
Abstract
The current study aims in enhancing the impact properties of polypropylene/basalt fiber composite reinforced with different wt% of ethylene propylene diene monomer (EPDM) elastomer to identify the optimum wt% of EPDM at which a balance in strength and toughness can be obtained. According to a dynamic mechanical study, the composite's viscoelastic behaviour and damping properties improved as the EPDM weight percentage increased in comparison to virgin polypropylene. Scanning and transmission electron microscopy were utilized to see the composite's fragmented surface. Finally, it was concluded that the presence of a renewable basalt fiber helped in obtaining stability between the strength and toughness of polypropylene-toughened composites. Finally for up to 20 wt% EPDM there was a balance in the composite stiffness and strength.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Global warming has forced researchers to reinforce polymers with renewable resources leading to eco-friendly and reusable polymer composites [1, 2]. Compared with renewable resources nonrenewable resources exhibit limitations such as difficulty in processing, degradability and recycling properties, and high energy consumption [3]. It has been estimated that by 2023 the demand for thermoplastic composites may reach up to 16.3 USD due to the increasing demand for replacing metals with sustainable and lightweight materials. In the automotive industry, polypropylene (PP) is broadly accepted due to its ease of processing, low density, good mechanical properties, and recyclability [4, 5]. The major setback is its impact strength, which is one of the most important parameters for automobile applications. Polypropylene is reinforced with elastomer to boost the impact strength [6]. Among the available elastomers, EPDM is an effective impact modifier. The other characteristics of EPDM are good weather resistance, easy processability, low cost and improved mechanical properties. By reinforcing polypropylene with EPDM the impact strength improved, but the other mechanical properties decreased when compared to pure PP.
This requires the inclusion of a rigid filler into rubber-toughened polypropylene to achieve stability in toughness and strength of the end products [7, 8]. Fillers are added to polymers to enhance the existing properties, minimize costs, and enable recyclability. Fibers like carbon, glass fiber, clay, mica, talc, etc are used as reinforcement in thermoplastics [9]. Basalt fiber (BF) is a natural mineral filler obtained from volcanic eruptions that can be used as reinforcement in polymers because of its high strength, stiffness, corrosion resistance, UV, thermal and lesser dielectric constant and loss, and sound insulating properties [10–13]. BF are nontoxic and eco-friendly [14]. Research has been conducted on toughened polypropylene reinforced with fibers like wollastonite [15], glass fiber [16], aramid [17], attapulgite[18], latania [19], flax [17], talc [20], kenaf [21] and basalt fiber [22] to obtain balanced mechanical properties. The impact of various weight percentages of EPDM on the mechanical behaviour of PP reinforced with wood was studied by Park [23] and Dingova [24] et al The tensile properties were seen to decrease with an increase in EPDM wt% than pure PP. Certain automobile components like bumpers, mirror housing, air dams, etc., storage containers and luggage carriers require good impact strength.
Basalt fibers were also reinforced with some of the other polymers like nylon 6 [10], Nylon 6/High density polyethylene [7], Poly lactic acid [2, 14], cellulose acetate [1] and epoxy [25]. Qian et al [26] studied the mechanical properties of basalt fiber reinforced ethyl cellulose and poly(dimethyl siloxane) Composites as workable in civil construction applications. The mechanical characteristics of the composite were observed to improve. Hence it can be stated that basalt fiber is a promising material for enhancing the mechanical properties of polymers.
Therefore, the present study emphasizes on obtaining a balance between the strength and toughness of PP by reinforcing it with renewable mineral fiber basalt and EPDM. The current research investigates the thermal and mechanical behaviour of the prepared hybrid composite. The present research is an important contribution to obtaining balance in the strength and stiffness of polypropylene toughened composites.
In this work, melt mixing was utilized to produce PP hybrid composites. The composites were formed by blending polypropylene with 40 wt% of BF and 5, 15, 20 and 30 wt% of EPDM. According to Poornima et al [27], reinforcing PP with BF leads to a rise in the mechanical characteristics of composites for up to 40 wt% of BF. Maleic anhydride (MA) was added to the PP/BF composites at 3 weight percent as a compatibilizer to strengthen the binding between the matrix and the fiber. Hence BF was fixed at 40 wt% and MA at 3 wt% for the study. Polypropylene composite reinforced with 40 wt% basalt fiber and 3 wt% MA was blended with different weight percentages of EPDM and the thermal and mechanical characteristics of the prepared PP-MA-BF-EPDM hybrid composites were evaluated to identify the optimum wt% of EPDM at which a balance in strength and toughness can be obtained.
2. Materials and methodology
2.1. Materials
Polypropylene (H110MA) with a melt flow index of 11 g 10 min−1 was used as a base material. EPDM (Density = 0.857 g cm−3, ENB = 5%, E/P = 70/25%,) at 5, 15, 20, and 30 wt% was used. PP and EPDM were purchased from SB Enterprises, Mysuru, India. Silane-treated short-length Basalt fiber (BF) with 3.65 g cm−3 density,6 mm length and 13 μm diameter purchased from Nickunj, Mumbai was used as reinforcement material. Maleic anhydride (MA) compatibilizer at 3 wt% supplied by Molychem, Mumbai was utilized to promote intermolecular interaction between the filler and matrix.
2.2. Composite preparation
All the components were pre-heated at 80 °C for 6 h before the composite preparation. Polypropylene was mixed with 3 wt% MA and 40 wt% BF via a twin-screw extruder. The obtained pellets were then melt mixed with various wt% of EPDM (5, 15, 20, and 30) in a twin-screw extruder. The extruded pellets were cooled, granulated and dried out in an oven to remove moisture. The dried pellets were subjected to an injection molding machine to prepare specimens as per ASTM standards required for tensile, flexural and impact tests. The compositional details of PP-MA-BF-EPDM composites are represented in table 1.
Table 1. Compositions of PP-MA-BF-EPDM composites.
| Materials | E1 (wt%) | E2 (wt%) | E3 (wt%) | E4 (wt%) |
|---|---|---|---|---|
| PP-MA-BF | 95 | 85 | 80 | 70 |
| EPDM | 5 | 15 | 20 | 30 |
2.3. Mechanical characteristics
The tensile properties of the composite having a dimension of 200 × 20 × 3 mm3 were evaluated as per ASTM638 on a tensile testing instrument with 12 mm gauge length, 5 mm min−1 crosshead speed, and using a 50 kg load cell. For impact testing samples having measurements of 65 × 12.7 × 3 mm3 and an angle of 45 degrees, a notch depth of 2.5 mm, were evaluated as per ASTMD256 on a pendulum impact testing machine with a strike energy of 7.5 kJ. The flexural strength of the specimens with dimensions of 127 × 12.7 × 3 mm3 was evaluated as per ASTMD790 on a flexural testing machine with 1 mm min−1 crosshead speed.
2.4. Differential scanning calorimetry (DSC)
The temperatures at which the PP and composite crystallized and melted were determined using DSC analysis. DSC (Perkin-Elmer, model Pyris 1) was utilized in an inert condition. About 6–8 mg of the samples were heated in a pan of alumina at a rate of 10 °C min−1 from 25 °C – 200 °C.
2.5. Dynamic mechanical analysis (DMA)
The DMA of the composite was investigated using a DMA Q800 T.A machine. 3-point bending tests were performed on the samples at a rate of 5 °C min−1 from 25 °C – 200 °C. The strain level and frequency were chosen as 0.1% and 1 Hz, respectively.
2.6. Scanning electron microscopy (SEM)
The fractured texture of the composite was analyzed with SEM (TESCAN VEGA3 LMU). The specimens were gold coated to avoid electrostatic discharge. The images were captured at 30 kV accelerating voltage in a high vacuum medium.
2.7. Transmission electron microscopy (TEM)
The TEM image of the composites was obtained using a TEM machine (JEM 2100) with a 200 kV. Powder samples of PP-MA-BF-EPDM composites were examined using TEM.
2.8. XRD analysis
A PAN Analytical XRD was utilized to analyze the crystalline structure of the composite at a current of 30 mA, voltage of 40 kV and wavelength of 0.154 nm. The XRD patterns were scanned at a rate of 0.5° min−1 with 0.001° increments from 10° to 80°.
3. Results and discussion
3.1. Mechanical characteristics
The stress-strain graph for PP-MA-BF-EPDM composite and PP reinforced with various weight percent of EPDM is indicated in figure 1. The composite's tensile properties were calculated using the stress-strain graph.

Figure 1. Stress-strain curve under tensile loading for PP-MA-BF-EPDM composite and PP.
Download figure:
Standard image High-resolution image3.2. Tensile strength
Figures 2 and 3 show the tensile characteristics of PP-MA-BF-EPDM composites and PP. The tensile strength of the material diminishes as the EPDM filler content rises. Similar observations have been made by other researchers in the case of aramid fibers [28], and wollastonite [15] reinforced with rubber-toughened polypropylene composites. The tensile strength decreased from 33 MPa for 5 wt% EPDM to 15 MPa for 30 wt% EPDM i.e., there was an overall reduction in tensile strength by 54%. This decline in tensile strength is due to the low tensile strength of EPDM and the reduction in the crystallinity (refer to 3.3) of the composite.

Figure 2. Tensile strengths for PP-MA-BF-EPDM composite and PP.
Download figure:
Standard image High-resolution image
Figure 3. Tensile modulus for PP-MA-BF-EPDM composite and PP.
Download figure:
Standard image High-resolution imageBy the addition of 5 wt% EPDM, the tensile modulus increased; however, as EPDM content increased further, the modulus dropped in comparison to 5 wt% EPDM. But the modulus for other wt% was greater than PP. The tensile property decreases as filler loading increases because the matrix around the fillers is unable to efficiently transfer load and balance the stress of the fillers, resulting in filler failure and a reduction in the tensile property [29]. As per Oksuz et al [30], the elastomeric structure, which facilitates the mobility of the polypropylene chain, is responsible for the loss of tensile characteristics. These results agree well with other researchers [30–32]. The tensile modulus increased drastically with an increase in EPDM wt% compared to PP/EPDM reinforced with fibers like jute [33], latania [19] and kenaf [21]. The drop in tensile properties can be correlated with the reduction in the crystallinity of the composite. Table 2 shows the tensile properties obtained by other researchers.
Table 2. Tensile properties obtained from other researchers.
| Sl. no. | Author | Composition | Tensile strength (MPa) | Tensile modulus (MPa) |
|---|---|---|---|---|
| 1 | Sang et al [16] | PP + 15 wt% EPDM | 32 | 738 |
| 2 | Anuar et al [15] | PP + 30 wt% EPDM | 15 | 475 |
| 3 | Nasihatgozar et al [13] | PP + 17 wt% EPDM | 14 | 920 |
| 4 | Nasihatgozar et al | PP + 17 wt% EPDM + 30 wt% latania fibers | 15–35 | 1640–2325 |
3.3. Flexural strength
Figures 4 and 5 illustrate the effect of filler loading on the flexural characteristics of a PP-MA-BF-EPDM composite. The figure 4 shows that the flexural strength increased for 5 wt% EPDM, but as the filler wt% increased the flexural strength decreased. The flexural strength decreased from 47 MPa for 5 wt% EPDM to 17 MPa for 30 wt% EPDM i.e., there was a reduction in flexural strength by 64%. The flexural modulus for all wt% of EPDM was greater than PP. The initial increase in flexural properties for 5 wt% EPDM might be due to the bonding of polymer chains with reinforcement, resulting in good adhesion with less filler content. The decrease in flexural properties of the composite with a further enhancement in filler wt% is related to the low modulus of EPDM and decreased stiffness and rigidity of the composite. Composites with 5 wt% EPDM shows maximum flexural strength and modulus compared with all other combinations. Researchers have observed similar trends when blending EPDM with polypropylene (figure 5) [34].
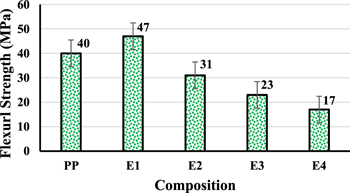
Figure 4. Flexural strengths for PP-MA-BF-EPDM composite and PP.
Download figure:
Standard image High-resolution image
Figure 5. Flexural modulus for PP-MA-BF-EPDM composite and PP.
Download figure:
Standard image High-resolution image3.4. Impact strength
Figure 6 depicts the impact strength for PP-MA-BF-EPDM composites and PP. Figure 6 shows that, in comparison to pure PP, the impact strength enhanced as the weight percentage of EPDM increased. The impact strength improved from 5 kJ m−2 for 5 wt% EPDM to 11 kJ m−2 for 30 wt% EPDM i.e., there was an enhancement of impact strength by 120%. The EPDM particles function as stress concentrators, imparting ductility and promoting matrix shear yielding, which increases the composite's impact strength [8]. The rise in the toughness of the composite may be due to the excellent bonding of PP, BF, and EPDM by the inclusion of a compatibilizer [22]. Toughening of PP may also be due to variation in the crystallite size of PP by the addition of elastomer [6]. One of the possible causes for the rise in impact strength could be fiber-like structure formation (see SEM image figure 9). This fiber-like structure can absorb the fractured energy and prevent the propagation of cracks further. The polypropylene matrix is made more ductile and more favourable to shear yielding by the discrete rubber particles that are present in the brittle PP-MA-BF-EPDM composite. This is accomplished by creating numerous stress concentrate fields from EPDM rubber particles that interact well, increasing impact strength. It's also possible that basalt fibers with a higher modulus concentrate stress at the fracture point, avoiding crazing or shear yielding. The energy dissipation throughout the fracture's progression is confined to a very limited area [23].
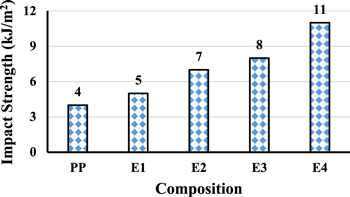
Figure 6. Impact strength for PP-MA-BF-EPDM composite and PP.
Download figure:
Standard image High-resolution imageSang et al [15] reinforced PP with 15 wt% EPDM and obtained an impact strength of 2 kJ m−2 while Anuar et al [16] reinforced PP with 30 wt% EPDM and obtained an impact strength of 5.5 kJ m−2. In contrast to the aforementioned literature, the impact strength of the PP-MA-BF-EPDM composite has improved. In comparison with the PP/EPDM [13] composite having a tensile strength of 15 MPa and an impact strength of 6 kJ m−2, the PP-MA-BF-EPDM composite had a tensile strength of 21 MPa and an impact strength of 8 kJ m−2 for 20 wt% EPDM. Hence the inclusion of basalt in the PP-MA-BF-EPDM composite helped in balancing the strength and stiffness. By comparing the result with PP/BF composites, the impact strength was found to increase for PP-MA-BF-EPDM composite with an increase in EPDM wt%.
3.5. Characterization
The XRD peaks for PP-MA-BF-EPDM composites with variation in EPDM wt% is shown in figure 7. The XRD diffraction peaks observed at 2θ 14.5°, 17.3°, 19.0°, 21.7°, 25.8° and 29.1° corresponds to (110), (040), (130), (111), (060) and (220) planes of PP-MA-BF-EPDM composites [35]. The XRD peaks show that the planes correspond to α crystalline structure of PP (JCPDS 00–050–2397). Figure 7 shows that the peak intensity reduced with an increase in EPDM content. This decrease in the intensity of the peak is related to the reduction in crystallinity of the composite as the weight percentage of EPDM increases [36].
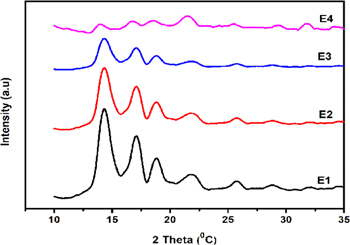
Figure 7. XRD peaks for PP-MA-BF-EPDM composite.
Download figure:
Standard image High-resolution imageThe fractured surface morphology of the PP-MA-BF-EPDM composite is shown in figure 8. Figure 8 shows that there is no phase separation of the matrix by the addition of EPDM. With the increase in EPDM wt%, wrinkles in the composites increased, indicating that the composites underwent ductile fracture. The composites had a rougher surface by increasing the EPDM content, indicating that the composite is ductile. The composites containing 30 wt% EPDM are more ductile compared to 5 wt% EPDM composite. The impact property of the composites is enhanced with the inclusion of EPDM because the deformed rubber domains form crazes in the surrounding matrix [37]. Another reason may be that EPDM serves as a toughening agent [22]. The improvement in impact strength PP-MA-BF-EPDM composite may be attributed to the development of fibrils. The fibrils formed, correspond to elongated EPDM, which absorbs the impact energy and hinders crack propagation [38].

Figure 8. SEM image for PP-MA-BF-EPDM composites.
Download figure:
Standard image High-resolution image3.6. Traveling electron microscopy (TEM)
Figure 9 shows the TEM image of the E4 composite. The PP-MA-BF-EPDM composites have a two-phase morphology, with the rubber phase distributed within the continuous phase of the PP matrix [39]. The dark areas represent EPDM, which is surrounded by basalt fibers. The basalt fibers are located at the junction between PP and EPDM. The EPDM fillers are dispersed inside the PP matrix and there is no phase-separated morphology present.

Figure 9. TEM image of PP-MA-BF-EPDM composite for 30 wt% EPDM.
Download figure:
Standard image High-resolution image3.7. Thermal characterization
From the mechanical property evaluation, the impact strength for the E4 composite was maximum. Hence the thermal characterization for pure PP and E4 composites were performed and compared.
Figure 10 shows DSC curves for the PP and E4 composites and corresponding data are tabulated in table 3. The melting enthalpy ∆Hm (J g)−1, enthalpy of crystallization temperature ∆Hc (J g)−1, crystallization temperature (Tc), melting temperature (Tm) and glass transition temperature (Tg) were obtained from DSC graphs. The degree of crystallinity (Xc) is calculated with the equation (1).

Where ∆Hc and ∆Hm are the heat of crystallization and heat of melting computed by the integration of the equivalent exothermic and endothermic peaks of the crystallization and melting method. The ∆Hf (J g)−1 is the enthalpy of fusion for 100% crystalline PP, and α is the weight fraction of basalt fiber. The ∆Hf value of PP is recorded as 209 J g−1 as per the previous literature [40].
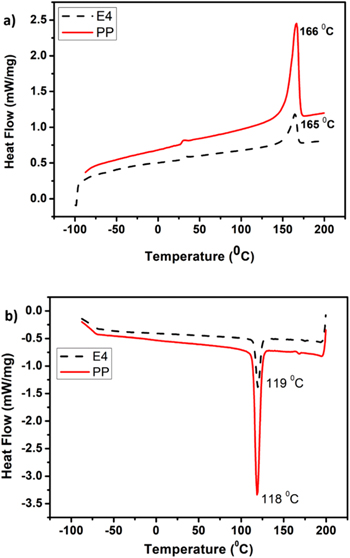
Figure 10. DSC thermograph (a) Heating cycle (b) Cooling cycle for the PP and E4 Composite.
Download figure:
Standard image High-resolution imageTable 3. DSC analysis for PP and E4 composite.
| Sl. no | Composite | Tg | Tc | ∆HC | Tm | ∆Hm | %Xc |
|---|---|---|---|---|---|---|---|
| 1 | PP | 29 | 118 | 110 | 166 | 93 | 68 |
| 2 | E4 | 30 | 119 | 32 | 165 | 27 | 28 |
The Tg for neat PP is −25 °C and EPDM is −60 °C respectively. Figure 11 shows that the Tg for the E4 composite improved in comparison to PP. The Tg is affected by the movement of chain segments in the amorphous zone. The Tg of the E4 composite improved by the introduction of EPDM due to the enhancement in mobility of the polymer chain.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 11. DMA for E4 of PP-MA-BF-EPDM Composite (a) Storage modulus (b) Loss modulus (c) Tan delta.
Download figure:
Standard image High-resolution image{kind=link}
The Tg of the composite increased due to better bonding between the polymer and the elastomer. The increase in Tg increased the rigidity of the composites because of the restrictions imposed by EPDM in cross-linking. Slight variations in the crystallization temperature (Tc) of the composite were observed because of EPDM acting as a nucleating agent in the composite [41, 42]. The heat of fusion ∆Hm is an important parameter as it is correlated to the degree of crystallinity of the composite. A decrement in ∆Hm value from 93 J g−1 for PP to 27 J g−1 for E4 composite was observed. ∆Hm decreases due to EPDM acting as diluents in the composite [43]. The melting temperature Tm decrease with the inclusion of EPDM when compared to PP. The decrease is attributed to an increase in the amorphous content of the matrix by the introduction of EPDM. Another reason may be the good bonding of the filler with the matrix [44]. The presence of one melting peak shows that only one crystalline structure is present in the composite. It is found that crystallinity is reduced with the inclusion of EPDM in the composite due to restrictions imposed by EPDM for the mobility of the polymer chain in arranging and crystallizing [45].
3.8. Storage modulus
Figure 11(a) shows the storage modulus for the PP and E4 composite. The inclusion of EPDM in the composite enhanced the storage modulus. The storage modulus of PP improved from 1189 MPa to 2161 MPa with the inclusion of the fillers. The introduction of reinforcing elements to the matrix and enhanced stress transfer at the interface may be responsible for the improvement in storage modulus. The surface energy between the fillers and the matrix decreases as the bond between the fillers and the matrix strengthens, increasing the high-temperature modulus and softening temperature of the composites [42]. The temperature rise led to a decrease in modulus due to the breakdown of the bond between the matrix and the reinforcement [46].
3.9. Loss modulus
Figure 11(b) illustrates the loss modulus of PP and E4 composite. The inclusion of EPDM improved the loss modulus in comparison to the matrix material. The rise in loss modulus is due to the composites' improved damping capabilities when compared to PP. PP has a lower modulus, indicating that it is mobile in the absence of reinforcement [44].
3.10. Tan δ
The Tan δ graph for PP and E4 composite is depicted in figure 11(c). The Tan δ value enhanced with the introduction of EPDM when compared to PP. The ratio of the viscous to elastic response of viscoelastic materials is known as Tan δ. The higher the Tan δ, the better the vibration-dampening capabilities of the material. As the value of Tan δ increases, the material's capacity to absorb energy also increases. The E4 composite is viscoelastic and has a higher capacity for dissipating energy than PP because of the higher Tan δ value [47].
4. Conclusion
In this study, the influence of EPDM elastomer on the thermal and mechanical characteristics of BF-reinforced PP composites was examined. According to the finding, it is concluded that the inclusion of basalt fiber in rubber-toughened polypropylene influenced a balance in the composite strength and stiffness. By reinforcing PP with BF and EPDM the modulus and impact strength of the composite enhanced in comparison to PP and PP/EPDM composite. The presence of a renewable filler basalt fiber in the PP-MA-BF-EPDM composite led to an increase in modulus. It was revealed from the SEM image that the fiber-like structure formed corresponds to elongated EPDM, which absorbs the impact energy and hinders crack propagation thereby increasing the composite's impact strength. The TEM picture revealed that there was no phase separation and that PP and EPDM blended easily. DMA analysis revealed that the composites were viscous and had good damping properties. It is evident from the XRD that the addition of EPDM didn't change the crystal structure of PP. In comparison to PP, the composite's impact strength rose by 120 percent which can be used in applications like bumpers, craters, mirror housing, etc.
Acknowledgments
We thank the Department of Chemistry and Applied Sciences (Nanotechnology) at the Siddaganga Institute of Technology, for their kind assistance with characterization.
Data availability statement
The data that support the findings of this study are available upon reasonable request from the authors.