
Abstract
The lubricant behaviour at elevated temperatures was investigated by conducting pin-on-disc tests between P20 tool steel and AA7075 aluminium alloy. The effects of temperature, initial lubricant volume, contact pressure and sliding speed on the lubricant behaviour (i.e. evolutions of the coefficient of friction (COF) and the breakdown phenomenon) were experimentally studied. The evolutions of COF at elevated temperatures consisted of three distinct stages with different friction mechanisms. The first stage (stage I) occurred with low friction when the boundary lubrication was present. The second stage (stage II) was the transition process in which the COF rapidly increased as the lubricant film thickness decreased to a critical value. In the final plateau stage (stage III), lubricant breakdown occurred and intimate contact at the interface led to high friction values. At the low friction stage (stage I), the value of COF increased with increasing temperature. The increase in temperature, contact pressure and sliding speed as well as the decrease in initial lubricant volume accelerated the lubricant breakdown.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 3.0 license. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Warm/hot metal forming techniques are widely used to manufacture complex-shaped components, such as chassis, pillars, connecting rods and crankshafts [1–3]. In the last 2 decades, computer-aided finite element (FE) simulations have been widely used to simulate and optimise warm/hot forming processes, reducing the cost of trial-and-error prototyping. The accuracy of FE simulations could be determined by implemented material properties and thermomechanical boundary conditions—where the coefficient of friction (COF) is one of the most important parameters [4, 5]. Lubricant is usually applied at the tool–workpiece interface to reduce the resistance of material flow and tool wear. The lubricant behaviour is influenced by both processing parameters and interface characteristics, which include temperature, contact pressure at the interface, relative sliding speed and lubricant properties, etc [6–9]. Full film lubrication is difficult to sustain at the contact interface due to the lubricant diminution effects caused by the decrease in the lubricant viscosity at elevated temperatures and uneven distribution of the contact conditions. In addition, the lubricant could be squeezed to low-pressure locations, and side leakage might occur [10, 11]. This means that applying a large amount of lubricant does not guarantee a low friction value through the entire contact interface during the forming process, resulting in the lubricant breakdown phenomenon.
Lubricant behaviour and friction evolution demonstrate significantly different characteristics between room temperature and elevated temperatures. The lubricant breakdown phenomenon involves a transition from full film lubrication to boundary lubrication at room temperature, which significantly alters the friction values [7, 12, 13]. The mechanisms of lubricant film breakdown during sliding wear with lubricant diminution effect at room temperature were investigated by Hu et al [14]. However, the lubrication regime at the contact interface is distinct at elevated temperatures. It is difficult to maintain full film lubrication while boundary lubrication exists under severe contact conditions [15, 16]. In addition, the adhesion of aluminium on tool surfaces after multiple forming cycles not only reduces product quality, but it shortens tool life, especially at elevated temperatures [17, 18]. This phenomenon highly influences the tribological behaviours.
Considerable effort has been made to investigate the effects of various process conditions on the COF at room temperature and the temperature effect on the tribological behaviour of aluminium and other materials under dry conditions [19, 20]. However, few investigations have been conducted on the lubricant behaviour and friction evolution during warm/hot forming processes of aluminium alloys. Furthermore, a constant COF value is usually assigned in the simulation process to represent the complex tribological conditions at the tool–workpiece interface, which is not suitable and may lead to inaccurate predictions [21–23]. It is recognised that a thorough understanding of the temperature effects on the lubricant behaviour is of great importance for warm/hot metal forming processes.
The purpose of this research is to investigate the COF and lubricant breakdown phenomenon of aluminium forming processes at elevated temperatures. For this purpose, pin-on-disc tests between P20 tool steel and AA7075 aluminium alloy were conducted to demonstrate the effects of temperature, initial lubricant volume, contact pressure and sliding speed on COF evolutions with the lubricant diminution effect at elevated temperatures.
2. Methodology
The pin-on-disc friction test was conducted to investigate the tribological behaviour during sliding wear at elevated temperatures. The disc was made from AA7075 with a thickness of 1.6 mm, a diameter of 53 mm and an average surface roughness (Ra) of 0.3 µm. The spherical pin was made from P20 tool steel with a diameter of 6 mm and an average surface roughness Ra of 0.8 µm. The radius of the wear track was 15 mm.
A novel oil-based lubricant was specifically developed for hot/warm aluminium stamping processes. In the present research, lubricant was applied to the steel pin and the amount was carefully controlled by a dedicated tool with precisely machined pockets (i.e. lubricant reservoirs) of various depths ranging from 1 mm to 3 mm. Lubricant was held in the pockets prior to the tests. The steel pin was dipped into the pocket and coated with a certain amount of lubricant. Table 1 described the properties of the applied lubricant.
Table 1. Properties of the lubricant.
| Kinematic viscosity (cSt) | Specific gravity (dimensionless) |
|---|---|
| 11.74 (at 40 °C) | 0.93 (at 15 °C) |
| 5.62 (at 100 °C) |
The pin-on-disc tests were conducted on an Anton Paar high-temperature tribometer, as shown in figure 1. Four sets of the friction tests were designed and conducted to investigate the effects of temperature, initial lubricant volume, contact pressure and sliding speed on the friction evolution and lubricant film breakdown phenomenon, as shown in table 2. Based on the performance of the applied lubricant, a range between 200 °C and 400 °C was selected as the target temperatures under which to conduct the friction tests. Before starting the friction tests, the steel pin remained at room temperature while the aluminium disc was heated to the target temperature. Three normal loads, 5 N, 6 N and 8 N, were used to investigate the effects of contact pressure on tribological behaviours. A Zeiss Axio Scope.A1 Optical Microscope (OM) was used to observe the generated wear track and analyse the dominant lubrication mechanisms of the transition from boundary lubrication conditions to dry conditions during the sliding process.

Figure 1. Schematic diagram of (a) pin-on-disc experimental setup and (b) Anton Paar THT tribometer.
Download figure:
Standard image High-resolution imageTable 2. Pin-on-disc test conditions.
| Effect | Temperature °C | Speed mm s−1 | Load N | Lubricant volume g m−2 |
|---|---|---|---|---|
| Temperature | 200 | 50 | 5 | 23.2 |
| 250 | 50 | 5 | 23.2 | |
| 300 | 50 | 5 | 23.2 | |
| 350 | 50 | 5 | 23.2 | |
| 400 | 50 | 5 | 23.2 | |
| Speed | 250 | 80 | 5 | 23.2 |
| 250 | 100 | 5 | 23.2 | |
| Load | 250 | 50 | 6 | 23.2 |
| 250 | 50 | 8 | 23.2 | |
| Lubricant volume | 250 | 50 | 5 | 9.3 |
| 250 | 50 | 5 | 55.8 |
3. Results and discussion
3.1. Friction evolution with lubricant diminution effect at elevated temperatures
The friction evolution with lubricant diminution effect at 300 °C is shown in figure 2. According to the test results, the sliding process consists of three stages with different friction mechanisms. Stage I (low friction stage), was characterised by the presence of boundary lubrication and a low COF value. During stage II (transient stage), the lubricant film thickness decreased to a critical value and the COF increased rapidly. During stage III (breakdown stage), there was a scarce quantity of lubricant entrapped at the contact interface and intimate contact at the interface was prevalent, leading to high COF values.
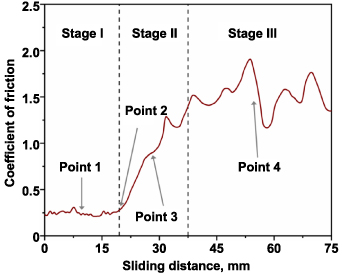
Figure 2. Evolution of the COF at the elevated temperature of 300 °C.
Download figure:
Standard image High-resolution imageIn stage I, the COF was low and stable, with an average value of approximately 0.24 (point 1). An obvious wear track, formed in the boundary lubrication condition, was observed during the low friction stage (stage I), as shown in figure 3(a). The lubrication regime is different at elevated temperatures from that at room temperature, which is in full film lubrication, and thus no wear track is observed in the low friction stage [14]. In the boundary lubrication condition, the adhesion force between contact asperities and the ploughing of hard asperities on the steel ball significantly contributed to the friction force. Wear particles were generated by the fracture and deformation of the soft aluminium asperities. As sliding proceeded, the lubricant film thickness gradually decreased as the lubricant transferred from the steel pin to the wear track on the aluminium disc.
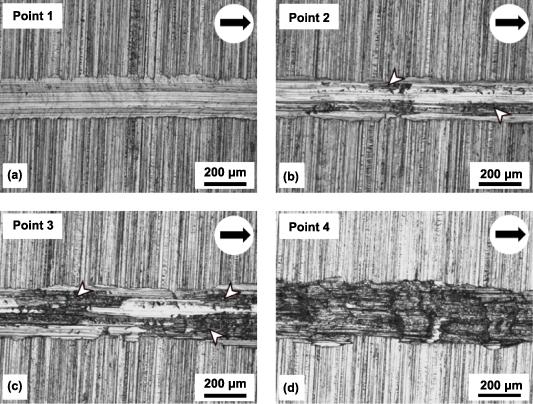
Figure 3. OM images of the wear track on the aluminium disc (a) in stage I (initial low friction stage); (b) at the transition point between stage I and II; (c) in stage II (wear debris lumps are unevenly distributed on the wear track); and (d) in stage III where severe adhesive wear occurred. Sliding direction: black arrows (top right); unlubricated area and wear debris lumps (white arrow heads).
Download figure:
Standard image High-resolution imageIn stage II, the COF began to increase rapidly from the value of 0.24 and the rate of increase gradually reduced at approximately 1.5 (point 2 and 3) as the sliding distance increased from 19 mm to 38 mm. Wear debris lumps—as shown by the dark areas on figures 3(b) and (c)—were unevenly distributed on the wear track. This surface topography may have been developed when the broken aluminium asperities generated loose wear particles that subsequently attached to the wear track on the disc. At the beginning of this stage, the lubricant film thickness decreased to the averaged height of the asperity peaks at the contact interface due to continuous lubricant transfer to the wear track. The normal load exerted by the steel pin was supported by the entrapped lubricant and the contact asperities. Thus, the relative sliding of the tool and workpiece surfaces damaged the asperities through direct contact and generated wear particles. Figures 3(b) and (c) show an increased unlubricated contact area at the interface, which could cause an increase in the COF.
In stage III, the COF plateaued with an average value of approximately 1.5 and the fluctuation was severe (point 4). As illustrated in figure 3(d), wear debris covered the entire wear track. The remaining volume of lubricant entrapped at the interface was scarce. A large amount of wear particles were generated and entrapped at the contact interface. These particles agglomerated and formed wear debris lumps on the wear track of the aluminium disc. Thus, the adhesion force of direct tool–workpiece contact significantly contributed to the overall friction. At this stage, we expected a dynamic equilibrium between newly generated and ejected aluminium wear particles at the contact interface and a high COF value. Compared to the room-temperature wear track topography at the same stage [14], adhesive wear was dominant at elevated temperatures, as shown in figure 3(d).
3.2. Temperature effect on friction evolution and lubricant breakdown behaviour
The friction evolution results at different temperatures are shown in figure 4. The COF at the low friction stage increased by 88.2% from 0.17 to 0.32, when the testing temperature increased from 200 °C to 400 °C, as shown in figure 5. The lubricant viscosity decreased with increasing temperature. Thus, the load-carrying capacity of the lubricant film declined. The adhesion force increased due to more asperity contacts taking place. In addition, the aluminium disc softened as the temperature increased, which allowed the steel ball to penetrate deeper into the aluminium disc. A wider wear track and larger contact area were observed at the contact interface. This effect also led to higher friction values.

Figure 4. Friction evolutions at elevated temperatures. Symbols, mean COFs; envelops, standard deviations.
Download figure:
Standard image High-resolution image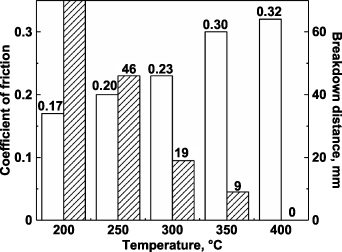
Figure 5. Temperature effect on the COF and lubricant breakdown distance.
Download figure:
Standard image High-resolution imageIt was also found that an increase in temperature led to a decrease in the lubricant breakdown distance, as shown in figure 5. At 200 °C, the longest sliding distance exceeded 70 mm before lubricant breakdown occurred. The lubricant lost efficacy when the sliding process began at 400 °C. As expected, the increase in temperature decreased the viscosity of the lubricant. According to the Stribeck curve, as expressed by  (where
(where  is the viscosity of the lubricant,
is the viscosity of the lubricant,  is the velocity and
is the velocity and  is the contact pressure), the decrease in the viscosity of the lubricant resulted in a thin lubricant film and accelerated the lubricant breakdown [7, 12]. This observation also agrees with the findings presented by Czichos [24], who pointed out that an increase in temperature would decrease load-carrying capability of the lubricant.
is the contact pressure), the decrease in the viscosity of the lubricant resulted in a thin lubricant film and accelerated the lubricant breakdown [7, 12]. This observation also agrees with the findings presented by Czichos [24], who pointed out that an increase in temperature would decrease load-carrying capability of the lubricant.
3.3. Effects of process conditions on the lubricant breakdown behaviour and friction evolution at elevated temperatures
3.3.1. Effect of initial lubricant volume at elevated temperatures.
As shown in figure 6, the lubricant breakdown distance increased with increasing initial lubricant volume. Lubricant was smeared on the wear track during the sliding process. This indicates that the entrapped initial lubricant volume affected the sliding distance during the low friction stage. Figure 7 demonstrates that the lubricant breakdown distance increased from 39 mm to 53 mm as the initial lubricant volume increased from 9.3 g m−2 to 55.8 g m−2 with a slight effect on the friction coefficient at the low friction stage. According to the Stribeck curve, the COF is stable at the boundary lubrication regime even with the lubricant diminution effect [7].
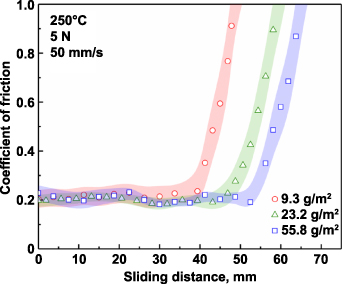
Figure 6. Effect of initial lubricant volume on the friction evolution at elevated temperatures. Symbols, mean COFs; envelops, standard deviations.
Download figure:
Standard image High-resolution image
Figure 7. Effect of initial lubricant volume on the COF and lubricant breakdown distance at elevated temperatures.
Download figure:
Standard image High-resolution image3.3.2. Effect of contact pressure at elevated temperatures.
The effect of contact pressure at 250 °C demonstrated that the COF at the low friction stage did not change while the lubricant breakdown distance decreased from 46 mm to 28 mm when the contact load increased from 5 N to 8 N, as shown in figures 8 and 9. According to the Stribeck curve, an increase in the contact pressure leads to a thinner lubricant film, which results in a decrease in load-carrying capacity and early onset of lubricant breakdown [25]. While the COF stabilised at 0.20 due to the characteristic at the boundary lubrication regime.
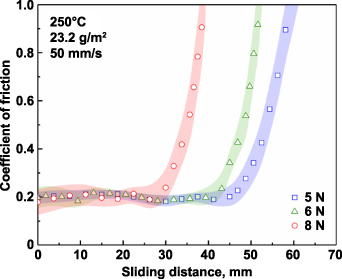
Figure 8. Effect of contact pressure on the friction evolution at elevated temperatures. Symbols, mean COFs; envelops, standard deviations.
Download figure:
Standard image High-resolution image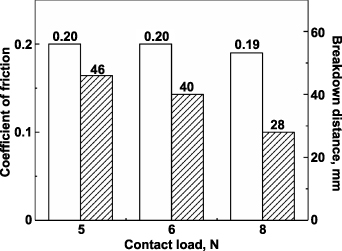
Figure 9. Effect of contact load on the COF and lubricant breakdown distance at elevated temperatures.
Download figure:
Standard image High-resolution image3.3.3. Effect of sliding speed at elevated temperatures.
Figure 10 demonstrates the results of the friction evolution at the elevated temperature of 250 °C and different sliding speeds from 50 mm s−1 to 100 mm s−1. As can be seen in figure 11, the COF at the low friction stage was stable at approximately 0.20, while the lubricant breakdown distance decreased from 46 mm to 9 mm when the sliding speed increased from 50 mm s−1 to 100 mm s−1. This phenomenon was due to the decrease in the lubricant viscosity caused by the increase in temperature during the sliding process. According to the effects of sliding speed and temperature on film failure surface investigated by Czichos [24], lubricant breakdown also accelerates when the sliding speed increases.
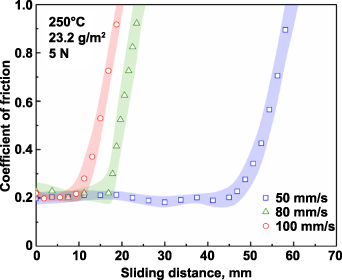
Figure 10. Effect of sliding speed on the friction evolution at elevated temperatures. Symbols, mean COFs; envelops, standard deviations.
Download figure:
Standard image High-resolution image
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 11. Effect of sliding speed on the COF and lubricant breakdown distance at elevated temperatures.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
In this study, friction tests between P20 pins and AA7075 discs at elevated temperatures were conducted under lubricated conditions. The effects of temperature, initial lubricant volume, contact pressure and sliding speed on the lubricant behaviour were experimentally studied. The following conclusions can be drawn according to the work conducted:
- (a)The pin-on-disc test results with lubricant diminution effect at elevated temperatures illustrate that friction evolution consists of three stages with different friction mechanisms. The first stage with low friction occurs when boundary lubrication exists and the lubricant film partially separates the contacting surfaces. During the second or 'transition' stage, the COF rapidly increases and the lubricant film thickness decreases to a critical value. Lubricant breakdown occurs during the final 'plateau' stage, which leads to intimate contact between the two surfaces and is characterised by high friction values.
- (b)Increasing the temperature from 200 °C to 400 °C, increased the COF values from 0.17 to 0.32 at the low friction stage.
- (c)Since the boundary lubrication regime was prevalent at the low friction stage, changes in the initial lubricant volume, contact pressure and sliding speed did not affect the COF values.
- (d)Increases in temperature, contact pressure and sliding speed and decreases in initial lubricant volume accelerated the transition from low friction stage to final breakdown stage, resulting in a shorter lubricant breakdown distance.
Acknowledgments
The research in this paper was supported by the China Scholarship Council (Grant CSC No. 201706230235): a non-profit institution that enables talented Chinese students to participate in overseas PhD programs.