
Abstract
Electrospinning is a versatile method to produce nanofibers. Electrospun nanofibers have been extensively used in many industrial applications such as wound dressing, sensor, protective clothing, and filters. However, producing nanofibers efficiently through a single-needle electrospinning technique is still challenging. In this study, a system of needleless electrospinning with a wire spinneret was utilized to produce Polyvinylpyrrolidone (PVP) nanofibers. Process parameters comprised concentration of solution, applied voltage, flow rate of solution, collection distance, and diameter of the wire spinneret were altered to examine morphology, diameter, and productivity of the produced fibers. SEM images showed that morphology of the produced fibers was affected by concentration of PVP solution. Moreover, diameter of the produced fibers could be varied by controlling the process parameters. Our needleless electrospinning system has proved to be more productive in producing fibers than the single-needle electrospinning system.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
A nanofiber is a one-dimensional material which shape is similar to fine thread with a diameter of one micrometer or less [1, 2]. Nanofibers have unique characteristics such as high surface area to volume ratio, very high porosity, superior mechanical performance, low basis weight, and high flexibility [1–3]. Due to these characteristics, nanofibers can be utilized in many applications such as drug delivery media [4–6], wound dressing [7–9], sensor [10, 11], protective clothing [12, 13], air filter [14, 15], and water filter [16].
Electrospinning is one of the most efficient and widely adopted techniques for producing nanofibers [2]. This technique utilizes electrostatic force to form fibers and can produce fibers with different characteristics. The fibers characteristics can be controlled by adjusting process, solution, or ambient parameters, such as solution viscosity, solution conductivity, solution surface tension, applied voltage, collection distance, solution flow rate, ambient temperature, and humidity [2, 17]. However, a single-needle electrospinning/conventional electrospinning system could not be used for massively producing nanofibers because of low productivity, generally less than 0.3 g fibers yielded per hour [18]. Although the conventional electrospinning productivity could be increased by adding multiple needles (multi-needle electrospinning system) [19], the system still has some disadvantages, for instance, occupy very large space and the occurrence of frequent blockage at the needle tip during spinning process [18]. Consequently, an alternative method has been developed to eliminate the utilization of needle known as needleless electrospinning system. In recent years, different kinds of spinneret such as disk [20], drum [21], spherical spinneret [22], spirral coil spinneret [23], or wire spinneret connected to a high voltage source have been used by a lot of researchers in the needleless electrospinning system. Ali et al [24] used sprocket wheel as a spinneret to produce nanofibers and compared the produced fibers to the fibers yielded by a disk spinneret. By using a sprocket wheel, high electric field strength could be generated. Thus, the electrospinning process could be initiated at lower applied voltage and therefore produced more fine nanofibers. More recently, Ahmad et al [25] developed a needleless electrospinning system with a thoothed wheel as the spinneret to improve productivity during electrospinning process. Meanwhile, Hassan et al [26] utilized a bullet-spinneret to overcome problem caused by low productivity during fibers production and yield nanofibers at low applied voltage. Therefore, the the needleless electrospinning system has proved to be effective in increasing productivity. However, for industrial utilization, some parameters that affect the electrospinning process must be carefully understood so the quantity and quality of the produced fibers can be predicted. As far as we know, this effort has not been done extensively.
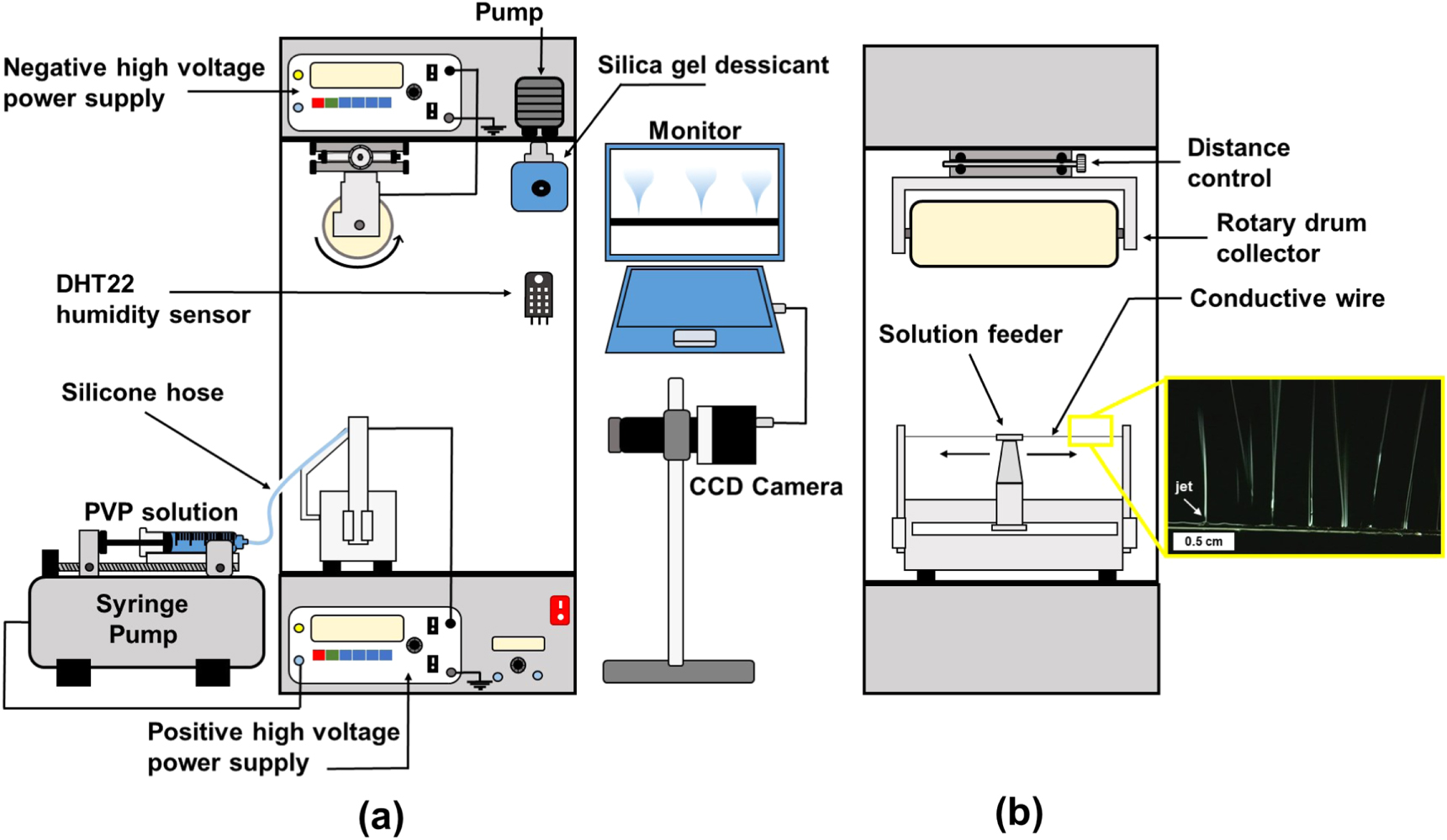
In this study, a wire spinneret was used as an electrode in our needleless electrospinning system. The effect of solution concentration, applied voltage, solution flow rate, collection distance, and wire diameter on the diameter, morphology, and productivity of electrospun fibers were examined. In our needleless electrospinning system, two high voltage sources were used as shown in figure 1. The negative and positive high power supply were connected to the rotary drum collector and the conductive wire, respectively.

Figure 1. The schematic diagram of the needleless electrospinning setup.
Download figure:
Standard image High-resolution image2. Experimental detail
2.1. Materials and PVP solution
Polyvinylpyrrolidone (PVP) powder with a molecular weight of 1,300,000 g mol−1 and ethanol were purchased from Sigma-Aldrich, Singapore. Precursor solutions were prepared by dissolving PVP powder in ethanol at concentrations of 2%, 4%, 6%, 8%, and 10% (w*w−1), then stirred at a temperature of 40 °C until each solution turned into a homogeneous solution.
2.2. Synthesis of fibers
PVP nanofibers were produced by using a needleless electrospinning apparatus (CAAI 2620 Needleless Electrospinning, Center of Aerosol and Analytical Instrumentation, Department of Physics, ITB, Indonesia). The apparatus, as shown in figure 1, consisted of two high voltage sources (+ HV and − HV), a drum collector, a stainless steel wire as the wire spinneret, a syringe pump, a CCD camera, a monitor, and a synthesis chamber with a humidity sensor. Each solution was put into a 10 ml syringe, then the syringe was installed on a syringe pump connected to the solution feeder with silicone hose. The wire was connected to a positive high voltage (+ HV) source, while the drum collector was connected to a negative high voltage (− HV) source. The yielded fibers were deposited on the drum collector wrapped by an aluminum foil sheet. The collection distance could be adjusted by a distance control. The PVP solution flowed into the solution feeder, while the solution container moved back and forth smearing the wire with PVP solution. Jets of the PVP solution were formed due to the potential difference between the wire and the collector. During the sythesis process, the productivity of fibers was examined by calculating the number of jets formed on cross section of the wire. The calculation was initiated by recording the jet formation during the synthesis process for a period of time. Through the recorded video, the number of jets generated by the wire was counted as the solution feeder swept along the wire in one direction (not back and forth), then the result was converted into jet*cm−1 s−1 unit. Meanwhile, humidity of the synthesis chamber was monitored by a sensor that could be controlled by a pump. If the humidity was higher than desired humidity, the pump would automatically channel the air inside the chamber into the silica gel tube, then the air was flowed back into the chamber. This process occured repeatedly until the desired humidity could be obtained. The optimized parameters were PVP solution concentration, applied voltage, flow rate of PVP solution, and collection distance (distance between the wire and collector). PVP solution concentration was varied at 2, 4, 6, 8, and 10 wt%. The applied voltage was altered at 15, 20, 25, 30, 35, and 40 kV. The PVP solution was run at flow rates of 5, 10, 15, 20, and 25 ml*h−1. The wires used in this study had a diameter of 0.21, 0.27, and 0.41 mm. Meanwhile the collection distance was varied at 10, 15, and 20 cm. When the optimization was being carried out, process parameters (other than the varied parameter) were kept at fixed condition.
2.3. Characterization of the PVP solution
The viscosity, conductivity, and surface tension of PVP solutions were measured by using an Ostwald viscometer (Fisher Scientific, 50 A643, USA), a conductometer (Mettler Toledo, Seveneasy Conductivity, Switzerland), and a du Noüy ring tensiometer (Fisher Scientific, Surface Tensiomat model 21, USA), respectively. All measurements were carried out at a temperature of 25 °C.
2.4. Characterization of the nanofiber membranes
Fibers diameter and morphology were observed by using a Scanning Electron Microscope (SEM JEOL–JSM–6510LA, Japan). The distribution of fibers size was obtained by randomly measuring diameter of 100 fibers from each membrane.
3. Results and discussion
3.1. Effect of concentration of polymer
Figure 2 shows the effect of PVP concentrations on the viscosity, conductivity, and surface tension of PVP solutions. An increase in concentration of PVP solutions causes the viscosity, conductivity, and surface tension of PVP solutions to rise. The viscosity of PVP solutions at concentrations of 2, 4, 6, 8, and 10 wt% were 4.3, 11.9, 24.5, 54.5, and 131.5 cP, respectively. Meanwhile, the conductivity and surface tension of that varied PVP solutions were 8.2, 8.9, 9.1, 9.3, 10.0 μS and 25.8, 26.3, 26.7, 27.1, 27.5 dyne*cm−1, respectively.

Figure 2. The viscosity, conductivity, and surface tension of PVP solution with various PVP concentrations.
Download figure:
Standard image High-resolution imageFigure 3 shows SEM images and distribution of PVP fibers diameter with different PVP concentrations. The synthesis process was run at fixed parameters, with an applied voltage of 40 kV, a solution flow rate of 20 ml*h−1, a wire diameter of 0.41 mm, a collection distance of 15 cm, and relative humidity of 50%–55%.

Figure 3. SEM images and distribution of PVP fibers diameter with various PVP concentrations: (a) 2 wt%, (b) 4 wt%, (c) 6 wt%, (d) 8 wt%, (e) 10 wt%, and (f) the number of jets and PVP fibers diameter with various PVP concentrations.
Download figure:
Standard image High-resolution imageIt can be seen from figure 3 that the rise of PVP concentration in the PVP solution caused morphology and diameter of PVP fibers to change. As the concentration increased, a morphological change from beaded fiber to beadless/fine fiber occured. At a concentration of 2 wt%, the PVP solution yielded beaded fibers with an average diameter of (0.177 ± 0.040) μm. As the PVP concentration rose to 4 wt%, the number of beads was decreased but there was an increase in fibers diameter, which was (0.301 ± 0.043) μm. At the PVP concentration of 6 wt%, the average fibers diameter rose to (0.481 ± 0.072) μm and the number of beads decreased significantly where there was almost no beads present. A further increase in PVP concentrations of 8 wt% and 10 wt% caused the beads to disappear completely, only left fine fibers with an average fiber diameter of (0.654 ± 0.102) μm and (0.785 ± 0.170) μm, respectively.
Changes in morphology from beaded fiber to beadless/fine fiber as a result of changes in polymer concentration are pretty common in the electrospinning process, with or without a needle [17, 27, 28]. Solutions with low concentration usually have low viscosity due to low polymer chains entanglement [14, 28]. When a high voltage is applied, the PVP solution will be drawn to the collector. The conductivity and surface tension force will be more dominant causing beads or beaded fiber to form [14, 28]. Conversely, an increase in concentration causes an increase in viscosity of PVP solution due to more polymer chains entanglement. As the PVP solution is being drawn to the collector, viscoelastic force overcomes surface tension force of the solution, hence fiber without bead can be produced.
The number of jets generated from PVP solution with concentrations of 2, 4, 6, 8, and 10 wt% were (7.67 ± 0.60), (8.01 ± 0.71), (9.67 ± 0.69), (11.33 ± 0.51), and (12.61 ± 0.48) jet*cm−1 s−1, respectively. The result indicates that by increasing polymer concentration, the number of jets can be increased [29] because there will be more polymer molecules in the PVP solution that bind together, so the collector can attract more polymer molecules. PVP solutions with higher viscosity will have greater conductivity which also causes the solution to be easily attracted to the collector [30, 31].
3.2. Effect of process parameters
The correlation between voltage variation and average fibers diameter is shown in figure 4. Other process parameters, excluding applied voltage, were kept at a constant condition. PVP solution with a concentration of 10 wt% was spun at a flow rate of 20 ml*h−1 by using a wire spinneret with a diameter of 0.41 mm and a collection distance of 15 cm, under relative humidity of 50%–55%. The graph shows that the higher the applied voltage, the greater the number of jets. The number of jets yielded by the wire as the applied voltage was varied by 15, 20, 25, 30, 35, and 40 kV were (0.89 ± 0.35), (4.55 ± 0.55), (7.72 ± 0.86), (10.95 ± 0.43), (11.46 ± 0.51), and (12.06 ± 0.48) jet*cm−1 s−1, respectively. Similar results, which were examined using different needleless electrospinning systems, were also reported on other studies [29, 32].

Figure 4. The number of jets and PVP fibers diameter yielded under different applied voltages.
Download figure:
Standard image High-resolution imageThe applied voltage affects the number of jets because it determines the strength of electric field that will influence the initiation process of jets [33]. It was explained by Forward et al (2012) in their study that droplets of PVP solution formed on the wire initially had a symmetrical 'barrel' shape before electric field was applied, as can be seen in figure 5(a). As the electric field begun to evolve while the collector was grounded, the droplet changed into an asymmetrical cone, as shown in figure 5(b). After that, the increase in high voltage caused the formation of jets where jet cone could extend to the collector, as can be seen in figure 5(c).

Figure 5. Optical images of droplets of PVP solution with a concentration of 10 wt% on a wire spinneret, at applied voltages of: (a) 0 kV; (b)–(c) 30 kV; (d) 20 kV; and (e) 30 kV.
Download figure:
Standard image High-resolution imageTheoretically, the electric field has a certain critical point that can induce the droplet surface to overcome its surface tension, so the droplet can be changed into a jet [32]. When the applied voltage is inadequate, the electric field around the wire does not reach the critical point that the surface tension of the droplet is still greater than the electric field, thus the droplet is unable to form a jet cone. It was also explained by Forward et al (2012) that as the applied voltage became higher, the distance between the center of each droplet formed on the wire would be smaller [32]. It can be said that the number of droplets formed on the wire will be greater because there are more ions on the droplet surface and stronger electric field. Hence, the obtained result, as depicted in figure 5(e), is in accordance with the explanation. The distance between the center of each droplet became smaller and the number of droplets increased as the applied voltage rose from 20 kV to 30 kV, although insignificantly.
In addition, as the applied voltage was increased, diameter of the yielded fibers decreased. The average diameter of PVP fibers when the applied voltage was varied by 15, 20, 25, 30, 35, and 40 kV were (1.68 ± 0.09), (1.48 ± 0.11), (1.41 ± 0.09), (1.41 ± 0.10), (1.33 ± 0.08), and (1.33 ± 0.06) μm, respectively. In a study examined by Jiang, et al (2014), it was found that a slight decrease in fibers diameter occured due to an increase in applied voltage, resulting an extension of jets, so the fibers formed were thinner [29]. Another study also found that for the same reason, higher applied voltage produced greater electrostatic force, causing the jets to elongate fairly so the fibers became smaller [34].
Figure 6 shows the effect of flow rate of the PVP solution and wire diameter on the number of jets and fibers diameter. PVP solution with a concentration of 10 wt% was run with flow rates of 5, 10, 15, 20, and 25 ml*h−1 by using wire spinnerets with a diameter of 0.21, 0.28, and 0.41 mm. The electrospinning process occured under a constant applied voltage of 40 kV, a collection distance of 15 cm, and relative humidity of 50%–55%.

Figure 6. The number of jets and fibers diameter produced under different flow rates of PVP solution and wire diameters.
Download figure:
Standard image High-resolution imageAs depicted in figure 6, when flow rate of the PVP solution was varied by 5, 10, 15, 20, and 25 ml*h−1, the number of jets produced were (7.86 ± 0.36), (10.51 ± 0.54), (11.59 ± 0.40), (12.61 ± 0.24), and (11.55 ± 0.45) jet*cm−1 s−1, respectively. When the flow rate rose, the number of jets initially slightly increased, but then decreased as the flow rate was too high. By increasing the flow rate, volume of the PVP solution attached on the wire will be greater. It means that there are more polymer molecules that can be lifted up to the collector. Thus, the number of jets will be higher, although not insignificantly. However, less number of jets began to form when flow rate of the PVP solution was too high. The solution on the wire could not be attracted to the collector, causing it to drip. In addition, fibers diameter became larger as flow rate of the PVP solution became faster. The yielded PVP fibers had an average diameter of (1.18 ± 0.05), (1.27 ± 0.04), (1.31 ± 0.04), (1.34 ± 0.04), and (1.36 ± 0.05) μm when the PVP solution was spun at 5, 10, 15, 20, and 25 ml*h−1, respectively.
Moreover, it was found that the wire diameter also affected the number of jets and fibers diameter. The increasing of wire diameter causes fibers diameter to increase and the number of jets to decrease. According to a study, a rise in diameter of a wire spinneret could raise volume of the PVP solution attached on the wire, but decrease the wire curvature [32]. As a result, there would be a reduction in local electric field on the surface of the wire and a greater angle for jets formation, so the jet attracted to the collector would be smaller [32]. It was also explained on other studies that this might happen because larger wire generated weaker electric field due to greater radius of the wire and also allowed the wire to accommodate more volume of the PVP solution [33, 35]. Thus, less jets were formed which yielded fibers with enlarged diameter. Whereas, there was a tendency for the polymer solution to drip from the smaller wire before being attracted by the collector so the number of jets would likely be less.
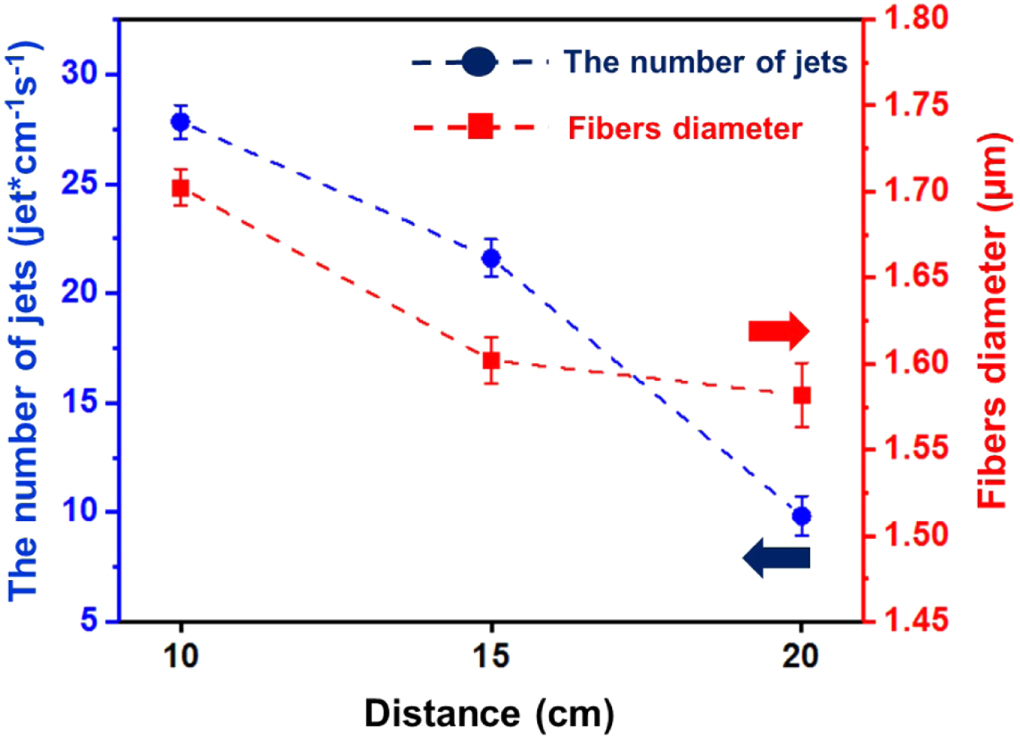
Figure 7 shows the effect of collection distance on the number of jets and fibers diameter. PVP solution with a concentration of 10 wt% was used as the precursor solution, then spun with a flow rate of 20 ml*h−1 using a wire spinneret with a diameter of 0.41 mm, under a constant applied voltage of 40 kV, and relative humidity of 50%–55%. When the collection distance was varied by 10, 15, and 20 cm, the number of jets and the average diameter of fibers produced by the wire were (27.83 ± 0.76), (21.61 ± 0.84), (9.83 ± 0.90) jet*cm−1 s−1 and (1.70 ± 0.01), (1.60 ± 0.01), (1.58 ± 0.01) μm, respectively.

Figure 7. The number of jets and PVP fibers diameter yielded under various collection distances.
Download figure:
Standard image High-resolution imageAccording to the results, there were less number of jets and smaller yielded fibers when the collection distance was increased. Collection distance is one of the factors that influence productivity and diameter of the produced fibers. The collection distance is directly related to the strength of electric field, fiber deposition time, and evaporation of the PVP solution [26]. When collection distance becomes larger, the electric field around the wire will be weaker so the number of jets will decrease [26]. On the contrary, fibers diameter becomes larger when the distance is getting smaller. It could happen because fibers with shorter deposition time are not elongated and evaporated properly, so the fibers tend to be larger in diameter and in some cases the fibers would be wet [29, 36].
3.3. Productivity
Previously, the formation of jets was observed at the initial process of spinning, before the formation of fibers. The number of jets was calculated with an assumption that the more the number of jets formed, the more fibers would be produced on the collector, hence the productivity of fibers was assumed to increase. We have optimized various solution and process parameters to get optimum results (the number of jets and fibers diameter). The optimization process affected volume of the PVP solution attached on the wire, process of droplets turning into jet cones, and process of jets extension to the collector.
The mass of fibers formed on the collector was examined. Here, the productivity of fibers was defined as the total mass of produced fibers per unit of time over a substrat area. To examine the productivity of fibers, the synthesis process was done by employing optimized solution and process parameters. PVP solution with a concentration of 10 wt% was run with a flow rate of 20 ml*h−1 using a wire spinneret with a diameter of 0.41 mm and a collection distance of 15 cm, under a constant applied voltage of 40 kV and relative humidity of 50%–55%. Then, the obtained results were compared to the mass of fibers produced by a conventional electrospinning system. To synthesis fibers by using the conventional electrospinning system, PVP solution at 10 wt% was used as the precursor solution. It was spun with a flow rate of 0.5 ml*h−1, a collection distance of 10 cm, under a constant applied voltage of 13.5 kV and relative humidity of 50%–55%.
The synthesis process, either using the needleless electrospinning or the conventional electrospinning system, was run for 30 min where the mass of produced fibers was measured every five minutes. Figure 8 shows the correlation between mass of produced fibers and time needed to produce fibers by using the needleless electrospinning and the conventional electrospinning system. It can be seen that at the same deposit time, the needleless electrospinning system produced fibers with 10 times greater mass. Compared to the conventional electrospinning system, the productivity of PVP fibers produced by the needleless electrospinning system was higher.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 8. The mass of produced fibers and time needed to produce fibers by using the needleless electrospinning and the conventional electrospinning.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusion
Needleless electrospun PVP fibers were examined in this study. The effect of process and solution parameters on the diameter, morphology, and productivity of fibers were evaluated. Solution concentration directly affected morphology of the fibers. Process parameters such as applied voltage, flow rate of the precursor solution, collection distance, and wire diameter influenced the number of jets and fibers diameter. The needleless electrospinning system that utilized a wire spinneret has proved to be more productive in producing fibers than the single needle/conventional electrospinning system.
Acknowledgments
This research was financially supported by The World Class Research (WCR) Grant in the fiscal years of 2019–2021, The University's Excellence Applied Research (PTUPT) Grant in the fiscal years of 2018–2020, and Institut Teknologi Bandung (ITB) Research Grant in the fiscal years of 2019–2020. We would like to thank C. Saputra for his contribution to develop needleless electrospinning system with wire spinneret.