
Abstract
Light alloys play a crucial role in realizing the national strategy for energy conservation and emission reduction, as well as promoting the upgrading of manufacturing industries. Mg/Al composite laminates combine the corrosion resistance and ductility of aluminium alloy with the lightweight characteristics of magnesium alloy. The addition of Ce (rare earth elements) can improve the mechanical properties of magnesium via grain refinement and improve the ductility of the hybrid composites. In the present work, an investigation on addition of Ce into the Mg/Al matrix through Accumulative Roll Bonding (ARB) has been presented. The Mg/Ce/Al hybrid composite consists of Mg-4%Zn alloy and Al 1100 alloy with 0.2% Ce particles added between the dissimilar layers. The changes occurred in the evaluation of microstructure, corrosion and mechanical properties of the Mg/Ce/Al hybrid composite as a result of deformation process and also the addition of Ce have been explicated. The ARB parameters: temperature, rolling speed, percentage reduction, and aging time, have been studied. An increase of about 2.36 times in strength and hardness of the hybrid composite, has been reported. Further, the structure–property relations in the Mg/Ce/Al hybrid composites were aslo predict and compare using machine learning models: Decision Tree and Multi-Layer Perceptron (MLP) models.

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
The advance of science and technology puts forward a variety of higher performance requirements for service materials. However, these requirements cannot be readily met at the same time for materials with single phase or constituent. Laminated metal composites, which are made up of two or more metals, have been created because of their superior electrochemical qualities, corrosion resistance, and mechanical qualities. In that aspect Magnesium (Mg) and aluminum (Al) are ideal lightweight metal materials with good strength-to-weight ratios that are widely used in applications that demand weight reduction, energy saving, environmental protection, etc [1–3]. Mg alloys possess high specific strength and effective electromagnetic shielding and are susceptible to corrosion. Al alloys are more malleable and anti-corrosive than Mg alloys. By keeping the relative independence of Mg and Al alloys one can gain combined physical and chemical qualities in a single-layer material, as a layered composite laminate [4, 5]. Laminate composites are prepared via various methods: hot-pressing, diffusion bonding, extrusion bonding, roll bonding, and powder metallurgy bonding [6–8]. However, Accumulative Roll Bonding (ARB) is widely preferred method for laminated composites because it is simple and requires minimal equipment, bonds dissimilar materials, produces ultrafine-grained structures, and also can be scaled up for industrial production [9–13]. Only a few research groups around the globe have explored ARB for preparing sandwich composites of Mg alloys and majority of those studies have evaluated microstructure and mechanical properties alone. There are hardly few studies investigating the effects of addition of rare-earth metals to the Mg/Al composites. Mg sheets become more malleable by the addition of the rare-earth elements and its utility in industrial applications also increases. Cai et al [14] reported that the texture of the Mg-1.5Zn alloy sheet could be significantly altered by the addition Gd, Ce, and Y elements. These elements move the texture direction from normal to transverse. The addition of 0.2%Gd to Mg-1.5Zn sheet has resulted in significant increase of its IE value. Wang et al [15] extruded the AZ31-Mg-0.3Y composite laminates and studied the stretch formability of the laminates and reported an enhancement of 71% in the formability and also the volume fraction of microalloying element has significant effect on hot deformation behavior of the laminate composite [15]. Hence, there is a need for eradicating the asymmetry in the deformation of the layers of laminated composites thereby bring down the difference in behavior (hot deformation) between the two dissimilar Mg alloys. This can be achieved by adjusting the faction of the rare earth metal in the laminate composite. The effects of varying Ce contents and Ce–Y composite additions on the microstructures and mechanical characteristics of Mg–8Al–1Li alloy were investigated by Zhong et al [16]. The introduction of 0.2% Ce has been proven to have a substantial impact on the properties of Mg alloys. It notably enhances ductility, reduces the yield strength, refines the grain structure, and leads to a significant increase in work hardening rate. The Mg–0.2Ce alloy exhibits a classical dimple structure as a result of slip accumulation and ductile tear Mishra et al [17]. As a result of the rare earth addition, banded Al2Ce and acicular Al2Y phases precipitated in the alloy matrix. These rare earth phases inhibited the growth of grains and then refined the grains. Using AZ31 magnesium alloy as the cathode material, Li et al [18] investigated the effects of a 1 wt% ∼ 6 wt% Ce concentration on the microstructures and electrochemical characteristics. The rare earth phases Al4Ce increased along with the Ce concentration, changing from rod-shaped to network shaped. The addition of the Ce not only refined the matrix of the magnesium alloy, but also improve the corrosion resistance.
In our previous work, the result of inclusion of Ce, rare earth metal, in the Mg-Al hybrid composite has been discussed and it is reported that such addition can enhance strength and corrosion behavior and also weaken the texture [19]. It is also reported that besides the effect of addition of Ce, there can be interesting results in considering the effect of parameters of the ARB process influence on structure and properties of the laminate composite. Therefore, the prediction of material properties is, therefore, essential to developing newer materials and also optimize the existing ones. However, the conventional way of prediction through experimental approaches can be time-consuming and also expensive and importantly it may also tedious or impractical for large-scale applications [20, 21]. There is unabated demand for effective and faster ways to predict the material properties and material modeling has been greatly explored by several research groups around the world. Material modeling can be promising way as it is user friendly, robust, economical, and versatile for various situations [22–25]. Material modeling is particularly important in composite materials, which exhibit complex behaviors due to their heterogeneous and anisotropic nature.
The current study is aimed at exploring the implementation of aspects machine learning towards predicting the mechnical properties of the hybrid composite materials. Using Decision Tree and MLP models, the tensile strength and microhardness of a Mg-Ce-Al hybrid composite laminate are predited and compared. Further, the feature-importance of the input variables is also studied in arriving at the influencing input variable for the output variables. The derived results can be intersting choice to the materials scientists towards designing of advanced compsite materials. Initially, Mg-Ce-Al hybird composite laminates are developed using ARB followed by determining the mechanical properties. Later, the study also aims to propose a machine-learning model to compare and predict the mechanical properties and further evaluate corrosion behavior.
2. Materials and methodology
2.1. Synthesis of hybrid composite
Mg-4%Zn was cast using permanent mold casting. An electrical resistance furnace was used to melt pure magnesium (99.9 weight percent) ingots as the base metal and pure zinc (99.9 weight percent) granules as the alloying element. The temperature range for the melting process was 750 to 800 °C, with an inert environment of 99% CO2 [26]. To reduce the amount of impurities in the molten alloy, mechanical agitation was used during the melting process. Steel molds were used to produce alloy ingots, which were then homogenized in a tubular furnace for 24 h at 400 °C. Using a laboratory rolling mill, Mg-4%Zn ingots were rolled into sheets of approximately 1 mm thickness at 300 °C. Chemical spectroscopy was used to determine the composition of the rolled Mg-4%Zn alloy, which contained 4.23% Zn and the remaining Mg. Initially the samples of dimensions (40 × 30 × 10) mm were cut from the Mg-4Zn binary cast ingot. The homogenized samples were then subjected to hot rolling on a laboratory roll mill setup. The samples were passed between the rolls of 65 mm diameter and at speed of 30 rpm. The samples of 10 mm thickness were rolled to 1 mm at the reduction rate of 0.25 mm per pass. The strain (εi) induced in the samples during ARB were estimated using equation (1).

where, ti and to indicate the initial and final thickness of the sample. The rolled sheets were cleaned with acetone solution prior to the wire brushing. To develop a hybrid composite Cerium, the rare earth metal, powder was used. The Ce powder of purity 99.9%, size 40 mesh, and 0.2% was mixed in the acetone solution. The prepared solution was later spread uniformly between the two alloy (Mg-4%Zn and Al-1100) sheets. The ARB process was carried out on a two high-rolling mill (Buhler, Germany) with rollers of 110 mm diameter. The hybrid composites were developed via ARB process using different input parameters (a) Rolling Temperature (Temp), (b) Rolling Speed (RS), (c) Percentage Reduction (%Redt), and Aging Time/intermediate heating time (AT). The ARB procedure employed three sets of Temp (275 °C, 300 °C and 325 °C), three sets of RS (10 rpm, 20 rpm and 30 rpm), three sets of %Redt (40%, 50% and 60%) and three sets of AT (10 min, 20 min and 30 min). ARB was carried out for 5 passes, and the effect of input parameters on microhardness and tensile strength was determined. Further, a sample that exhibited better mechanical properties was evaluated for advanced microstructural analysis and corrosion behavior which is essential for automotive applications.
2.2. Mechanical property testing
The Vickers microhardness testing of the various samples listed in table 1 was conducted on the rolling direction -transverse direction plane of the sample using Microhardness tester (Omni Tech). The microhardness of the each layers (Mg-4%Zn and Al-1100) was investigated using following parameters such as load of 10 gf was applied on the samples with a dwell time of 11 s. Few other samples were subjected to tensile testing using a Tinius Olsen Tensometer. The samples were prepared as per ASTM E8M [27] standard on the normal direction-rolling direction plane.
Table1. Input parameters for ARB process and corresponding experimental results (mechanical properties).
| Sl. no | Sample code | Input parameters | UTS (MPa) | Microhardness (Hv) | ||||
|---|---|---|---|---|---|---|---|---|
| Temp (° C) | RS (RPM) | %Redt | AT (min) | Mg-4%Zn layer | Al-1100 layer | |||
| 1. | ARBL 141 | 275 | 10 | 40 | 10 | 232 | 79.3 | 140 |
| 2. | ARBL 143 | 275 | 10 | 40 | 30 | 234 | 81.7 | 144 |
| 3. | ARBL 161 | 275 | 10 | 60 | 10 | 258 | 96.1 | 155 |
| 4. | ARBL 163 | 275 | 10 | 60 | 30 | 263 | 98.5 | 158 |
| 5. | ARBL 361 | 275 | 30 | 60 | 10 | 260 | 98.3 | 157 |
| 6. | ARBL 363 | 275 | 30 | 60 | 30 | 266 | 98.3 | 156 |
| 7. | ARBL 341 | 275 | 30 | 40 | 10 | 230 | 79.0 | 142 |
| 8. | ARBL 343 | 275 | 30 | 40 | 30 | 230 | 79.6 | 140 |
| 9. | ARBL 252 | 275 | 20 | 50 | 20 | 263 | 98.6 | 160 |
| 10. | ARBM 142 | 300 | 10 | 40 | 10 | 228 | 79.3 | 143 |
| 11. | ARBM 151 | 300 | 10 | 50 | 10 | 268 | 98.3 | 157 |
| 12. | ARBM 352 | 300 | 30 | 50 | 20 | 267 | 98.6 | 159 |
| 13. | ARBM 152 | 300 | 10 | 50 | 20 | 270 | 98.6 | 162 |
| 14. | ARBM 242 | 300 | 20 | 40 | 20 | 270 | 98.6 | 162 |
| 15. | ARBM 252 | 300 | 20 | 50 | 20 | 272 | 98.6 | 162 |
| 16. | ARBM 162 | 300 | 10 | 60 | 20 | 270 | 98.5 | 160 |
| 17. | ARBM 253 | 300 | 20 | 50 | 30 | 270 | 98.4 | 161 |
| 18. | ARBM 262 | 300 | 20 | 60 | 20 | 269 | 97.9 | 160 |
| 19. | ARBH 141 | 325 | 10 | 40 | 10 | 240 | 82.5 | 145 |
| 20. | ARBH 143 | 325 | 10 | 40 | 30 | 246 | 83.4 | 142 |
| 21. | ARBH 161 | 325 | 10 | 60 | 10 | 264 | 97.5 | 160 |
| 22. | ARBH 163 | 325 | 10 | 60 | 30 | 262 | 97.4 | 161 |
| 23. | ARBH 341 | 325 | 30 | 40 | 10 | 248 | 81.5 | 147 |
| 24. | ARBH 343 | 325 | 30 | 40 | 30 | 244 | 82.5 | 148 |
| 25. | ARBH 363 | 325 | 30 | 60 | 30 | 268 | 98.1 | 160 |
| 26. | ARBH 361 | 325 | 30 | 60 | 10 | 268 | 98.3 | 158 |
| 27. | ARBH 252 | 325 | 20 | 50 | 20 | 270 | 98.1 | 159 |
2.3. Microstructure characterization
To estimate the dimensional changes, bonding quality, and grain refinement the samples were subjected to microstructure studies. The samples for the microstructure analysis were prepared using standard metallography techniques. The fine polished samples were etched chemically using acetic-Picral solution [26] so that the grain boundaries are distinguished correctly while observing in scanning electron microscope (SEM- JEOL JSM-6380LA). The polished samples for electron backscattered diffraction (EBSD) mapping were electro polished using Struers AC2 electrolyte at 16 V for 60 s at 25 °C. The EBSD analysis of the electro polished samples was carried out on FE-SEM (JEOL JSM-7100F) attached with EBSD probe. The EBSD was performed at a step sizes of 0.25 and 0.5 mm and at 20 kV voltage. The captured data was analyzed using HKL Channel 5 software. Further ND-RD plane of the samples was also analyzed in transmission electron microscope (TEM). The samples for TEM polished manually initially. After considerable thinning, the final thinning process was carried out using a dimpling machine followed by ion beam milling. The phase changes in the samples were characterized using Xray diffraction (XRD). The Cu Ka radiation at a Bragg angle 30–95°, with a step size of 2°/min was bombarded on the samples.
2.4. Corrosion studies
The corrosion testing of the as rolled and ARB made composite samples was conducted using a electrochemical workstation (EC lab Biologic SP-150). The samples were dipped in the 0.1 M NaCl solution having 7.5 pH. The potentiodynamic polarization was performed at 25 °C and at scan rate of 1 mV s−1. The corrosion current density (Icorr) and corrosion potential (Ecorr) were analyzed using Tafel plots. After the completion of the polarization test, the samples from beaker were removed and cleaned using solution comprising of 200 g L−1 H2CrO4 and 10 g l−1 AgNO3. As a result the corrosion products from the corroded surface were washed off and the surface was ready for morphology analysis.
2.5. Immersion test
Immersion corrosion test was carried out according to ASTM G31–72. The hydrogen evolution during immersion test is proportional to the corrosion rate of the materials. Multilayered composites were cut normal to the rolling direction and were fine polished. The samples were immersed in 0.1 M NaCl solution of pH 7.5 at room temperature for 120 h. Hydrogen evolution and pH of the solutions was recorded during immersion study. The corrosion rate was calculated using the following equations [28]

where PH = Corrosion rate through hydrogen evolution (mm/y)
ρ = Metal density (g/cm3)
Δw = Weight loss rate (mg/cm2/d)
One mol (24.31 g) of Mg metal corroded for each mol (22.4 l) of hydrogen gas produced. Therefore, the hydrogen evolution rate, VH (ml/cm2/d), is related to the metallic weight loss rate is given by

where VH = Hydrogen evolution rate (ml/cm2/d)
2.6. Machine learning models
To predict the ultimate tensile strength (UTS) and microhardness of composite materials, two machine learning models, namely the decision tree and MLP network were used in the present work [29, 30]. The models were fed with four input variables, the ARB paramters that affect the mechanical properties of the composite. The four independent (y) input avriables were (a) Temp, (b) RS, (c) %Redt, and (d) AT. The dependent (x) variables were the UTS and microhardness of Mg-4%Zn alloy and Al1100. After separating the (x) and (y), the whole dataset was divided. 70% data was used as training set to train the model and 30% was used for testing datasets. It also helps prevent the model from overfitting, which is when it is too complex and performs well on the training data but poorly on the test data. Thus a robust model was developed and was validated using the testing dataset. The decision tree model shown in figure 1 was used to predict the UTS and microhardness of ARB composites. As shown in figure 1, the structure of the algorithm represents decisions and their possible consequences, including chance events and resource costs. The tree structure was constructed by recursively splitting the data into subsets based on the feature values that maximize the information gain or minimize the impurity of the data. The algorithm begins by splitting the data into two groups based on a chosen input variable and then recursively repeating this process for each subset until a stopping condition is reached, such as a maximum depth or a minimum number of samples in a leaf node.

Figure 1. Decision tree model.
Download figure:
Standard image High-resolution imageThe trained decision tree model was then used to predict the UTS and microhardness (separately for Mg-4%Zn alloy layer and Al-1100 alloy layer ) values for the test dataset and the model performance was evaluated using R-squared and correlation (R). Additionally, the feature importance of the input variables was calculated, which shows the percentage of the total feature importance attributed to each input variable. This information can be useful for identifying the most important factors that affect the dependent variables such as UTS and microhardness. The model used in this study is a multi-layer perceptron network, (figure 2) a feedforward neural network with multiple hidden layers. Hyperparameter tuning is a crucial aspect of machine learning that involves finding the best values of user-defined settings to enhance model performance. Hyperparameters such as neurons per layer, the number of hidden layers, and epochs cannot be learned from data. This study, employed the random search optimization method to determine the most suitable combination of hyperparameters, resulting in enhanced accuracy of the model.
The MLP consists of six fully connected layers, including the output layer. The input layer has four input neurons corresponding to the four independent variables: Temp, RS, %Redt, and AT. The first hidden layer has 128 neurons and uses the rectified linear unit (ReLU) activation function. The ReLU activation function is f(x) = max(0, x), which returns the input value if it is positive and 0 otherwise. The second hidden layer has 256 neurons also uses the ReLU activation function. The third hidden layer has 512 neurons and uses the sigmoid activation function, which is defined as f(x) = 1 / (1 + exp(-x)). The sigmoid function maps any input value to a value between 0 and 1. The fourth hidden layer has 512 neurons and uses the ReLU activation function. The fifth hidden layer has 128 neurons and uses the ReLU activation function. The output layer has a single neuron corresponding to the dependent variable's predicted value (UTS and microhardness). During the training process, the model was compiled with the mean squared error loss function and the optimizer. The mean squared error loss function calculates the mean squared difference between the predicted and actual values. The Adam optimizer is an adaptive learning rate optimization algorithm that updates the weights of the network during training.

Figure 2. Multi-layer perceptron network structure.
Download figure:
Standard image High-resolution image3. Results and discussion
3.1. Mechanical properties
After rolling, it was discovered that there was a cumulative strain of 2.3. The experimental results of microhardness and UTS of the various hybrid composite samples developed via ARB as given in table 1. Of the various samples developed, the ARBM 252 sample was found to be a high performer with an UTS of 272 MPa and microhardness values of 98.6 Hv and 160 Hv for Mg-4%Zn layer and Al-1100 layers of the hybrid composite, respectively. It is observed from table 1 that the ARBM 252 sample shows good performance in comparison with the other conditions of ARB.
The fractured surface of the tensile-tested ARBM 252 sample is shown in figure 3(a). As seen in figure 3(b), the Al-1100 layer in the Mg/Ce/Al hybrid composite exhibits typical ductile failure represented by dimples. Micro void formation, growth, and coalescence are the initial stages of ductile fracture. Shear ductile fracture is confirmed by the existence of shallow and small elongated micro voids that were impacted by shear stress during the ARB process. However, Mg-4%Zn layer shows bright lines (figure 3(c)) in the fracture surface, indicating cleavage fracture. Mg-4%Zn alloy layers fractured in the shear mode, without dimples that would indicate trans-granular brittle fracture [31].

Figure 3. Shows SEM images of the broken surface of the (a) hybrid ARBM 252 composite (b) Al-1100 alloy layer and (c) Mg-4%Zn alloy layer.
Download figure:
Standard image High-resolution imageThe better performance is attributed to the optimized input parameters and grain refinement during ARB process. Previous study had reported that the increase in no. of ARB passes results in the increase of the microhardness and tensile strength of the sample. During the initial passes of the ARB, the strain hardening rate is rapid resulting in large amount of dislocation density and thus the microhardness in the hybrid composites rapidly increases during the first runs of ARB. The further increase the successive passes, mechanical properties is going improve but not in the same phase is due to the synergetic effects of strain hardening and grain refinement. In addition to strain hardening and grain refinement, the Ce particles in the hybrid composite contribute to the enhancement of mechanical properties. The dislocations generated during plastic deformation are formed around Ce particles in the matrix [32]. It should be highlighted that the larger percentage of Zn (4%) in the Mg/Ce/Al hybrid composite, as compared to the hybrid composite with a lower percentage of Zn (2%) is attributable to greater strength since it serves as a grain refiner [22, 33]. Mechanical properties enhancement is attributed to grain refinement, Ce particle, dislocations due to plastic deformation, and the optimized parameters of ARB process. Further ANN model was developed for ARB process, in that 30% data is used to train the model and 30% is for compare and 40 is for the predicting the results. Thus, the ANN analysis exhibits the role of four input parameters (Temp, RS, %Redt, and AT) on mechanical properties of Mg/Ce/Al hybrid composite. Amongst the four parameters, %Redt plays vital role in predicting the dependent variable using MLP model. The effect %Redt on UTS and microhardness was found to be 30.9%, 28.8% (Mg-4%Zn layer), and 30.6% Al-1100 layer respectively as shown in figure 4.

Figure 4. Model performance analysis for (a) UTS and (b) Microhardness.
Download figure:
Standard image High-resolution image3.2. ANN model performance analysis
The ANN model performance analysis (figure 4) shows that the multi-layer perceptron (MLP) model predicted the ultimate tensile strength (UTS) and microhardness of the Mg-Ce-Al hybrid composite more accurately than the decision tree model. The MLP model produced R2 values of 0.81 for UTS, 0.97 for microhardness in the Mg-4%Zn alloy layer, and 0.80 for the Al-1100 alloy layer. Neural networks can accurately predict complex material behaviors due to their ability to model non-linear relationships and interactions between input variables [22, 33]. The feature importance analysis revealed that the percentage reduction (% Redt) was the most relevant element impacting mechanical characteristics. Previous research has shown that the degree of reduction during rolling processes has a substantial impact on the mechanical characteristics of laminated composites [23, 29]. The findings highlight the MLP model's resilience in capturing the impact of ARB process factors on the mechanical properties of hybrid composites.
These models are useful for optimizing manufacturing processes and creating new composite materials, as demonstrated by analogous applications in material science [25]. In addition, adopted the leave-one-out cross-validation approach for model accuracy testing, which confirmed the model's performance and reliability. This strategy ensures that the model's predictions are not unduly dependent on any particular data point, allowing for a thorough evaluation of its accuracy. The R2 metric is a reliable measure of model accuracy in regression problems, indicating the proportion of variance in the dependent variable that can be predicted from the independent variables. A higher R2 value indicates the model's ability to capture underlying patterns in the data [1].
3.3. Microstructure analysis
3.3.1. SEM analysis
Figure 5 displays SEM micrographs of the ARBM 252 sample (RD-TD plane). Figure 5(a) shows that the multilayers interfaces exhibited no cracks or delamination, thus indicating the solid bonding between the Mg-4%Zn alloy and the Al-1100 alloy sheet. With the increase in no. of ARB passes the thickness of both Mg-4%Zn layer and the Al-1100 layer decreased gradually. The average layer was found to be 30 to 40 μm (figures 5(c) & (d)). The severe plastic deformation with increased no of ARB passes, has resulted in the formation of ultrafine grains. This is because of the severe plastic deformation forms high-angle grain boundaries. Further significant shear strain are developed between the strip and roller due the severe plastic deformation, which eventually results in grain subdivision and thus the finer grains. An EDS anlalysis was carried out on the Al-1100 layer that revealed the (figure 5(b)).

Figure 5. SEM images of ARBM252 hybrid composite (b) Enlarged image (c) Mg-4%Zn alloy layer (d) Al-1100 alloy layer (e) Corresponding EDS.
Download figure:
Standard image High-resolution image3.3.2. EBSD analysis
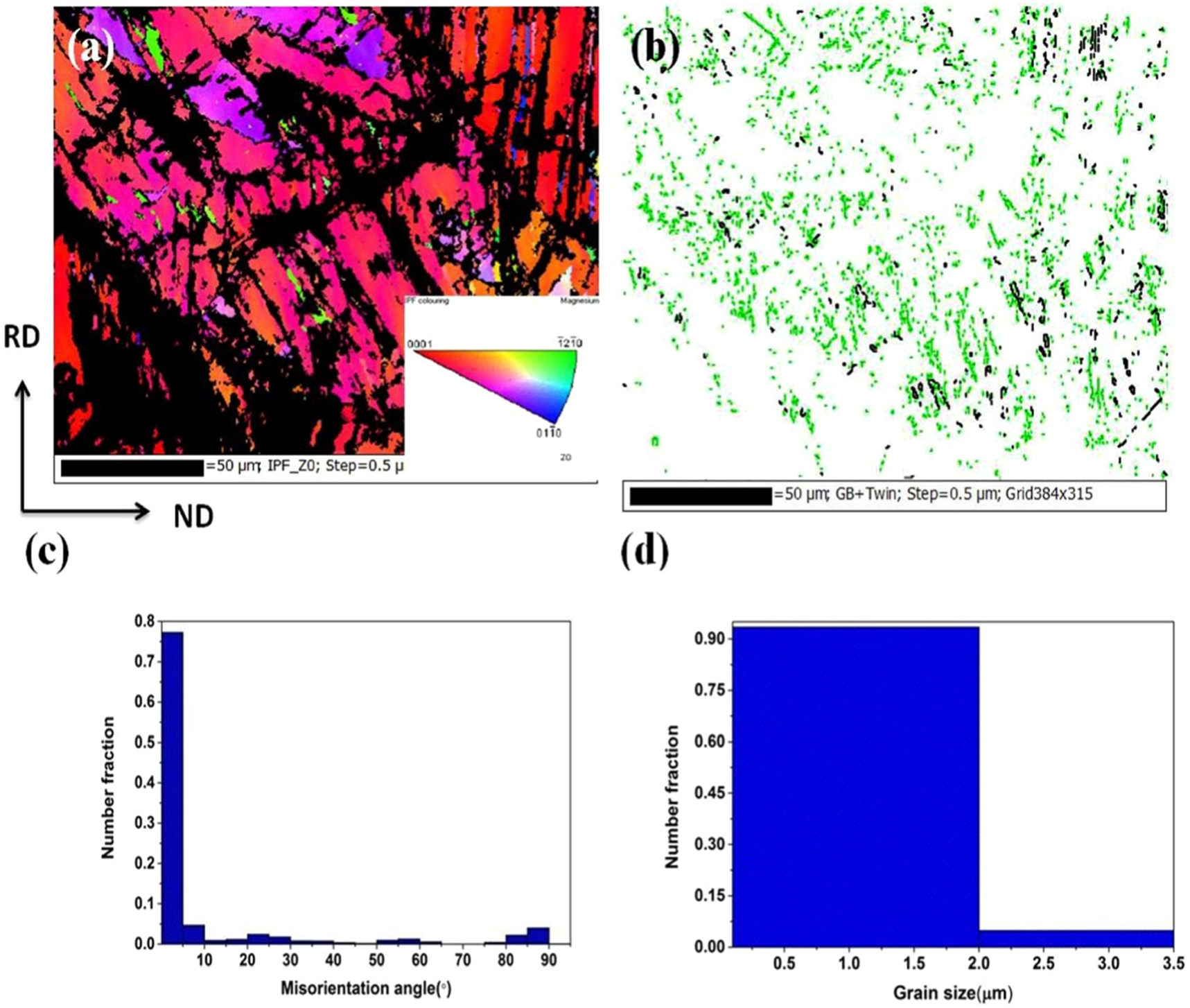
The EBSD analysis of the ARB-processed ARBM 252 hybrid composite is shown in figure 6. The figure 6(a) shows the IPF map of the Al-1100 layer which reveled different orientation of the grains. The twins superimposed grain boundary maps are shown in figure 6(b) and the estimated % twins are 1.3. Further, the misorientation angle distribution is shown in figure 6(c), which revealed majority of the grains are oriented in HAGBs, As seen from figure 6(d), the estimated average grain size in the Al-1100 alloy layer of the hybrid composite is 1.3 μm.

Figure 6. Characterization of the Al-1100 alloy layer in the ARBM252 hybrid composite (a) IPF map (b) Misorientation angle distribution profile (c) IPF map, grain boundary map with twins (d) Grain size distribution.
Download figure:
Standard image High-resolution imageSimilarly, the Mg-4%Zn alloy layer was also characterized. The IPF pattern in shown in figure 7(a). The evenly oriented Mg-4%Zn grains rolled along 0001> direction are observed in the IPF maps. The grain boundary map shown in figure 7(b) depicts no formation of twins. The EBSD map shown in figure 7(c) indicates that the Mg-4%Zn alloy layer in the composite consists of fine grains. With the increase in no. of ARB passes, the LAGBs reduces. During recrystallization, there occurs enhanced rate of formation of fresh grains that increases with higher strains [34]. During the ARB process, the deformation-induced boundaries converts the initially existed grains to small sized crystals and the most of them become HAGBs at very high strain. Hence in the case of hybrid composites, both LAGBs and HAGBs are observed (figure 7(c). The estimated average grain size was 1 μm (figure 7(d)).

Figure 7. (a), (b) shows the results of an EBSD-based investigation of the Mg-4%Zn alloy layer in the ARBM252 hybrid composite. (c) The distribution profile of misorientation angles (d) The distribution of grain sizes.
Download figure:
Standard image High-resolution image3.3.3. TEM analysis
Figure 8 shows the TEM micrographs taken in the ND-RD plane of the hybrid composite and the corresponding SAED patterns. It is observed from the figure 8(a) the deformed grains after ARB are found to be orientated along RD. The orientation is indicated by white arrows in the figure 8(a). Further, it is observed that groups of dislocations are tangled and segregated resulting in strain zones. Such zones indicate significant misorientation. The image taken at higher magnification of the chosen area is shown in figure 8(b).

Figure 8. SAED patterns and TEM micrographs of the ARBM252 hybrid composite.
Download figure:
Standard image High-resolution imageThe forms tangled dislocations and subgrains are observed. Further finer grain structure can also be seen in figure 8(b). The SAED pattern of the point of focus is shown in figure 8(c). The SAED pattern consists of ring-like patterns. Such pattern is an indication of fine grains having high-angle boundaries.
3.4. X-ray diffraction analysis
Figure 9 shows the XRD patterns of the (RD-TD plane) of the hybrid composite. The analysis of the XRD pattern revealed the presence of three intermetallic phases as a result of ARB. The three phases are Al17Mg12, AlMg4Zn11, and Al11Ce3. Thus, the addition of Ce resulted in formation of Al11Ce3. During ARB the temperature of the samples was 300 °C that possibly favoured the diffusion of the Mg-4%Zn, Ce, and Al-1100 under higher plastic deformation (>50% reduction) and mechanical bonding of the phases as well. At the initial passes of ARB, the intermetallic phases are formed at the interface of the two layers and in the successive rolling, the amount of interface has increased [35].

Figure 9. XRD patterns along the cross-section of the ARBM252 hybrid composite.
Download figure:
Standard image High-resolution image3.5. Corrosion behavior
The results of the potentiodynamic polarisation test are given in table 2. The corrosion current densities of rolled Mg-4%Zn alloy and hybrid composite is 58.99 μA cm−2 and 34.85 μA cm−2, respectively. Further, figure 10 shows that this corrosion potential varies in a noble direction. It is observed from figure 10, that the corrosion potential are depicted in the passive zones. This is a clear indication that the passivation levels in the case of ARB processed hybrid composites is higher as compared to the rolled Mg-4%Zn alloy.
Table 2. Potentiodynamic polarization test results.
| Materials | Ecorr (VSCE) | icorr (μA/cm2) | βa (mV/decade) | βc (mV/decade) | Corrosion rate (mm/y) |
|---|---|---|---|---|---|
| Mg-4%Zn alloy | −1.45 | 58.9 | 211.9 | −285.4 | 1.77 |
| ARBM252 hybrid composite. | −1.44 | 29.68 | 688.3 | −170.0 | 0.75 |

Figure 10. Potentiodynamic polarization curves of the rolled Mg-4%Zn alloy and hybrid composite.
Download figure:
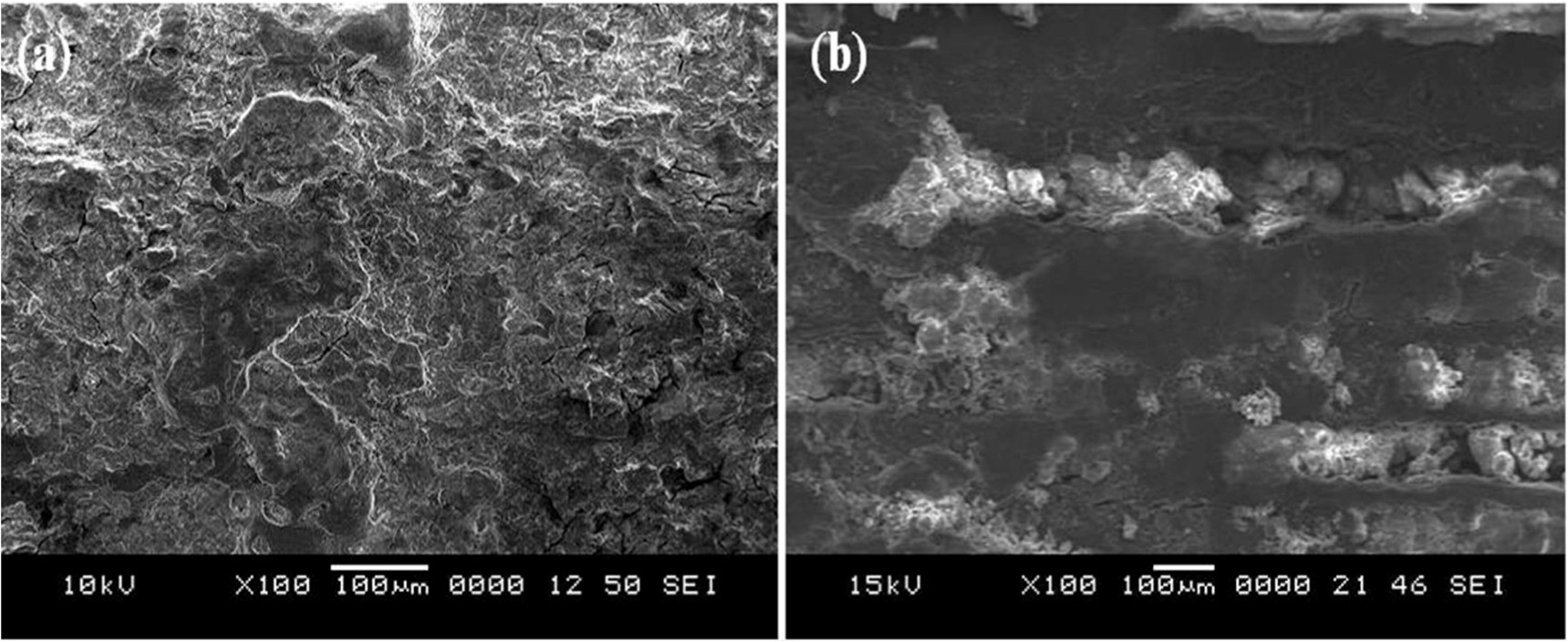
Standard image High-resolution imageThe corrosion rate in case of hybrid composite is 0.75 mm y−1 while in the case of Mg alloy, it is 1.77 mm y−1. So, an improvement of 2.36 times is observed in the corrosion rate of hybrid composite in comparison to the rolled Mg-4%Zn alloy. The improvement is attributed to the formation of the passive films that resist corrosion [36, 37]. To understand the corrosion behavior from the structure point of view, the SEM images of the samples after corrosion test were analyzed. The surface morphology of the samples is shown in figure 11. Figure 11(a) shows the morphology of rolled Mg-4%Zn alloy after corrosion test and figure 11(b) shows the hybrid composite.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 11. After an electrochemical test in a 0.1 M NaCl solution, SEM micrographs of corroded (a) rolled Mg-4%Zn alloy and (b) ARBM252 hybrid composite.
Download figure:
Standard image High-resolution image{kind=link}
A substantial dissolution is observed in the case of Mg-Zn alloy as compared to the hybrid composite. The corrosion has occurred layer-by-layer in the hybrid composite. In addition, it appears that a layer of Mg(OH)2 covers the Mg-Zn layer and is observed as bright region in the figure 11(b) [38]. It is observed that the Al11Ce3 phase is formed in the hybrid composite during ARB as confirmed from XRD. Thus, the formed Al11Ce3 phase has enhanced the stability of passive films that have contributed to the enhanced resistance to corrosion in the case of hybrid composite [39, 40]. Further, a fine grain structure (1 μm) is observed in the hybrid composite. As a result the amount of grain boundary region has increased which prevents corrosion. Further, the intermetallics formed during ARB in the hybrid composite are distributed along the grain boundaries, act as anodic barrier in enhancing the corrosion resistance [41].
3.6. Immersion test
Hydrogen evolution was conducted for Mg-4Zn alloy and Mg-4%Zn/Ce/Al hybrid composite in the 0.1 M Nacl for 120 h and obtained results are tabulated in the table 3. Hydrogen evolution of the Mg-4Zn alloy and Mg-4%Zn/Ce/Al hybrid composite was found to be 0.82 ml cm−2 d−1 and 0.43 ml cm−2 d−1 respectively. The corrosion rate of the hybrid composite is 2.41 times lesser than compared to monolithic Mg-4Zn alloy and same trend is observed in the potentiodynamic polarization study. Better corrosion results attributed to refined microstructure and the presence of β phases (Al12Mg17, AlMg4Zn11 and Al11Ce3) which act as anodic barrier in enhancing the corrosion resistance [42].
Table 3. Hydrogen evolution test results.
| Materials | Hydrogen evolution rate (ml/cm2/d) | Corrosion rate (mm/y) |
|---|---|---|
| Mg-4%Zn alloy | 0.82 | 1.86 |
| ARBM252 hybrid composite | 0.43 | 0.77 |
4. Conclusions
In this work, the rare earth Ce was introduced into the Mg-4Zn/Al1100 composite and evolution mechanism of the microstructures, mechanical properties and corrosion behavior were studied in detail. This study utilized Decision Tree and MLP models of machine learning to explain the effect of process parameters on mechanical properties of the hybrid composite.
- 1.The decision tree and MLP models successfully predicted Mg/Ce/Zn hybrid composite materials properties and the tree model provided good R2 values and correlations for UTS and microhardness.
- 2.EBSD analysis depicts refined grains with a fraction of HAGBs, and the corresponding TEM study revealed dislocation tangles and sub-grains are present in the ARBM 252 hybrid composites.
- 3.Microhardness and strength of the hybrid composites increases is mainly due to combined effect of strain hardening, grain refinement and cerium particle reinforcement. Microhardness and UTS of the ARBM252 hybrid composite to 98.6 Hv and 160 Hv for the Mg-4%Zn layer and Al-1100 layers, respectively, and 272 MPa.
- 4.The corrosion rate of the ARBM 252 hybrid composite (0.75 mm y−1) improved about 2.36 times as compared to rolled Mg-4%Zn alloy (1.77 mm y−1) revealed in potentiodynamic polarization test is mainly due to ultrafine grained structure and refined and uniformly distributed intermetallics (Al12Mg17, AlMg4Zn11 and Al11Ce4) throughout the structure which acts as an anodic barrier to inhibit the overall corrosion.
Acknowledgments
The authors gratefully acknowledge Exclusive Magnesium Private Limited, Hyderabad, India, for their help with the processing of Mg-Zn alloy and gratefully appreciate Dr Shashank Shekhar, Materials Science and Engineering, Indian Institute of Technology, Kanpur, for his support and interaction in extending electron backscattered diffraction (EBSD) facility. The authors are thankful for the support of the Department of Materials Engineering, Indian Institute of Science Bangalore, India.
Data availability statement
The data cannot be made publicly available upon publication because no suitable repository exists for hosting data in this field of study. The data that support the findings of this study are available upon reasonable request from the authors.