
Abstract
This study presents a detailed experimental investigation on the effects incorporating non-metallic fibers in hybrid form in self-compacting concrete (SCC). In this regard SCC was prepared with Alccofine and Metakaolin as partial replacement for cement in 15% and 20% respectively along with the hybrid fibre combinations namely abaca fibres (0.25%, 0.5% & 0.75%), polypropylene fibres (0.5%, 1%, 1.5% & 2%) and glass fibres (0.5%, 1%, 1.5%, & 2%). The fresh properties of SCC with and without hybrid fibre combinations were assessed through the standard tests such as slump flow, J ring and V-funnel tests. The conventional mechanical tests such as compressive strength test, split tensile strength test and flexural strength test were performed at 7 and 28 days. The experimental results reveal that the fresh properties of SCC were highly influenced by alccofine and Metakaolin adopted in this research. Furthermore, that the hybrid combination of abaca with polypropylene and glass fibres improved the mechanical properties of SCC and in particular the mix with 1% glass fibre and 0.25% Abaca fibre had shown better flexural and tensile strength behaviour. Microstructure analyses were also done to confirm the improvement in mechanical properties. The Scanning Electron Microscope images of the mix with 1% glass fibre and 0.25% abaca fibre showed less voids presence and presence of more hydrated components conveying that the usage of hybrid fibres had restricted the propagation of cracks there by reducing the percentage of voids and the use of metakaolin and alcofine helping in forming hydrated components at earlier stage leading to better strength.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Self-Compacting Concrete (SCC) a special concrete, evolved in the 19th century and gained popularity owing to its better flow, passing, and filling potentiality, and its resistance to segregation [1, 2]. Also, as vibration is not required for compaction [3] during pouring, it is considered as a new revolutionary technology in construction. As a result, SCC could be employed in constructions especially in zones where reinforcements are congested. SCC can be made in powder [4] type or viscosity type and even in a form combining both. Following sections presents a literature review to identify the research gap and to summarize the recent works in SCC.
1.1. Role of conventional mineral admixtures in SCC
Fly ash, Silica fume, GGBS are some of the conventional mineral admixtures which could be used as a replacement for cement partially in binary, ternary, and quaternary blended mix combinations [5–12] to minimize the heat of hydration during the manufacturing of SCC.
The notable application of SCC was discussed by Ahmad et al [13] in which the authors had discussed about the usage of SCC for Burj- Khalifa tower, Dubai where the mix was made as a ternary blend using partial cement replacement by Fly ash and Silica fume. Despite the high flowing ability, better strength and excellent applications, the presence of viscosity modifying agents and high quantity of cement may increase the construction cost [14]. So, to overcome the drawbacks, alternate cementitious materials having pozzolanic properties are generally incorporated in SCC.
1.2. Application of other industrial wastes in SCC
In addition to the above discussed mineral admixtures, many other sources and new alternate cementitious materials are also available for possible usage in SCC. Rice husk ash [15], Ethylene Vinyl Acetate and steel-making slag [16], Marble powder [17], Metakaolin (MK) and Alcofine (AL) and even egg shell [18]are some of the other available mineral admixtures to name a few. Use of MK in SCC is not an innovative one and has already been tried by many researchers. Vivek et al [19] developed light weight SCC using MK, Lightweight Expanded Clay Aggregate and SAP as alternative resources and other notable works with MK in SCC are by Ioannis et al [20] and Sina and Jiping [21] where in the former, the supplementary cementitious material used was MK and it was reported that MK has the tendency for early age pozzolanic action and can contribute more in improving the rheological and mechanical properties. In the later one, Investigation of mechanical and microstructure properties on quaternary blended SCC using Metakaolin, GGBS and fly ash were presented where the authors observed superplasticizer demand in fresh properties and mentioned that 20% MK had shown better strength characteristics. Dinakar and Manu [22] mentioned the possibility of obtaining very strength also using SCC and formulated the SCC mix design using Metakaolin (MK) and cement in binary forms and they reported that a high strength grade SCC of 100 MPa can be made using MK of about 22.5%. Similarly, many works are also available with AL as cementitious material [23–26]. In present work also, the SCC has been tried with non-conventional cementitious material such as MK and AL in binary as well as in ternary blended combinations. Apart from using mineral admixtures in binary blended mixes, researchers have found that better results are possible with ternary blended and quaternary blended mixes involving two or three mineral admixtures used in a mix along with cement in considerable proportions.
1.3. Significance of steel fibres in SCC
Though SCC has advantages such as enormous strength, high flowability, its usage is limited in seismic prone zone as the tensile strength characteristics are very low [27]. But researchers reported that this drawback can be set right by using fibres in SCC and sufficient research works are available to support that the tensile properties of SCC can be enhanced by incorporating fibres [28–32]. But many of such works discussed about using steel fibre in SCC for improving the tensile properties. Kazim et al [33] investigated the effect in SCC on incorporating macro and micro steel in fibres a total volume fraction of 1% and 1.5%. The authors found that 1.2% macro and 0.3% micro steel fibres addition resulted in improved mechanical and flexural characteristics. Anas Alrawashdeh and OzgurEren [34] in their experimental work reported that the aspect ratio and the length of the steel fibre are significant and influence the properties of SCC. Gencel et al [35] observed that the steel fibres of length 30 mm increased the splitting tensile strength of SCC when used in different proportions. Experimental investigations by GamilM S Abdullah et al [36] and Zemir et al [37] also confirm that incorporation of steel fibres is better in improving the ductility, tensile strength, and performance under dynamic loading in SCC.
1.4. Non-metallic and natural fibres in SCC
Though the tensile properties improve on using such fibres, the flow properties and orientation of fibres may get affected due to steel fibres and many researchers have mentioned this effect and have tried with other non metallic fibres [38–40]. Luo et al [41] in their research, observed a decline in compressive strength due to steel fibres added at different volumes. Also, it is mentioned in earlier reports that use of steel fibres affects the workability, flow properties and the optimum fibre components should be estimated earlier so that the fresh properties will not be affected [42]. To overcome this drawback, many researchers have tried working with synthetic and non-metallic fibres. Vivek and Prabalini [43] had done experimental investigations and microstructure analysis for SCC reinforced with coconut fibres. Joanna and Sainitesh [44] whom in their investigation on the mechanical properties of SCC using steel fibres and glass fibres stated that in contrast to steel fibres in concrete, inclusion of glass fibres had a major influence on improving the compressive strength. But the effect of non-metallic fibres individually in SCC was also not notable which is evident from the reports of few researchers [45, 46] and so hybrid fibres were used in many experimental investigations where non-metallic fibres were incorporated [47–49]. Some of them include experimental investigation by Rahesh and Mini [50] involving sisal- nylon fibres which mentioned the drawbacks of using mono fibre in SCC and suggested that the demerits of natural fibres could be overcome by the proper treatment and the hybridization with artificial fibres. presented the results of SCC with hybrid fibre involving examining the mechanical and durability properties. The authors concluded that the reduction in the compressive strength and the improvement in the ductility exhibited were attributed to tensile & flexural performance by the addition of hybridized fibre content than mono-fibre. Further Pratyush Kumar and Rahul Roy [51] studied the effect of the combination of abaca and sisal fibre and presented that the inclusion of fibers in concrete had influenced the tensile and flexure properties.
The present research aims at bringing out the utilization of non-conventional mineral admixtures and non-metallic fibre usage in the preparation of SCC.
1.5. Research significance
From the above literature it is evident that that rather than preparing SCC with mono fibre, better performance can be expected when hybrid fibres are used. Also, other than conventional steel fibres and conventional mineral admixtures many non-metallic and synthetic fibres and non-conventional mineral admixtures which are rarely known are available in abundant and if utilized in proper proportions a better performance in SCC and a greater savings in the economy involved in preparing SCC can be achieved. In this experimental study, an attempt has been made to develop a SCC without metallic fibres and to utilize non-conventional mineral admixtures along with non-metallic fibres. In this regard, alccofine Alcofine was chosen as one of the mineral admixtures ant the other being Metakaolin. A natural fibre, namely abaca fibre was used as the principal constituent which is blended with glass fibre and polypropylene fibre. Thus the study deals with a mix combination of non-conventional mineral admixture with non-metallic fibres incorporated in hybrid form in which a scope for research is more.
2. Materials and mix design
2.1. Materials used
2.1.1. Basic properties of constituent materials
Ordinary Portland Cement (OPC) in accordance with ASTM C150 [52] was used and the specific gravity was found to be 3.15. Metakaolin (MK) and Alcofine 1203 (AL) classified based on the calcium content among the other three types which has 'low calcium silicate content' confirming ASTM C989–99 [53] were the supplementary cementitious materials used for the present experimental study. Alccofine and Metakaolin had a specific gravity of 2.85 and 2.5 respectively. Table 1 shows the chemical components present in cement, alccofine and Metakaolin which are obtained from x-ray Fluroscent method.
Table 1. Chemical components of cement, alcoffine & metakaolin.
| Component | OPC (%) | Alccofine 1203(Al) (%) | Metakaolin (MK)(%) |
|---|---|---|---|
| SiO2 | 20.63 | 35.7 | 62.58 |
| Al2O3 | 6.96 | 21.8 | 28.73 |
| Fe2O3 | 3.4 | 1.4 | 1.10 |
| CaO | 61.35 | 33.6 | 0.08 |
| SO3 | 2.28 | 0.13 | — |
| MgO | 2.89 | 6.3 | 0.13 |
Before conducting the SCC fresh properties tests and trial mixes based on mix design, the basic physical properties tests were performed for aggregates in accordance to ASTM C127–15[54] and are shown in table 2.
Table 2. Aggregate physical properties.
| Properties | Fine aggregate | Coarse aggregate |
|---|---|---|
| Size (mm) | 3.26–1.18 | 12.5 |
| Specific gravity | 2.36 | 2.75 |
| Fineness modules | 3.18 | 6.9 |
| Water absorption (%) | 0.89 | 1.87 |
2.1.2. Fibres and their properties
The abaca/banana fibres are natural fibres obtained from the plants and its properties are mentioned in table 3. Glass fibres have a proclivity for binding the concrete mix. The fibers tend to stick and hold the concrete mix together which affects immediate settling of the coarse aggregates. As, settling of coarse aggregate is slowed down, the rate of bleeding is reduced. A slower rate of bleeding means a slower rate of drying, which means the plastic can shrink less and crack less. In hardened concrete, polypropylene fibres avoid crack formation. Polypropylene is generated by reacting propylene gas with a catalyst such as titanium chloride. Table 3 shows the basic properties of abaca fibre, glass fibre and polypropylene fibre.
Table 3. Properties of fibres.
| Properties | Abaca fibre (AF) | Glass fibre (GF) | Polypropylene fibre (PF) |
|---|---|---|---|
| Fibre length | Up to 3 m | 12 mm | 30 mm |
| Fibre diameter | 1–3 mm | 13 micron | 1 mm |
| Tensile strength | 650–780 MPa | 3400 MPa | 470–550 MPa |
| Fibre Images |

|

|
|
2.1.3. Superplasticizer (SP)
TEC MIX 640 (Poly Carboxylic Ether) is the superplasticizer used in present work to develop the flowability of SCC mixes by reducing water content up to 30%. Hence, SP dosages were optimized and added as 1.5% of the weight of cement.
2.2. Mix proportion
M-40 grade mix for SCC was prepared as mentioned in EFNARC guidelines [55, 56]. The slump flow test trials were conducted as per the range of values given in EFNARC guidelines from which a W/C ratio of 0.35 was adopted and 1.5% of optimized SP dosage. For present research work, three series of SCC mixes were made and the mix proportions are illustrated in table 4.
Table 4. Mix Proportion percentages of Cement, Alccofine and Hybrid combination fibres.
| Sl.no. | MIX ID | Cement (kg m−3) | MK-20% (kg m−3) | Al-15% (kg m−3) (15%) | AF (%) | PF (%) | GF (%) | FA (kg m−3) | CA (kg m−3) | SP (kg m−3) | Water ( kg m−3) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | M4 (Control SCC) | 380 | — | — | — | — | — | 684 | 570 | — | 133 |
| 2 | M4AG1 | 304 | 76 | — | 0.25 | — | 0.5 | 684 | 570 | 5.7 | 133 |
| 3 | M4AG2 | 304 | 76 | — | 0.25 | — | 1.0 | 684 | 570 | 5.7 | 133 |
| 4 | M4AG3 | 304 | 76 | — | 0.25 | — | 1.5 | 684 | 570 | 5.7 | 133 |
| 5 | M4AG4 | 304 | 76 | — | 0.25 | — | 2.0 | 684 | 570 | 5.7 | 133 |
| 6 | M4AP1 | 323 | — | 57 | 0.5 | 0.5 | — | 684 | 570 | 5.7 | 133 |
| 7 | M4AP2 | 323 | — | 57 | 0.5 | 1.0 | — | 684 | 570 | 5.7 | 133 |
| 8 | M4AP3 | 323 | — | 57 | 0.5 | 1.5 | — | 684 | 570 | 5.7 | 133 |
| 9 | M4AP4 | 323 | — | 57 | 0.5 | 2.0 | — | 684 | 570 | 5.7 | 133 |
| 10 | M4AP5 | 247 | 76 | 57 | 0.75 | 0.5 | — | 684 | 570 | 5.7 | 133 |
| 11 | M4AP6 | 247 | 76 | 57 | 0.75 | 1 | — | 684 | 570 | 5.7 | 133 |
| 12 | M4AP7 | 247 | 76 | 57 | 0.75 | 1.5 | — | 684 | 570 | 5.7 | 133 |
3. Experimental investigation on SCC fresh & hardened state properties
3.1. Fresh property tests
To examine the fresh properties test results EFNARC has laid the range of values for different tests to ascertain the flow, passing ability, and resistance to segregation and the same were followed in present work. Slump flow tests were done to measure the filling ability of prepared SCC without obstructions. The obstruction developed due to congested reinforcement was simulated in the J-Ring test and the flow was measured.
V-funnel test T500 or T50 cm test were used to measure the indirect measurement of viscosity ability by noting the time taken by the mix to flow in seconds. Table 5 illustrates the satisfactory or limiting range of values of SCC fresh properties tests.
Table 5. SCC Fresh properties tests- satisfactory limits as per EFNARC 2005 [56] guidelines.
| Test methods | Unit | The typical range of values | |
|---|---|---|---|
| Slump Flow Test by Abrams cone | mm | 650 | 800 |
| J-Ring Test | mm | 0 | 10 |
| T50 cm slump flow | s | 2 | 5 |
| V-Funnel Test | s | 6 | 12 |
| L-Box Test | H2/H1 ratio | 0.8 | 1.0 |
| U-Box test | H2-H1 (mm) | 0 | 30 |
Table 6 illustrates the test trials performed for slump flow test in the laboratory using the Abrams cone. This test resembles the conventional slump test, but the prepared mix would undergo the collapse and the spread diameter would be measured and justified the results using EFNARC guidelines [55, 56].
Table 6. Trial mixes adopted for Slump flow test.
| Trail | Trial SCC mix proportions | Cement (kg m−3) | FA (kg m−3) | CA (kg m−3) | W/C ratio (%) | SP dosage (%) | Remarks |
|---|---|---|---|---|---|---|---|
| T1 | 1:2.40:1.89 | 380 | 912 | 718 | 0.40 | 1.0 | Unsatisfactory < 550 mm |
| T2 | 1:1.50:3.10 | 380 | 570 | 1178 | 0.35 | 1.0 | Unsatisfactory < 550 mm |
| T3 | 1:1.80:1.50 | 380 | 684 | 570 | 0.40 | 1.8 | Unsatisfactory > 550 mm |
| T4 | 1:1.80:1.50 | 380 | 684 | 570 | 0.35 | 1.5 | Satisfactory > 550 mm |
To ascertain the behavior of SCC fresh properties four SCC trial mixes were prepared and slump flow spread diameter values were measured. The results of T1, T2 and T3 were unsatisfactory and suitable modifications were made in the trials till a satisfactory result as per EFNARC guidelines was achieved. Though the flow diameter was satisfied as per the guidelines for T3 mix since the expected homogeneity was not achieved, and much segregation was noticed so another trial T4 In trial 4, a mix with similar proportions of trial 3 with the same w/c of 0.35 but with the SP dosage of 1.5% by weight of cement was used which resulted in a mix with more homogeneity and with expected flow diameter. The prepared trial mixes of SCC are shown in figures 1, 2, 3 and 4.

Figure 1. Trial SCC mix 1-T1 (Slump flow spread diameter < 550 mm).
Download figure:
Standard image High-resolution image
Figure 2. Trial SCC mix 2- T2 (Slump flow spread diameter < 550 mm).
Download figure:
Standard image High-resolution image
Figure 3. Trial SCC mix 3-T3 (Slump flow spread diameter > 550 mm).
Download figure:
Standard image High-resolution image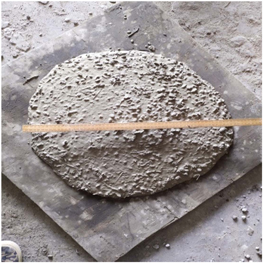
Figure 4. Trial SCC mix 4-T4 (Slump flow spread diameter > 550 mm).
Download figure:
Standard image High-resolution imageAfter achieving the satisfactory SCC slump flow spread diameter SF1 range of values as per EFNARC from the designed SCC trial mix 4 other fresh properties tests namely J-ring, V-funnel and T500 tests were conducted as shown in figures 5, 6, 7 and 8.

Figure 5. Slump flow test using Abrams cone inverted.
Download figure:
Standard image High-resolution image
Figure 6. J-Ring test.
Download figure:
Standard image High-resolution image
Figure 7. V-funnel test.
Download figure:
Standard image High-resolution image
Figure 8. T500 test.
Download figure:
Standard image High-resolution imageTable 7 illustrates the classification of the different consistency classes for different fresh properties tests conducted for SCC mix to ascertain flow/filling ability from slump flow test, T50 cm &V-funnel tests for measuring viscosity ability (indirectly) and instead of L-box test we have adopted J-ring test to assess the passing ability of prepared SCC mix.
Table 7. SCC fresh properties tests- consistency class as per EFNARC 2005 [56] guidelines.
| Test methods | Unit | Consistency class | The typical range of values |
|---|---|---|---|
| Slump Flow Test | mm | Slump flow | |
| class: | 550–650 | ||
| SF1 | 660–750 | ||
| SF2 | 760–850 | ||
| SF3 | |||
| T50 cm Test | s | Viscosity class: | |
| VS1 | ≤ 2 | ||
| VS2 | >2 | ||
| V-Funnel Test | s | Viscosity class: | |
| VF1 | ≤ 8 | ||
| VF2 | 9 to 25 | ||
| L-Box Test | H2/H1 | Passing ability | |
| ratio | class: | ||
| PA1 | ≥ 0.80 with 2 rebars | ||
| PA2 | ≥ 0.80 with 3 rebars |
3.2. SCC Hardened state properties
Table 8 shows the tests conducted with the relevant codes referred for the tests.
Table 8. SCC hardened state properties tests.
| Sl.no. | Test methods | Specimen details (mm) | Code provisions /References | Experimental set up |
|---|---|---|---|---|
| 1. | Compressive strength | 100 × 100 × 100 | BS 1881–108 [57] IS 516–1959 [58] |
|
| 2. | Split tensile strength | 100 (dia.) x 200 (height) | ASTM C496 [59] |

|
| 3. | Flexural strength | 500 × 100 x 100 | ASTM C78 [60] |

|
| 4. | Microstructure | Powder samples | Scanning Electron Microscope- Analysis |
|
4. Results and discussion
4.1. Fresh properties of hybrid fibre SCC mixes
4.1.1. Slump flow test
The slump flow test for all 12 SCC mixes is illustrated in figure 9. In the first series, it was observed that hybrid fibre using MK-based SCC mixes from M4AG1 to M4AG4 exhibited a gradual decrease in slump flow possessing low spread diameter values due to the increase in the viscosity characteristics. Also, as increasing w/c ratio or SP dosage to overcome the viscosity effect may affect the strength or may result in segregation, the water demand was adjusted with the optimized SP dosages only. The flow was affected with addition of abaca and glass fibres combinations and a gradual decrease in the slump values can be noticed from figure 9 and least slump values were obtained when hybrid fibre combination was used in larger quantity of 2.25% The results followed a similar trend with those presented by Sivakumar et al [46] and Mazeheripour et al [61] in which the authors mentioned that addition of hybrid fibre combinations in the volume of SCC restricted the flow behaviour. So, on comparing with the control SCC mix, the M4AG1 mix has performed better with a slump flow reduction of about 8.064%. Since the slump flow values were less than 650 mm the obtained values were confirmed to the SF1 class of consistency as specified in EFNARC reference values mentioned in table 7. On comparing the results with other research works of Erhan et al [45] in SCC with MK and fibres it was found that the results were analogous to their values.
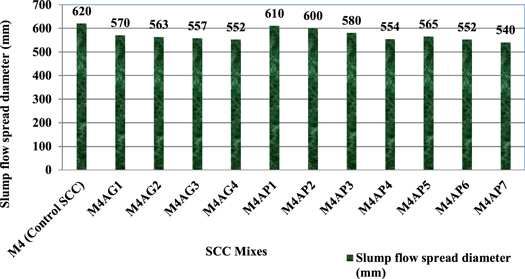
Figure 9. Slump flow spread diameter for Control & Hybrid fibre SCC mixes.
Download figure:
Standard image High-resolution imageIn the second series of hybrid fibre binary SCC mixes (from M4AP1 to M4AP4), with Al as the partial cement replacement, a gradual reduction in the slump flow behaviour was observed. The M4AP1 mix has shown better flowability among the second series SCC mixes and is slightly less than the control SCC by 1.61%. The optimum utilization of 15% Al caused the flowability property in SCC mixes. But the incremental addition of fibres had shown a reduced slump flow value. The better flowability of the M4AP1 mix was due to the Al-ultra fine particles and a higher specific surface area. Few works by earlier researchers confirmed the observations noted in present experimental study. KavyaTeja et al [62] and Ranjitha et al [63] in their experimental investigation mentioned that increasing the fibre quantity affected the flow which matched with present experimental study. Ghosh et al [69] in their report mentioned that higher fibre surface area reduced the flow/workability and the same was observed in present experimental study.
In the third series of hybrid fibre ternary SCC mixes from M4AP5 to M4AP7, the slump flow spread diameter values were less compared to the previous series which is presented in figure 9. This was mainly due to higher viscosity and yield values. Among third series SCC mixes, M4AP5 had shown better flow behaviour with a slump flow reduction of only 8.87% of the control SCC mix mainly because of presence of less quantity of fibres of about 1.25%. Also, the ternary blended mineral admixture combinations in this series had a better flowability which was confirmed by other related works done using the similar mineral admixtures by Ioannis et al [20] and Karthik et al [64]. The obtained slump flow spread diameter values were more than 520 mm as per table A.6 of EFNARC 2005 guidelines [56] and belonged to slump-flow class SF1.
In general, it was observed that increase in fibre quantity affected the slump flow irrespective of the finer mineral admixtures used.
4.1.2. T50 cm test
Among 12 SCC mixes, the control SCC mix had a quick flow rate of time of 3.3 s as shown in figure 10. In general, for the specimens cast under all the three series, it was observed that, increase in fibre percentage increases the flow time. All the T50 cm values were well within the time of 5 s except the M4AP7 mix which was due to higher plastic viscosity and yield value.

Figure 10. T50 cm time for Control & Hybrid fibre SCC mixes.
Download figure:
Standard image High-resolution imageIn the first series, M4AG1 has performed well with a minimum flow time of 3.8 s which was only 15.15% more than the control mix. In the second series, M4AP1 had a better flowability of 3.5 s and when compared with control SCC the increase in flow time was 6.06%. The third series of mixes, M4AP5 had a flow time of 4.2 s which is more than control SCC by 27.27%. In all series of SCC mixes, a gradual increase in flow time was observed due to the increase in fibre addition other researchers also reported the similar effect in their work [46, 65]. Another reason for the variation in flowtime is due to the existence of MK and Al in binary and ternary configuration in each series of SCC mixes as the increase in the powder content might have affected the flowing ability.
From figure 10, it can be noted that, the obtained T50 cm time values of hybrid fibre SCC mixes were more than 2 seconds and can be categorized under VS2 viscosity class. According to the Brite EuRam research mentioned in Annex D of EFNARC 2002 guidelines [56], the obtained values were in the range of 3–7 s and these SCC mixes could be adopted in the common civil engineering applications like RCC beams, columns, slabs, walls, pile foundations etc.
4.1.3. V-funnel test
Similar to the T50cm test this also could measure the flow rate or time in second (s).
From figure 11 it was inferred that flow time values were in the range of 6 to 13 s. Among all SCC mixes, the M4AP4 mix has exceeded the flow time by 1 s due to more volume of fibre content and higher viscosity exhibited during flow. M4AG1, M4AP1 and M4AP5 had better flow rates. The M4AG1 and M4AP5 SCC mixes had a flow rate decrease of which can be observed from the time of flow which had increased by 4% and 13.33% than the control SCC mix. M4AP1 mix had a higher flow rate and exceeded the control SCC by 20%. It was the presence of ultrafine particles in the alccofine that caused the rich powder content in the SCC mix. Very few SCC mixes had a flow time of less than 8 seconds due to low viscosity during initiation and propagation of flow. The reason for higher and lower flow time values was because of higher water demand of mineral admixtures namely MK and Al used that could be curtailed by adding SP dosages. But higher SP dosages could lead to segregation and bleeding of SCC mixes. Hence optimum SP dosages were formulated to cater for the above-mentioned two extremities.

Figure 11. V-Funnel time for Control & Hybrid fibre SCC mixes.
Download figure:
Standard image High-resolution image4.1.4. J-ring test
From figure 12 it is noted that the variation in the height values of inner and outer rings ranged between 8.2 and 9.8 mm, satisfying the acceptance criteria of EFNARC guidelines. Due to higher viscosity, higher shear stress, segregation and blockage effects during flow, all SCC mixes had shown values less than 10 mm. As the fibre addition was increased in each series of hybrid SCC mixes, the difference in height between inner and outer rings also increased. Hence the SCC mixes containing lesser content of fibres namely M4AG1, M4AP1 and M4AP5 performed well and had the difference of height less by 7.31%, 2.44% and 12.19% than the control SCC mix.
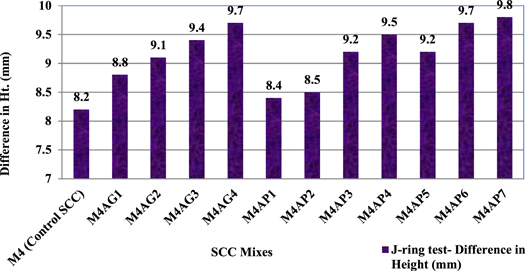
Figure 12. J-ring test- Variation in Height values for Control and Hybrid fibre SCC mixes.
Download figure:
Standard image High-resolution imageSimilar to the slump flow test, the slump flow spread diameter was measured diagonally on the base plate with the presence of a J-ring comprised of densely congested reinforcements to simulate the effect of flowability or filling ability with obstructions. From figure 13, in each series of SCC mixes it was inferred that the gradual decrease in slump flow spread diameter was due to more volume of fibres caused the negative effect on the flowability of hybrid fibre SCC mixes and the results resembled the observations by Ahmad Reza et al [66]. J-ring slump flow spread diameter had a decrease in values between 14% and 23% when compared with the slump flow test values as shown in figures 9 and 13.

Figure 13. J-ring test- Slump flow spread diameter for Control & Hybrid fibre SCC mixes.
Download figure:
Standard image High-resolution image4.2. Compressive strength of hybrid fibre SCC mixes
From figure 14 it was inferred that the reference mix has exceeded the characteristic compressive strength of 40 MPa.

Figure 14. Compressive strength for Control & Hybrid fibre SCC mixes.
Download figure:
Standard image High-resolution imageThe first series of hybrid SCC mixes containing 20% MK with the addition of abaca of 0.25% and glass fibres from 0.5% to 2% with an increment of 0.5% showed a gradual decline in the values. The mix M4AG1 has shown a strength gain by 9.28% among the first series mixes than the control SCC at 28 days. MK reacts with lesser calcium hydroxide phases and produces additional binders which could result in high strength SCC. In MK, the presence of silica (SiO2) and alumina (Al2O3) has developed strength by taking part in pozzolanic action.

Also, the presence of MK in SCC made the cement paste as dense and has improved the weakest link in the cement matrix by the development of better bond characteristics in the SCC mix. Though the initial strength values of MK based mixes were more than the reference mix, the reason for a gradual decrease was due to the brittleness occurred due to the addition of more glass fibres. The fiber should possess the basic properties such as bearing the load, bridging the pores, and arresting the propagation of cracks. Incorporation of abaca and glass in optimum levels have really contributed the above discussed properties and helped the mix to attain a higher strength as seen in M4AG1. Addition of fibres more than the optimum did not fetch better results due to incorporation of more fibres with less stiffness affected the strength. The observations noted in present study are analogous to that of the observations made by Sivakumar et al [46] in their research.
The mixes classified as second series showed a less strength than the control mix, and only a slight improvement in strength was noticed from M4AP1 to M4AP4 mix and the maximum strength obtained was 41.06 MPa which was less by 9.08% than the control mix. It was mentioned by earlier reports that Alccofine was able to improve strength when used in optimum replacement levels Kavyateja et al [62] had mentioned in their report that use of Alccofine along with fly ash in an optimum range pf 10% had enhanced the strength and the results start declining for higher replacement levels of Alccofine material. In the present study Alccofine was used in 15% that too as a single replacement material for this series ahich affected the strength properties. In addition, the incorporation of polypropylene fibres also did not help in improving the compressive strength. Mazeheripour et al [61] in their results mentioned that use of polypropylene in larger volumes affected the compressive strength results. The reason behind the strength loss was due to heterogeneous ingredients formulated in the matrix that was developed in the preparation of the second series of hybrid fibre SCC mixes. In general, the use of Alccofine, abaca fiber and polypropylene combinations did not yield better results., the reason mainly was that the fibers are better in resisting the tensile loads and bridging the splitting cracks, in compression tests, the mode of crack will not of splitting type and are more likely of diagonal form. So, use of more fibers have not contributed to imcrease in compressive strength.
In the third series of SCC mixes, M4AP5 reached the highest strength of 52.41 MPa which is about 15.83% more than the control mix tested at 28 days. This was due to the optimum ternary blended combinations of MK and Al up to 35% and the results were found to be reliable as the same effect was reported by Karthik et al [64]. Mazeheripour et al [61] reported that incorporation of polypropylene fibres in larger volumes did not contribute much to the compressive strength and in present case also it was found to be true. In present study also as increase of polypropylene fibres more than enough affected the bridging action necessary enough to arrest the propagation of the cracks. Also, since the density of polypropylene is very less and as it weighs less, a larger quantity is required for using it in larger proportions which may result in the mix dominated fully by the polypropylene fibers affecting the compaction properties. Further, it is understood that the strength improvement was due to the combined effect of the finer mineral admixtures used as they filled the pores effectively and the restriction of crack propagation by addition of fibres.
4.3. Tensile strength of hybrid fibre SCC mixes
Figure 15 presents the tensile strength results. Among the first series, M4AG2 has obtained the highest tensile strength about a 63.95% increase over the control at 28 days. A gradual increase in the tensile strength was noticed for the mixes from M4AG1 to M4AG2 and strength reduction started after that, but the values were all considerably higher than the reference mix. The reason for better tensile strength is attributed to the presence of glass fibers and their effort in bridging the pores and arresting the propagation of the tensile cracks.
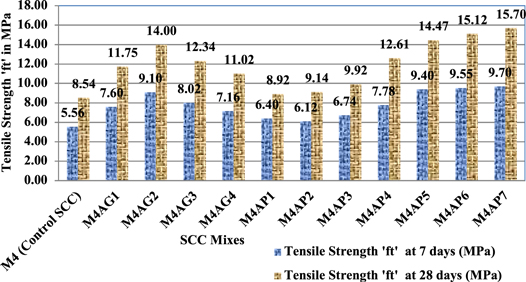
Figure 15. Tensile strength for Control & Hybrid fibre SCC mixes.
Download figure:
Standard image High-resolution imageDuring the application of the tensile load, cracks start propagating and as the crack widens, the cylinder starts splitting. As the splitting proceeds, the stresses are transferred from the split matrix to the fibres that were bridging over the split matrix and the fibers progressively start supporting the full load. The glass fibres span these fissures, prevent them from widening, and so enhance the structural member's load-carrying ability.
In the second series, increase in tensile strength was noted for the mixes from M4AP1 to M4AP4. All values were higher than the reference SCC mix, the M4AP4 mix registered the highest tensile strength gain of 47.66% more than the control mix. Here too, the highest tensile strength was attributed to the bridging action of hybrid fibre combinations of abaca and polypropylene. Furthermore, it was noted that, as increasing the fibre volume, increased the tensile strength. And more significantly it is clear that the hybrid form is more effective than the mono fibre additions and the observations comply with that of the report by Xi et al [65].
In the third series, in which a ternary combination of mineral admixture was adopted, unlike the compressive strength, a strength enhancement was noted for the mixes from M4AP5 to M4AP7. An increase by 83.84% was observed for M4AP7 than the control SCC. The high tensile strength is attributed to the associated effect of increased percentage of abaca fibre of 0.75% and polypropylene fibre of 1.5%, the orientation of the hybrid fibers and their distribution in the concrete matrix in addition to the better pores filling effect by the ternary combination of MK and AF. The observations resembled that of the findings by Rahesh and Mini [50] and those of Pratyush Kumar and Rahul Roy [51], who used sisal and abaca fibre combinations.
4.4. Flexural strength of hybrid fibre SCC mixes
Figure 16 illustrates the flexure strength results or modulus of rupture test. In the first series, the M4AG2 mix has performed better with the highest flexural strength gain at 28 days of about 20.3% than the reference mix. The presence of 1% of glass fibre along with 0.25% of abaca fibre has enhanced the ductility property by arresting the cracks in the soffit of the prism and when added it larger proportions, the strength was not notable. There are chances for the excess fiber addition affecting the stiffness of the specimen leading to less load resistance. The results obtained are closely related to the research performed by Sivakumar et al [46] and Yahya et al [67] where 0.8% and 0.7% of glass fibre were reported as the optimum.
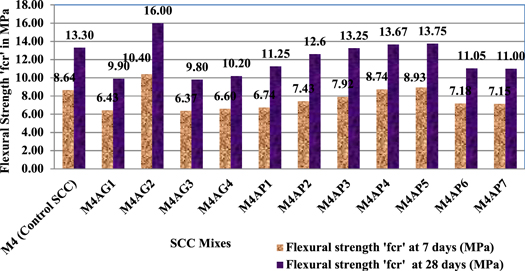
Figure 16. Flexural strength for Control & Hybrid fibre SCC mixes.
Download figure:
Standard image High-resolution imageIn the second series, the results obtained were moderate among which M4AP4 mix had performed well with the highest flexural strength of about 2.78% than the control SCC. Here, incorporation of polypropylene fibres in a maximum quantity of 2% along with the constant 0.5% of abaca fibre had contributed more to improving the flexural strength. The combined polypropylene and abaca fiber combination continued to resist the load as they are distributed randomly and due to their discrete nature, till a maximum elongation is reached by them. The observations are analogous to the results reported by Preeti and Abhuday [68].
In the third series, the first mix in this series i.e., M4AP5 had shown the highest flexural strength of 13.75 MPa which is more than the control by 3.38%. After which the values started decreasing gradually for M4AP6 and M4AP7. So, it is understood from the results that the presence of 35% of mineral admixtures, MK and Al in ternary blended forms and the hybrid fibre combination led to the brittleness and they did not prevent the rupture.
4.5. Microstructure of hybrid fibre SCC mixes using scanning electron microscope (SEM) analysis
4.5.1. Stages of compound formation- SEM analysis
Figure 17 illustrates the flow diagram for the mechanism and the formation of chemical compounds that took place in SCC mixes through SEM analysis.
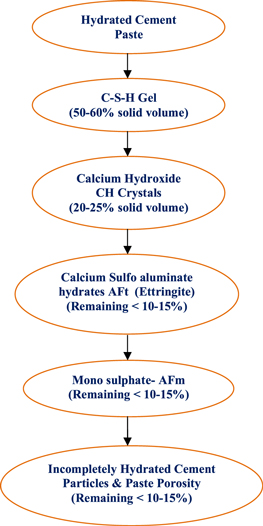
Figure 17. Microstructure Compounds Obtained through SEM Analysis.
Download figure:
Standard image High-resolution imageFigure 18 displays the microstructure analysis of control SCC mix showing the presence of voids, ettringite needles, CH crystals, and C-S-H gel obtained through SEM. The microstructure delivers the reason for decrease in strength in control mix which is mainly due to the presence of voids and due to the formation of significant amount of calcium sulfoaluminate hydrates or ettringite needles and monosulphate [26, 70]. The same was confirmed with the obtained mechanical properties of the control SCC mix. The SEM images deliver an over all view that the mineral admixtures MK and Alcofine have contributed to strength improvement by acting both as filler elements and also as reactive components enagaging in developing hydrated products such as C-S-H gels. Though, C-S-H gel is also visible it is not the only one to contribute for strength enhancement and other fibers such as polypropylene visible in figures 19, 20, 21 and 22, glass and Abaca fibers also equally contributed for maintaining the required strength by resisting the propagation of microcracks. The ettringite needles which are shown in the control mix are considered a threat to concrete structures as they can cause widening of cracks. These ettringite needles are found less and are mostly not captured in the SEM images shown from figures 19 to 21 indicating that their formation has been restricted by the mineral admixtures used in exact proportions and also due to the presence of the suitable fibres used in hybrid forms such as glass and Abaca, polypropylene and Abaca.

Figure 18. Microstructure of Control SCC mix.
Download figure:
Standard image High-resolution image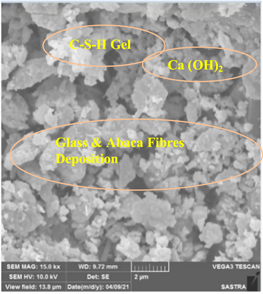
Figure 19. Microstructure of M4AG1 mix.
Download figure:
Standard image High-resolution image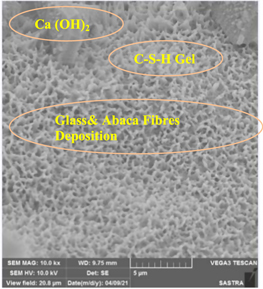
Figure 20. Microstructure of M4AG2 mix.
Download figure:
Standard image High-resolution image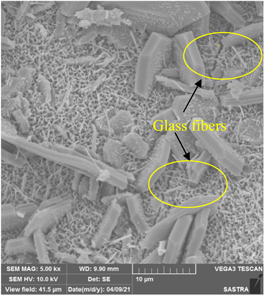
Figure 21. Microstructure of M4AG2 mix with glass fibres.
Download figure:
Standard image High-resolution imageThe microstructure of the optimum mixes of the first series i.e., M4AG1 and M4AG2 was examined through SEM analysis and are presented in figures 19, 20 and 21. During the hydrated phases, MK which consists of a higher percentage of SiO2 and moderate Al2O3 (table 1) forms C-S-H gel, C-A-H and C-A-S-H crystalline products which are responsible for strength formation. The presence of voids is found to be less in the optimum mix due to effective filing of pores by Alccofine and a dense C-S-H gel formation can also be identified along with platy crystals of calcium hydroxide with less or no traces of ettringite all leading to the highest compressive and tensile strength attainment. The mechanical properties tested are justified with the microstructure obtained.
Figures 22 and 23 show the SEM images of optimum mixes of the second and third series of hybrid fibre SCC mixes. The presence of polypropylene and Alccofine can also be noticed in figure 22. The addition of more volume of polypropylene fibres up to 2% with the constant 0.5% and 0.75% of abaca fibre visible from the SEM images has decreased the presence of void spaces in the solid volume. The alccofine 1203 which consist higher percentages of SiO2 and CaO (table 1) accelerates hydration and forms supplementary crystalline products such as C-S-H gel and developing a dense concrete matrix structure. The dense C-S-H gel formation in both the mixes indicate that the hydration has taken place effectively and alccofine (15%) and MK (20%) in the binary and ternary blended forms have contributed more in pozzolanic reation as well as filling up the pores effectively which have influenced the strength results as reported in the mechanical properties.

Figure 22. Micro structure of M4AP4 mix.
Download figure:
Standard image High-resolution image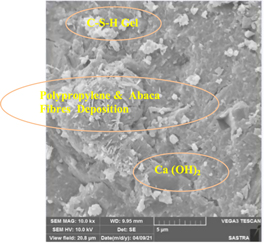
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 23. Micro structure of M4AP5 mix.
Download figure:
Standard image High-resolution image{kind=link}
5. Conclusions
The conclusions drawn from the experimental investigation carried out using 12 hybrid fibre MK & Al-based in binary & ternary forms of SCC mixes in three series are listed below:
- In the first series, the mix M4AG1 surpassed control SCC with a higher compressive strength, whereas in tensile strength and flexural strength, the M4AG2 mix exceeded control SCC values.
- In the second series, M4AP4 performed better than other mixes and possessed higher strength tensile strength and flexural than control mix but showed less compressive strength.
- In the third series, M4AP5 overtook control SCC in compressive, tensile and flexure strength tests.
- In general it was observed that addition of fibres affected the fresh properties due the development of viscosity characteristics and values seem to fluctuate between the tensile and compressive strength on the other hand incorporation of fibres also contributed to improve the tensile and flexural strength of the specimens than the compressive strength.
- The microstructure of the optimum specimens in each test and in each series were analysed and they comply with the mechanical properties obtained.
- It is suggested that the natural fibre namely abaca could also be blended with synthetic fibres Viz. Glass fibre and Polypropylene fibre without compromising fresh and mechanical properties in SCC and can lead to the development of greener and sustainable SCC.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).