
Abstract
Flexural response of crump rubber filled epoxy composites is reported in the present work. Composites are fabricated using open mold casting technique and test specimens are evaluated at normal strain rate. Stress strain profiles of all the specimens reveal brittle mode of fracture. Modulus of crump rubber composites increase with increasing crump rubber content owing to good bonding of constituents and higher elasticity induced by crump rubber particles. Neat epoxy specimens reveal lower modulus than all the composites filled with crump rubber. Strength of all the composites are higher as compared with neat epoxy and increase as the crump rubber content is increased. Composites filled with 30 vol% of crump rubber reveals highest modulus (24%) and strength (22%) in comparison with neat epoxy and all other compositions. Scanning electron microscopy of specimens are analyzed to study the structure property correlations. Mapping of results from the current work and existing ones are compared using property chart.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Polymer matrix composites have turned up to be one of the most attractive materials systems in the recent decades due to their diverse tailorable properties [1]. Polymer composites are extensively in automobile, aerospace, medical and consumer sectors due a variety of advantages offered in terms of low specific weight, corrosion resistance, good electrical and thermal insulation and ease of manufacturing [2–8]. Development of newer materials specifically targeting use of waste materials has gained a lot of interest off late. Effective utilization of waste materials with widely used polymer matrices has provided a prodigious pathway for development of newer systems that provide dual benefits of effective utilization of waste materials and lowering polymeric consumption. Abundant availability of waste filler materials coupled with lower cost make them a viable option to use in most utilarian composites. Ease of manufacturing and good mechanical properties offered by the fillers further increase their authority to be used as effective reinforcements.
Significant works are reported on use of fillers as effective reinforcements like fly ash cenosphere [9–11], hollow glass microballoon [12], rice husk [13–15], blast furnace slag [16, 17], walnut shell powder [18, 19], waste tire rubber [20–22], polymer microcapsules [23, 24] etc. Waste tire rubber in particular has gained a significant research interest owing to the abundant availability. Furthermore, the land fill burden and disposal issues concerning waste tire rubber has made the researchers all around the globe to look for feasible ways to tackle the problems [25–29]. Tires used for automobiles and airplanes are disposed after attaining their life cycle and thus heaps of tires are piled up creating abundant disposal issues[30]. Waste tires are non-biodegradable and also disintegration does not ensue easily due to their inherent cross linkage arrangement [31, 32]. Therefore, significant attention is paid to overcome the aforementioned issues.
Crump rubber is derived from waste tire in the form of recycled rubber [33]. Crumb rubber is made up of carbon, oxygen, sulfur and calcium are the major constituents of crump rubber particles while trace quantities of different elements are present. One of the commonly used thermosetting epoxy resin is known for its good mechanical properties and low cost [34–36]. Epoxy resins bond very well with most fibers and particulates due to their high reactivity, thereby enhancing toughness and properties of composite materials significantly [37]. Combination of crump rubber and epoxy resin to produce composites that provide dual benefits of effective utilization of waste materials and low cost with enhanced performance is the need of the hour.
Stress bearing components or structures generally demand high flexural properties due to the combinations of compressive tensile and shear forces acting together. Therefore evaluating the flexural properties is very important to decide the materials suitability for specific applications [38]. Present research work focusses on the investigation of flexural response of crump rubber filled epoxy composites. Four types of composites by changing content of crump rubber (0, 10, 20 and 30 vol%) in epoxy matrix are fabricate using open mould casting method. Effect of crump rubber composition, flexural strength and flexural modulus are dealt in detail. Furthermore, specific values of strength and modulus are also evaluated. Scanning electron microscopy is used to understand the mechanisms of failure and relate the structure with properties. Finally, mapping of results from the current work and existing ones are compared using property chart to evaluate the usefulness of proposed work.
2. Materials and methods
2.1. Materials
In the current study, Lapox L-12 epoxy resin used as the matrix material and K6 hardener are procured from Ms. Atul Industries, Valsad, Gujarat, India. Crump rubber particles are purchased from Arihant Chemicals Ltd., Delhi, India. Density of resin and reinforcement are 1192 and 1453 kg m−3, respectively.
2.2. Fabrication
Four types of samples are fabricated using open mold casting technique. Composites with 0, 10, 20 and 30 vol% of crump rubber content are prepared. Measured amount of resin is taken in a beaker and desired amount of crump rubber is added slowly to ensure uniform and homogeneous slurry. Degassing of the slurry is carried out for a period of 5 min to release trapped air bubbles. Further, the hardener by 10 wt% is added to the slurry to initiate polymerization of the composites. At the onset of polymerization the slurry is poured into an aluminum mold coated with silicone releasing agent. Sample is cured for 24 h before removing it from the mold. Sample slabs are trimmed into specimens using water jet cutting machine as per D790 ASTM standards. The specimens are labelled as per EC-VV convention, wherein E and C represent epoxy matrix and crump rubber, respectively while VV denotes crump rubber's volume fraction. ASTM D792-13 is used to determine the density of the specimens [39]. Density of the specimens are calculated theoretically using rule of mixtures and measured experimentally using Archimedes principle.
Theoretical density  is calculated by the following equation [40],
is calculated by the following equation [40],

Where,
 = filler density
= filler density
 = filler volume fraction
= filler volume fraction
 = matrix density
= matrix density
 = matrix volume fraction.
= matrix volume fraction.
Archimedes principle is utilized for measuring experimental density  by estimating the specimens mass in water and air [41]. Further, void content
by estimating the specimens mass in water and air [41]. Further, void content  is assessed by means of theoretical and experimental density and given by,
is assessed by means of theoretical and experimental density and given by,

2.3. Flexural test
Flexural test are accomplished by means of a Zwick (ZwickRoell Z020, ZHU) universal testing machine under ambient conditions. A continual crosshead movement of 1.4 mm min−1 is retained on the specimen of size 127 × 12.7 × 3.2 mm to assess the flexural properties. Test are carried out as per ASTM D-790 standards and five specimens of each type are tested and reported as average.
2.4. Scanning electron microscopy
Post flexural test specimens are analysed under scanning electron microscopy (JEOL JSM 6380 LA). For better conductivity of specimens, gold sputtering (JFC-1600 auto fine coater JEOL, Japan) is carried out prior to analysing the specimens.
3. Results and discussions
3.1. Material processing
Properties of crump rubber and epoxy are available in [39]. Crump rubber particles average size are noted to be 182.24 μm [42]. Open molding casting technique is utilized in the present study to fabricate the samples due to ease of processing. Theoretical and experimental density of all the specimens are reported in [39]. The theoretical density calculated using rule of mixture are noted to be 1192, 1218, 1244 and 1270 kg m−3 for E0, EC-10, EC-20 and EC-30, respectively while the measured experimental density using Archimedes principle are noted to be 1192, 1207, 1233 and 1254 kg m−3, respectively. Theoretical density are noted to be greater than experimental ones attributed to the air getting entrapped during mechanical mixing within the constituents. Void content estimation are also calculated and show increase in void content with higher filler content. However, the estimated void contents are well below the confines. Void content estimations also reveal the constancy achieved in fabricating the samples.
3.2. Stress strain curves
Stress strain profiles of representative specimens subjected to flexural test are depicted in figure 1. All the specimens reveal linear stress strain profiles until failure, inferring brittle mode of failure for neat epoxy as well as crump rubber/epoxy composites. Flexural stress strain profiles of the specimens observed in the present study are unalike in contrast with compressive stress strain profiles wherein distinctive plateau region depicting good energy absorption can be seen [39]. However, the rise in stress can be notably seen with increasing crump rubber content in the flexural profiles. Similar stress strain profiles can be observed in [43, 44].

Figure 1. Representative stress strain profiles of crump rubber epoxy composites.
Download figure:
Standard image High-resolution image3.3. Flexural modulus
Figure 2(a) displays the influence of crump rubber composition on the flexural modulus of crump rubber/epoxy composites. With increase in the volume of crump rubber, modulus of all the composites reveal increasing trend. Increase in volume fraction of inherently elastic crump rubber particles increases the composite's modulus that surpasses modulus of neat epoxy specimen. Reinforcing crump rubber particles in epoxy resin helps greatly in closing the flaws created in the matrix by elongating to large strains attributed to the inherent elastic behavior of crump rubber particles [45]. Composites ability in bridging gap increases further as the crump rubber composition in the composite increases. Further, it must also be noted that chemical composition and cure schedule of the epoxy rubber composites play a vital role in increasing the toughness of the samples with rubber particles [42, 46, 47]. Highest modulus is noted for EC-30 amongst all the composites and depicts 24% increase in modulus in comparison with neat epoxy. Furthermore, specific flexural modulus of all the composites are illustrated in figure 2(b). All the compositions of crump rubber/epoxy composites exhibit higher specific modulus than neat epoxy specimen. Thereby, substantial benefits in structural weight saving can be achieved with crump/rubber epoxy composites. Such occurrences are desired in lightweight structures where weight savings potential of materials with increased loading conditions becomes an important aspect of designing systems suitable for certain envisaged applications.
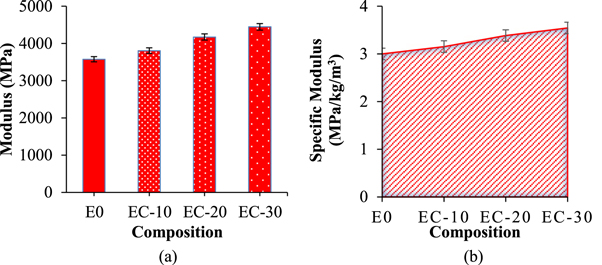
Figure 2. Experimentally measured (a) Flexural modulus and (b) Specific flexural modulus.
Download figure:
Standard image High-resolution image3.4. Flexural strength
Figure 3(a) shows the strength of crump rubber/epoxy composites. Strength of EC-10, EC-20 and EC-30 increases linearly and found to be higher in comparison with neat epoxy. Generally, it is seen that reinforcing particles in the matrix reduces the strength of composites. However, the flexural strength seems to have significant dependence on the crump rubber content. Unlike reinforcing hollow particles or hard particulate, crump rubber are more elastic in nature and are found to be more compatible with the epoxy matrix. Thereby, strength increases with higher reinforcement of crump rubber. E0, EC-10 and EC-20 reveal lower strength as compared with EC-30 and depict a strength increase of 22% in contrast with neat epoxy. Higher crump rubber content in epoxy matrix is advantages and assists in altering brittle response of composites to ductile. Specific flexural strength of composites are illustrated in figure 3(b). In-agreement with the strength values of composites, higher specific strength can be observed with EC-30 in spite of possessing higher density than other compositions.

Figure 3. Experimentally measured (a) Flexural strength and (b) Specific flexural strength.
Download figure:
Standard image High-resolution image3.5. Fracture features
Micrographs of flexural test specimens are shown in figure 4. Micrographic analysis is performed on the test specimens without preparing the surface except sputtering on the surface for better conductivity. Micrographs of E0 and EC-10 reveal less amount of debris as compared with EC-20 and EC-30 depicting tensile mode of failure. In flexural loading, brittle fracture is governed by the flaw development on the tensile side on the specimen resulting in low amount of debris [48]. E0 and EC-10 micrographs also depict deep striation marks indicating more brittleness in the structure. Thereby low modulus and strength values are observed with E0 and EC-10 specimens, respectively. On the other hand, EC-20 and EC-30 reveal low striation marks and comparatively higher debris than E0 and EC-10. These debris reveal fracture of the specimens on the compression side. EC-20 and EC-30 undergo more deformation due to higher crump rubber content and thereby reveal higher modulus and strength values in comparison with others. Furthermore, it can be clearly seen with EC-20 and EC-30 (figures 4(c) and (d)) that crump rubber particles are closely bonded with epoxy matrix, thereby assisting the epoxy matrix to transfer the stress effectively to the crump rubber particles during loading process. These instances play a vital part in enhancing the performance of composites at higher crump rubber contents.

Download figure:
Standard image High-resolution image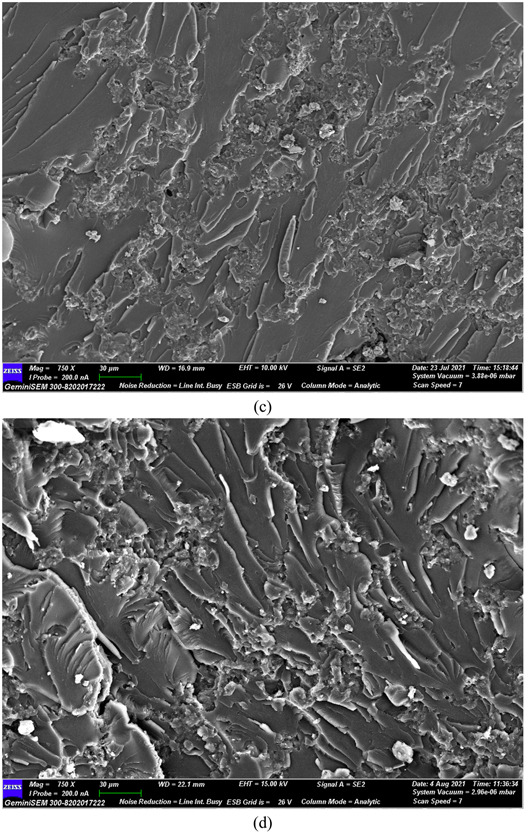
Figure 4. Scanning electron microscopy of (a) E0, (b) EC-10, (c) EC-20 and (d) EC-30.
Download figure:
Standard image High-resolution image3.6. Property map
Figure 5 illustrates the comparison of flexural modulus from the current work with the available literature to bring out the usefulness of investigated specimens. Property map also serves as an effective guide to people involved in research and industrialist to compare the material properties of specific composites with different composition of reinforcements. Modulus of specimens from different studies are mapped with their density. Composites made from reinforcing fly ash cenospheres, hollow glass microballoons and graphene nanoplatelets are compared with crump rubber ones. Even though density of crump rubber is higher than hollow glass microballoons, fly ash cenospheres, it is clearly evident from figure 5 that reinforcing crump rubber in most commonly used epoxy resin provides higher or comparable modulus values. Modulus of cenosphere filled epoxy composites reveal higher values as compared with EC-30 composites. However, considering the severity of disposal issues and land fill burden associated with crump rubber particles, performance of all the composites studied in the present work are noteworthy and can be considered for specific envisaged applications based on the requirement. Nonetheless, EC-20 and EC-30 outperform graphene based epoxy composites and hollow glass microballoons based vinlyester composites. Thereby, demonstrating usage of crump rubber particles in widely used matrix. Therefore, it can be inferred from the property map that crump rubber/epoxy composites provide good modulus at comparable density and can be used in numerous applications demanding the aforementioned advantages of composites from the present study.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 5. Flexural modulus mapping of present work with existing studies plotted against density of composites [43, 44, 49].
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
Flexural behaviour of crump rubber filled epoxy composites is evaluated in the present study. Density of composites and void content increases linearly with increasing the volume of crump rubber. Flexural stress strain profiles depict brittle mode of failure for all the compositions while higher stress is seen with EC-20 and EC-30 specimens. Modulus of crump rubber epoxy composites increases with increasing filler content and is higher than neat epoxy specimens by about 24% attributed to good bonding of constituents and elastic nature of crump rubber particles. Strength of all the composites reveal higher values (2%–22%) in contrast to neat epoxy owing to good load transfer capability of crump rubber particles. Specific modulus and specific strength of all the composites also reveal increasing trends in contrast to neat epoxy indicating crump rubber epoxy composites aptness for lightweight applications demanding high specific properties. Fracture features of specimens reveal tensile mode of failure at E0 and EC-10 compositions while compressive mode of fracture at EC-20 and EC-30 compositions signifying more deformation at higher crump rubber contents in composites. Property mapping of results from present study and existing ones illustrates the appropriateness of utilizing crumb rubber particles.
Acknowledgments
The authors gratefully acknowledge the Deanship of Scientific Research, King Khalid University (KKU), Abha-61421, Asir, Kingdom of Saudi Arabia, for funding this research work under the grant number RGP.2/140/43. The authors also thank the Mechanical Engineering Department, School of Mechanical, Chemical and Materials Engineering, Adama Science and Technology University, Ethiopia for the support and facilities.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).