMS, AC-GPTMS, and fAC-GPTMS.
Download figure:
Standard image High-resolution imageTo investigate the crystalline structure of fACs, XRD patterns were obtained. Figure 3 displays the XRD patterns of ANFs, CNCs, ACs, and fACs. As shown from previous research [31, 57], ANFs showed their diffraction peaks at 20.6° and 22.9°, which are attributed to the (110) and (200) planes of aramid fibers. The characteristic peaks of ANFs are also shown from the XRD patterns of ACs and fACs due to the presence of ANFs in these hybrid fillers. The XRD patterns of CNCs showed peaks of the crystalline cellulose structure at 14.6°, 16.7°, 22.8°, and 34.7° [58, 59]. While these diffraction peaks of CNCs appeared in the XRD pattern of ACs after the combination of ANFs and CNCs, they were not shown in the XRD pattern of fACs, which were prepared through the chemical covalent linkages. The disappearance of the peaks could be due to the attenuated crystalline structure of CNCs following the reaction between ANFs and CNCs [60]. The crystallinity indexes of the samples were also calculated and shown in table 1. It is shown that both combination of ANFs and CNCs and the functionalization of ANFs using CNCs decrease the degree of crystallinity. This could be due to the disorientation of the crystal lattice of fillers when they were functionalized. Additionally, AFM was used to examine the changes in the morphology and dimensions of ACs and fACs. Figure 4 displays the AFM images of ANFs, CNCs, ACs, and fACs. The diameters of ANFs and CNCs are measured to be in the range of 4–12 nm and 3–8 nm, respectively, which is in accordance with the results from previous research [44, 61]. In the image of ACs, CNCs are observed to be separated from ANFs. However, in the image of fACs, CNCs are shown on the ANFs, and the shape of CNCs is likely changed due to the chemical reaction between the ANFs and CNCs. Therefore, the AFM images show the absence of chemical interaction between ANFs and CNCs in ACs, and the establishment of covalent linkages in fACs. Drawing from the characterization results in this section, the preparation of fACs with covalent bonding between ANFs and CNCs is confirmed. The new hybrid materials based on ANFs and CNCs are expected to contribute to improved mechanical interlocking interaction between the polymer and nanofillers due to the extensive branching and network structures of the nanofillers, in addition to the enhanced chemical interaction due to the modification using a silane coupling agent.

Figure 3. XRD patterns of ANF, CNCs, ACs, and fACs.
Download figure:
Standard image High-resolution imageTable 1. Crystallinity indexes of samples.
| ANF | CNC | AC | fAC | |
|---|---|---|---|---|
| Crystallinity index (%) | 60.7 | 64.2 | 48.8 | 32.4 |
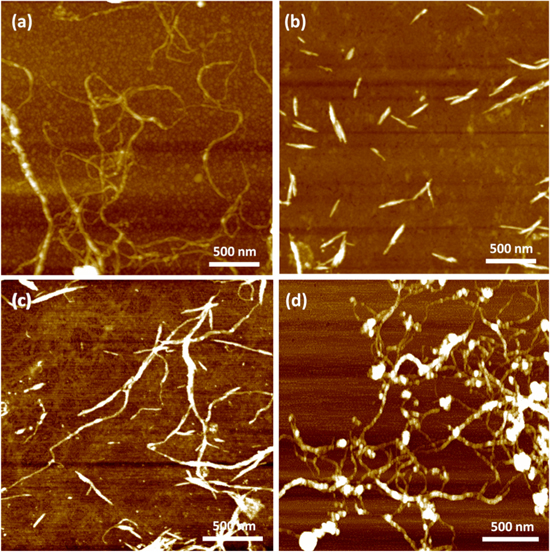
Figure 4. AFM scans of (a) ANFs, (b) CNCs, (c) ACs, and (d) fACs.
Download figure:
Standard image High-resolution image3.2. Tensile properties
Tensile tests were performed to examine the effect of CNC functionalization on the ANFs for the mechanical properties of epoxy composites. The concentration of nanofillers in the samples was limited to 1.5 wt% due to the formation of micro voids in samples with a higher concentration of nanofillers even after the degassing procedure. The surface modification using GPTMS increased the viscosity of the epoxy mixture significantly during the mixing process [62]. The average Young's modulus and tensile strength of ANF, CNC, AC, and fAC reinforced epoxy nanocomposites are displayed in figures 5 and 6 shows stress versus strain curves of epoxy samples reinforced with 1.5 wt% nanofillers. As shown from previous studies [29, 44], ANFs and CNCs were found to be beneficial for reinforcing epoxy nanocomposites due to their high aspect ratio and surface area. The Young's modulus and tensile strength of ANF reinforced samples improved up to 7.5% and 9.1%, and those of CNC reinforced epoxy resin improved by 8.1% and 6.9%, respectively, compared to the reference epoxy samples. When ACs were incorporated into the epoxy matrix, tensile properties were in the middle of ANF and CNC reinforced epoxy nanocomposites. This means that there is no synergetic effect of ACs when they are simply combined without covalent linkages. However, fAC reinforced samples outperformed other samples in tensile properties. The Young's modulus of fAC reinforced samples was observed to increase up to 3.29 ± 0.06 GPa with 1.5 wt% fACs, showing a 15.7% improvement relative to the reference sample. The samples reinforced with 1.5 wt% fAC also displayed the highest tensile strength, 87.2 ± 1.5 MPa, which is 10.1% higher than that of the neat epoxy samples. Moreover, the lowest tensile strength of fAC reinforced samples at 0.2 wt% was even higher than the highest tensile strength of all the ANF, CNC, and AC reinforced epoxy samples. The average Young's modulus of epoxy samples reinforced with 1.5 wt% fAC was found to be 7.6%, 6.0%, and 5.5% higher than that of the 1.5 wt% ANF, CNC, and AC reinforced nanocomposites, respectively. These results show the effect of CNC functionalization on the ANFs for the tensile properties of epoxy nanocomposites in addition to the individual properties from both ANFs and CNCs. The ANFs maintain the excellent mechanical properties of p-phenylene terephthalamide fibers after the dissolution, and their high aspect ratio and large specific area are beneficial for the reinforcement of the epoxy matrix. CNCs also have a high aspect ratio and large surface area with excellent mechanical properties. In addition to the characteristics of the nanomaterials, CNCs functionalized at the various reaction sites of ANFs can improve the mechanical interlocking of nanofillers in the epoxy matrix through branched network structures. Moreover, the surface modification of fACs using GPTMS improves the chemical interaction between the epoxy matrix and fACs [44]. Therefore, the enhanced chemical and mechanical interaction improved the stress transfer between the epoxy matrix and nanofillers, yielding improvement in the overall mechanical properties of epoxy composites [17, 23, 63].
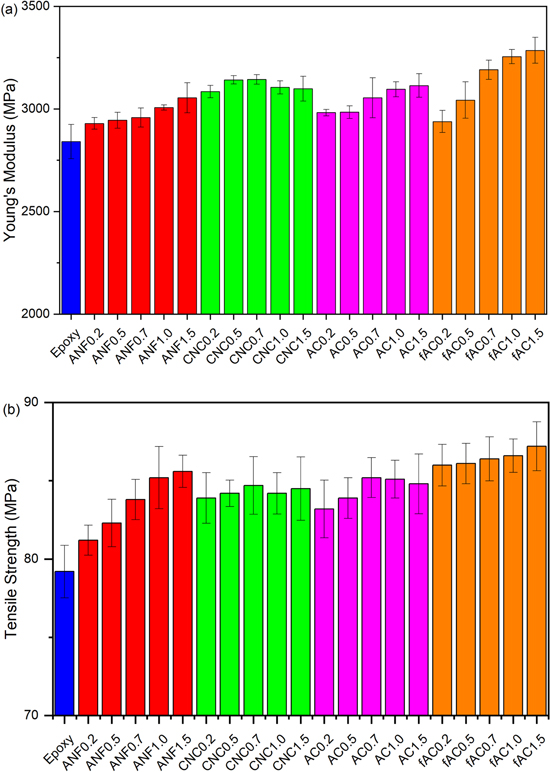
Figure 5. (a) Young's modulus and (b) tensile strength of ANF, CNC, AC, and fAC reinforced epoxy nanocomposites.
Download figure:
Standard image High-resolution image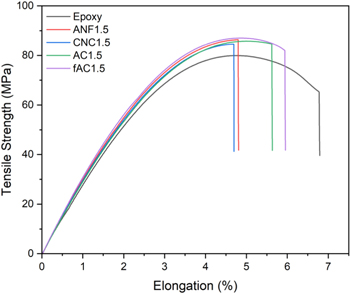
Figure 6. Stress versus strain curves of epoxy samples reinforced with 1.5 wt% nanofillers.
Download figure:
Standard image High-resolution image3.3. Fracture properties
The fracture properties of fAC reinforced epoxy samples were evaluated using three-point bending tests following the ASTM standard. After testing, the average critical stress intensity factor, KIc , and fracture toughness, GIc , of epoxy samples reinforced with ANF, CNC, AC, and fAC were calculated and displayed in figure 7. From the test results, both KIc and GIc of epoxy nanocomposites improved as the weight fraction of the nanofillers in the samples increased. The improvement of KIc and GIc of CNC reinforced samples compared to the neat epoxy resin was slightly better than that of ANF reinforced samples, and both KIc and GIc of AC reinforced samples were in the middle of ANF and CNC reinforced samples. These results indicate that ANFs and CNCs can enhance the fracture properties, but the non-covalent interaction between the ANFs and CNCs is not significant for the further reinforcement of composites. However, the fracture properties of fAC reinforced epoxy composites were higher than those of all the other samples. The test results show that the 1.5 wt% fAC reinforced samples can improve KIc by 104.4% and GIc by 249.6% compared to the reference samples. Both KIc and GIc of epoxy composites reinforced with 1.5 wt% fACs were 11.5% and 17.5% higher than those of 1.5 wt% CNC reinforced epoxy composites, respectively. The recently reported works regarding the improvement of mechanical properties of epoxy nanocomposites are summarized in table 2. It was shown that nanofillers such as CNTs, ANFs, and GOs contributed to improving mechanical properties, including Young's modulus, tensile strength, and fracture toughness. The fracture toughness improvement by novel fAC nanofillers was remarkable compared to the recently reported results of epoxy nanocomposites reinforced with various nanofillers. The improved fracture properties can be attributed to the characteristics of CNC functionalized ANFs and the chemical covalent interaction between the epoxy and fACs [44]. The sliding of large network structured fACs in the epoxy matrix can contribute to the energy dissipation at the interphase region and impede crack propagation in the nanocomposites. The fACs with a high aspect ratio and CNC functionalization on the surface, which provides mechanical interlocking in the matrix, can also contribute to crack bridging during crack propagation. Moreover, chemical covalent interaction between the epoxy matrix and fACs through surface modification using a silane coupling agent can enhance crack bridging in epoxy nanocomposites. In order to investigate the reinforcement mechanisms of fAC reinforced epoxy nanocomposites, optical microscope and SEM were used to examine the fractured surfaces of samples and the images are displayed in figure 8. The fractured surface of neat epoxy sample looked smooth and very few ripples were observed, which indicate a lack of energy dissipation mechanism during the crack propagation. However, novel nanofillers reinforced epoxy samples exhibit very rough surfaces with ripples and crazes due to the network structured nanofillers, which usually are not observed from the neat epoxy resins. Formation of such crazes and ripples contributes to absorbing energy during the fracture, which leads to improved fracture toughness. Drawing from the test results, CNC functionalization on the ANFs is found to be beneficial for improving both the tensile strength and fracture resistance simultaneously.
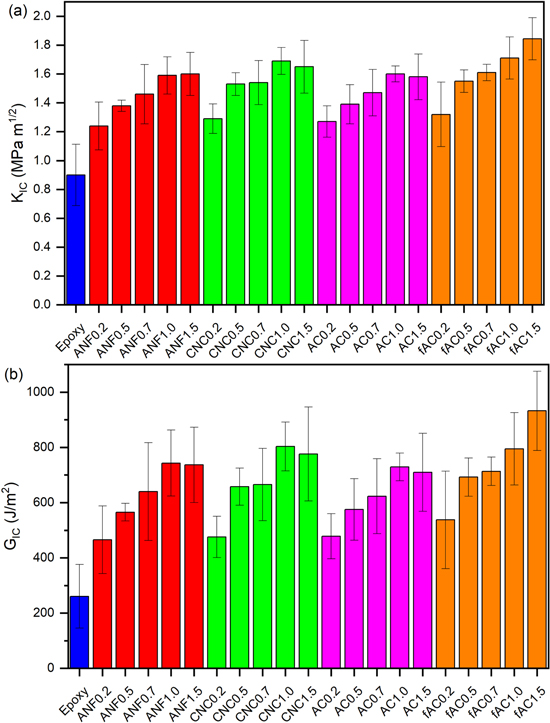
Figure 7. (a) Critical stress intensity factor, KIc , and (b) fracture toughness, GIc , of ANF, CNC, AC, and fAC reinforced samples.
Download figure:
Standard image High-resolution imageTable 2. Comparison of the effect of nanofillers on the reinforcement of epoxy nanocomposites.
| Nanofiller | Filler content (wt%) | Improvement reported (%) | References | |
|---|---|---|---|---|
| CNT | 2.0 | Young's modulus | 64% | [64] |
| Tensile strength | 22% | |||
| Fracture toughness | 95% | |||
| ANF | 1.5 | Young' modulus | 28% | [32] |
| Tensile strength | 18.5% | |||
| Fracture toughness | 23% | |||
| GO | 1.0 | Impact strength | 80% | [65] |
| Fracture toughness | 98% | |||
| Melamine-functionalized CNT | 2.0 | Young's modulus | 64% | [66] |
| Tensile Strength | 22% | |||
| Fracture toughness | 95% | |||
| Melamine-functionalized Graphene | 2.0 | Young's modulus | 71% | [66] |
| Tensile Strength | 23% | |||
| Fracture toughness | 124% | |||
| Polyethersulfone/graphene nanoplatelets | 0.5 | Fracture toughness | 60% | [67] |
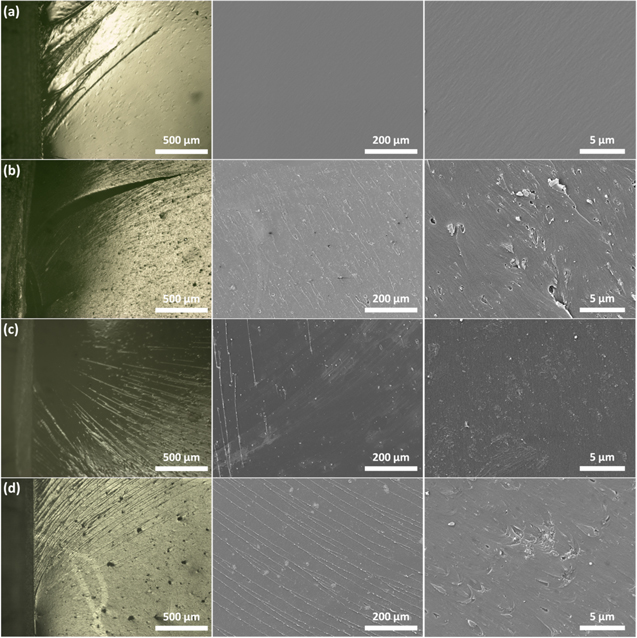
Figure 8. Optical microscope and SEM images of fractured surfaces of (a) neat epoxy resin, (b) ANF reinforced epoxy, (c) CNC reinforced epoxy, and (d) fAC reinforced epoxy samples.
Download figure:
Standard image High-resolution image3.4. Dynamic mechanical analysis
Dynamic mechanical properties of epoxy composites were obtained to investigate the effect of CNC functionalization on the ANFs over a broad temperature range. Representative storage modulus and tan δ curves versus temperature are displayed in figure 9, and storage modulus at 40 °C and 160 °C, and glass transition temperature (Tg) of epoxy nanocomposites are summarized in table 3. The value of Tg was obtained from the maximum tan δ peak value of each sample. As the temperature increased during the test, the storage modulus decreased for all the samples and showed a relaxation above 128 °C, which is attributed to the glass transition of polymeric materials. The ANF, CNC, AC, and fAC reinforced epoxy nanocomposites exhibited improved storage modulus at 40 °C and 160 °C. The storage modulus below and above Tg increased as the nanofillers weight fraction increased, although a slight decrease was observed for some samples which is likely due to non uniform dispersion. The 1.0 wt% fAC reinforced epoxy composites exhibited a maximum of 25.1% and 68.0% improvement in storage modulus at 40 °C and 160 °C, respectively, compared to the reference sample. The results show that fAC can improve the storage modulus of epoxy samples both in a glassy state and rubbery state. This could be due to the enhanced chemical and mechanical interaction between the epoxy matrix and fACs through the CNC functionalization on the ANFs and surface modification using GPTMS. The chain flexibility of the epoxy resin can be restricted by the incorporation of fACs and covalent linkages between them [63, 68, 69]. Moreover, the higFh thermal stability and Tg of aramid polymer chains can contribute to the dynamic mechanical properties over the broad temperature range, as shown from the results. However, the contribution of ACs for improving the storage modulus was less than that of fACs due to the relatively weak interfacial interaction between the polymer molecules and ACs.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 9. (a) Storage modulus and (b) tan δ graph of epoxy nanocomposites reinforced with 1.0 wt% nanofillers from 40 °C to 180 °C.
Download figure:
Standard image High-resolution image{kind=link}
Table 3. Summary of storage modulus and Tg of ANF, CNC, AC, fAC reinforced epoxy nanocomposites.
| Sample | Storage modulus at 40 °C (GPa) | Storage modulus at 160 °C (MPa) | Tg (°C) |
|---|---|---|---|
| Epoxy resin | 2.11 | 12.8 | 129.8 |
| ANF0.5 | 2.52 | 18.7 | 130.4 |
| ANF1.0 | 2.67 | 21.1 | 133.6 |
| ANF1.5 | 2.54 | 21.4 | 131.1 |
| CNC0.5 | 2.28 | 14.2 | 129.4 |
| CNC1.0 | 2.51 | 16.5 | 133.3 |
| CNC1.5 | 2.57 | 14.9 | 129.4 |
| AC0.5 | 2.40 | 16.4 | 130.4 |
| AC1.0 | 2.45 | 19.0 | 129.3 |
| AC1.5 | 2.43 | 19.3 | 128.6 |
| fAC0.5 | 2.57 | 16.0 | 131.2 |
| fAC1.0 | 2.64 | 21.5 | 136.5 |
| fAC1.5 | 2.60 | 23.0 | 134.0 |
The glass transition behavior of epoxy nanocomposites was observed using the Tg values. As displayed in table 3, the Tg value of ANF and fAC reinforced epoxy composites shifted to a higher temperature compared to the neat samples, while the improvement of Tg value was not significant for the AC reinforced nanocomposites. The Tg of nanocomposites shifted 6.7 °C higher when 1.0 wt% of fACs was incorporated into the epoxy resin. The Tg is known to represent the chain mobility of the polymer matrix in polymer nanocomposites and shifts to a higher temperature when the chain mobility is hindered. The factors affecting the glass transition behavior include the morphology of nanosized fillers, chemical structure and flexibility of the polymer matrix [70, 71]. The fACs with attached CNCs on the ANFs can restrict the movement of the epoxy matrix by mechanical interlocking between them. Additionally, covalent bonding formed between the fACs and epoxy chains can hinder the mobility of the crosslinked epoxy network, resulting in an increase of Tg. The restriction of mobility of a polymer matrix by modified nanofillers has also been reported by previous research [23, 68]. In addition to the shifted Tg value, tan δ peak value also indicates the mobility of polymer chains and interfacial energy dissipation of polymer nanocomposites. The tan δ peak value decreased when nanofillers were incorporated into the epoxy nanocomposites, and the fAC reinforced samples exhibited the lowest tan δ peak value. The results can be explained by the limitation of polymer chain movement and reduced energy dissipation by the incorporated fACs [28, 72]. Therefore, the DMA tests of nanocomposites confirm the improved chemical and mechanical interaction between the epoxy matrix and CNC functionalized ANFs.
4. Conclusion
In this work, fACs were prepared by a reaction between ANFs and chlorinated CNCs, following modification using a silane coupling agent with epoxy group. Then, the fACs were used to prepare epoxy nanocomposites, and the resulting nanocomposites were tested to investigate the effect of CNC functionalization on the ANFs. The characterization techniques, including FTIR, XRD, and AFM, revealed that CNCs were functionalized on the surface of the ANFs through covalent bonding. From the static and dynamic mechanical test results, it was shown that the fACs could improve the overall mechanical properties of epoxy composites, and the improvement was greater than that of epoxy samples reinforced with ANF, CNC, or AC filler without covalent bonding between them. The tensile test results showed that Young's modulus and tensile strength of 1.5 wt% fAC reinforced epoxy composites were improved by 15.1% and 10.1%, respectively, compared to the reference epoxy samples. The improvements were 7.6% and 1.9% higher than those of ANF reinforced samples with the same amount of nanofillers. Fracture toughness was also improved by up to 249.6% when 1.5 wt% of fACs were used. Moreover, the storage modulus of fAC reinforced samples at 40 °C and 160 °C was improved by 25.1% and 68.0%, respectively, compared to the neat epoxy samples, and Tg also shifted to a higher temperature. Therefore, improved chemical and mechanical interaction through CNC functionalization on the ANFs exhibited further enhancement in tensile properties, fracture toughness, and dynamic mechanical properties of polymer nanocomposites.
Acknowledgments
This work was financially supported by Hankook tire and technology Co., Ltd, the Army Research Office through Contract number W911NF-18-1-0061, and the Air Force Office of Scientific Research through Contract number # FA9550-21-1-0019.
Data availability statement
The data cannot be made publicly available upon publication because they are not available in a format that is sufficiently accessible or reusable by other researchers. The data that support the findings of this study are available upon reasonable request from the authors.
Competing interests
The authors have no relevant financial or non-financial interests to disclose.
Author contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by Jaehyun Jung. The first draft of the manuscript was written by Jaehyun Jung and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Supplementary data (0.1 MB DOCX)