Abstract
One of recent requirements for automobile components is weight reduction for energy saving. Foam molding is a method of producing parts with reduced weight. Interior and exterior units made by utilizing chemical and physical foaming are in practical usage. However, due to the roughness of surface of foam molded parts, their usages are limited to hidden or painted components.
In the present study, we focused on foam molding by using thermally expandable microcapsules. Thermally expandable microcapsules do not roughen surface of molded parts as the chemical or physical foaming does. The aim of the study is to elucidate influences of molding conditions such as temperature, shearing, resin properties, on microcapsule (MC) expansion behavior when MC foaming technology is used for foam molding of polypropylene (PP) which is one of general-purpose thermoplastics widely used for automobile components.
The MC is a foaming agent of a fine particle containing a low boiling point hydrocarbon enclosed in a capsule of polymer material having gas barrier property. Heating the MC softens the polymer material of capsule shells. As the temperature rises, the vapor pressure of the contained hydrocarbon increases to expand capsules.
For conventional molding with chemical or physical foaming, wall that supports void structure is made of base polymer. In this case viscoelastic properties of base polymer are required to keep void structure without collapse and breakage. Types of polymer is then limited to those that meet this requirement. Whereas for the case of MC foam molding, the capsule shells play a role of keeping bubble walls in base polymer. Choice of base polymer for the case of MC foaming is more flexible than for the case of conventional foam molding. In the present study, we examined foam molding of various types of PP using MC.
We used four different types of homo PP and two types of block-copolymerized PP for base PPs of different MFRs. MC was added to each PP so that its concentration became 0.7% of total weight. Extrusion foam molding was carried out using a twin-screw extruder (Technovel Corporation KZW-30 ).
The molding temperature was 200 °C or 240 °C. Foam molded structure was observed by using a scanning electron microscope. Average diameter of MC in PP was calculated from analysis of obtained images. The average diameter of MC was used to characterize efficiency of the present MC foam molding. The MFR of base PPs was evaluated at 230 ºC.
From the present experimental results, it was found that the MC average diameter increases as the MFR of the base polymer increases. For the case of molding temperature 200ºC we saw saturation behavior of MC average diameter depending on MFR. These results are explained by a fact that when the molding temperature was low, the capsule shell of the MC was not so soft for enough expansion in base PP.
In general, viscosity of polymer material depends on shear rate. In order to evaluate the influence of actual viscosity for molding in the extruder we measured shear viscosity of base polymers at shear rate of 314 s-1, which was estimated as a typical shear rate in the extruder. Measurement of the shear viscosity was performed by using a capillary rheometer (INSTRON SR50).
Figure 1 shows the mean MC diameter depending on the shear viscosity. Molding temperature and viscosity measurement temperature were set at 240 °C. As the shear viscosity of the base polymer increased, the MC average diameter decreased.
Present results of the MC average diameter depending on MFR and shear viscosity indicate that efficiency of MC foam molding actually depends on rheological properties of base polymer. We expect that a MC in the extrusion molding process expands under pressure from base polymer in shear deformation, and stops expanding on solidification of surrounding base polymer by cooling. Therefore, high shear viscosity of base polymer delays MC expansion before the solidification. In conclusion, it became clear that the expansion property of MC is tunable by changing viscosity of PP.
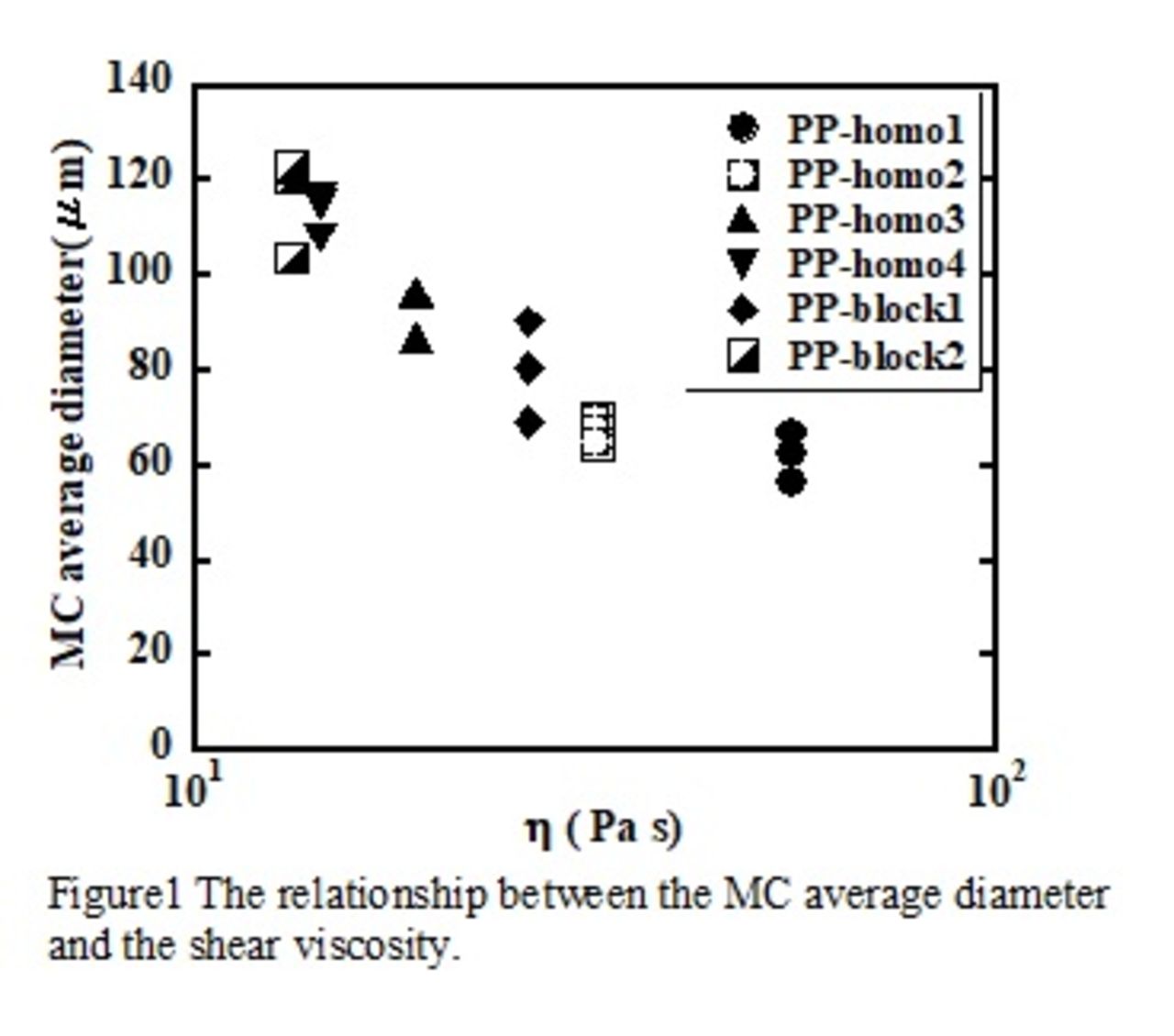
Figure 1