
Abstract
A novel Ta/Re layered composites with high temperature resistance, low cost, light weight, and excellent mechanical properties has been prepared by chemical vapor deposition, for improving the comprehensive service performance of the aerospace engine nozzle materials. The interface structure, element distribution, and mechanical properties of the Ta/Re layered composites have been studied with scanning electron microscopy, energy dispersive spectroscopy, x-ray diffraction, and tensile testing machine. The results show that the structure of the Ta/Re layered composites is flat and smooth, uniform, and dense. Further, the interface joint is a serrated meshing structure, which tremendously improves the interface bonding properties. The high temperature (1600 °C) tensile strength of the heat-treated Ta/Vol. 30% Re layered composites is 125 MPa, which is 2.8 times and 56.3% higher than the commonly used nozzle materials C103 and Nb521, respectively, whereas the raw material cost is only about 46% of that of pure rhenium. The heat treatment process enhances the mutual diffusion behavior of the atoms in the interface diffusion layer, and increases the thickness of the diffusion layer, besides changing the mechanical properties of the material. When the heat treatment process is at 1800 °C × 1 h, the highest tensile strength at room temperature is 739.61 MPa, which is 42.76% higher than that in a deposited state. This work can provide a reference for the further research of the Ta/Re layered composites.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
The nozzle is a key component of the thrust engine of spacecrafts, viz., the manned spacecraft and the Moon exploration satellites. Its performance primarily depends on the ultra-high temperature resistance, since the working temperature exceeds 1600 °C [1, 2]. It is generally prepared from the refractory noble metals such as Nb, Re, Mo, and Ta [3, 4]. However, with the rapid development of the aerospace technology, enhanced requirements are in place for the elevated temperature characteristics and mechanical properties of the aerospace engine nozzle materials [5–7]. To address the aforesaid issue, various space powers have invested heavily in developing a new generation of aerospace engine nozzle materials. Rhenium is a rare metal with a high melting point (3340 °C) and excellent high-temperature strength, creep resistance, and chemical stability [8]. Rhenium's excellent performance as a structural material for aerospace engine nozzles has been confirmed by the Ultramet company, a famous military enterprise in the United States [9, 10]. Ir/Re materials, with Re as the substrate and Ir as the protective coating, have been prepared by chemical vapor deposition (CVD), by Ultramet Company in the United States. Its maximum operating temperature is 2200 °C and it runs continuously for 15 h without failure. It has been successfully applied to the satellite attitude control engines, thus pushing the performance of the nozzle materials to a new height [11, 12], besides spawning tremendous interest among researchers. For example, Hu has prepared the first rhenium tube (Ø12.5 mm × 30 mm) by CVD with chloride, and on this basis, the dynamic process, microstructure characteristics, and mechanical properties of CVD Re have been studied [13]. Despite Re having excellent high-temperature strength and creep resistance, it has disadvantages such as high price, high density, and complex preparation process [14, 15]. It was reported that the launch quotation of small launch vehicles was generally between $25,000 and $40,000 per kg in international commercial launches [16]. Therefore, the methods to ensure that the nozzle materials have favorable high-temperature performance while reducing the production costs and their own weight (lightweight) are of tremendous importance for improving the payload and rapid response of the spacecraft [17].
In order to meet the new needs of space engine lightweight, high temperature resistance, and low cost, researchers turned their attention to other refractory metals with low density and relatively low price [18]. The metal Ta has the advantages of low density, low cost, and excellent high-temperature oxidation resistance. It is a material suitable for service at 1600 °C–1800 °C. It is extensively applied in the fields of electronics, chemical industry, aerospace, and weapon equipment [19, 20]. Ta-Ti alloy developed by Los Alamos National Laboratory has been used as a melting crucible and stirrer for nuclear material 239Pu with good application results [21, 22]. Tantalum-plated gun barrels prepared by the sputtering deposition process at Pacific Northwest National Laborator (PNNL) and the Benet Lab of the U.S. Army have raised the operating temperature of the barrel's inner surface to 2000 °C, and raised the service life by a factor of eight above the chrome-plated barrels [23]. Liang et al [24] have added Ta in the materials of the gas-turbine blade, which effectively improved the high-temperature creep rupture strength and oxidation resistance of the materials. However, due to the low high temperature strength, tantalum can not meet the performance requirements of the new generation structure materials for space engine nozzles [25].
Based on the above analysis, we designed a new lightweight and high-strength Ta/Re layered composites, which takes lightweight and cheap refractory metal Ta as the matrix, high melting point and high strength metal Re as the strengthening layer. Subsequently, the Ta/Re layered composites was prepared by CVD for the first time. The material has the advantages of the high strength of Re and the light weight of Ta, and is expected to be a structural material for high-performance aeroengine nozzles. In this paper, the interfacial structure, element distribution, and mechanical properties of the CVD Ta/Re layered composites have been studied, and the strengthening mechanism of the CVD Ta/Re layered composites is discussed. This study can provide theoretical guidance for improving the microstructure and properties of the Ta/Re layered composites.
2. Experiment
2.1. Preparation of Ta/Re layered composites
The Ta/Re layered composites have been prepared by CVD with chloride. The deposition equipment is a vertical tubular reactor. The initial materials consist of Re plates over 99.99% purity, Ta plates over 99.99% purity, and Mo plates (60 mm × 40 mm × 30 mm). Chlorinated gas and reducing gas, viz., Cl2 and H2, respectively, had a purity exceeding 99.9%. During the deposition process, the pressure in the chamber was maintained at 105 Pa, and the flow rates of Cl2 and H2 were 50–200 ml min−1 and 400–600 ml min−1, respectively. The substrates (Mo plates) and deposited materials (Ta/Re layered composites) have been separated by wire cutting and chemical etching [26]. The preparation of the Ta/Re layered composites by CVD is shown in figure 1.

Figure 1. (a) Schematic diagram of the CVD Ta/Re apparatus and (b) structural diagram of the Ta/Re layered composites.
Download figure:
Standard image High-resolution imageThe main deposition reactions are given as follows [27, 28]:




To study the properties of the heat-treated Ta/Re layered composites, the samples were subjected to high vacuum (1.33 × 10−3 Pa) diffusion heat treatment in three processes, viz., 1400 °C × 1 h, 1600 °C × 1 h, and 1800 °C × 1 h.
2.2. Characterization
The tensile properties of the materials were obtained at a loading rate of 0.5 mm min−1 using a MTS tensile tester (MTS 810, MTS, Eden Prairie, USA), following ASTM E8M-13a: Standard Test Methods for Tension Testing of Metallic Materials. The samples were tested five times per group, and the average value was taken as the tensile strength of the samples. The structure, element distribution, and fracture morphology the of Ta/Re layered composites were measured by the ZEISS EVO18 scanning electron microscope equipped with Energy Dispersive Spectrometer. The phase composition of the Ta/Re layered composites were determined by Bruker D8 x-ray diffractometer with the following parameters, viz., CuKα radiation target, pipe flow 200 mA, pipe pressure 40 kV, scanning speed 1°/min, 0–90° coupling continuous scanning, and with a step size 0.02°.
3. Results and discussion
3.1. Microstructure of as-deposited Ta/Re interface
The interfacial microstructure of the as-deposited Ta/Vol.30%Re layered composites is shown in figure 2. Figure 2(a) shows that the internal structure of the Ta/Re composites is smooth, uniform, and dense. The interface is a saw-teeth shape, which tremendously improves the interfacial bonding performance. Therefore, the thickness of the Ta/Vol. 30% Re layered composites is uniform with an average thickness of about 1 mm, where the volume fraction of the Re layers is about 29.65% on average, and the relative error between experimental and design values is less than 1.1%. This shows that the preparation of the Ta/Re layered composites by chlorinated CVD has the advantages of a stable process and controllability.

Figure 2. (a) Micrograph and (c) elements distribution of the Ta/Re diffusion interface. (b) Local enlargement of the area b in figure 2(a).
Download figure:
Standard image High-resolution imageFigures 2(b) and (c) show the morphology and element distribution of the Ta/Re interface. Accordingly, there is a diffusion zone with a thickness of about 16.81 μm at the Ta/Re interface. The phase at region A is the Re solid solution zone of about 4.40 μm thickness. For region C, it is the Ta solid solution zone of about 4.69 μm thickness. Region B is the mixing zone of Ta and Re with a thickness around 7.72 μm. This indicates that interdiffusion of the Ta and Re atoms at the deposited interface has occurred owing to the existence of a heterogeneous interface in the Ta/Re layered composites.
3.2. Mechanical properties and fractography of heat-treated Ta/Re layered composites
To study the effect of the heat-treatment process on the mechanical properties of the Ta/Re layered composites, the mechanical properties of the Ta/Vol. 30% Re specimens at room temperature were tested under different heat conditions. The results are shown in figure 3, and tables 1 and 2. The test results showed that the tensile strength of the heat-treated Ta/Vol.30%Re layered composites was markedly improved when compared with the as-deposited. Following the heat treatment for 1 h at 1800 °C, the highest tensile strength of the material was 739.61 MPa, which was 42.76% higher than the as-deposited. The elongation owing to the heat-treated was slightly lower than that of the as-deposited, and the elongation of the heat treatment process for 1 h at 1800 °C was the lowest at 13.95%. This may be owing to the enhanced interdiffusion behavior of the Ta and Re atoms during the heat treatment, which changes the element distribution, microstructure, and phase composition at the Ta/Re interface, and this ultimately affects the mechanical properties of the materials.

Figure 3. Ambient temperature mechanical properties of heat-treated Ta/Vol. 30% Re layered composites. (a) Tensile strength and (b) Elongation.
Download figure:
Standard image High-resolution imageTable 1. Ambient temperature tensile strength of Ta/Re, Ta and Re under different heat treatment conditions.
| Sample | Tensile strength (MPa) | ||
|---|---|---|---|
| Ta/Re | Ta | Re | |
| Deposited | 518.09 | 478.10 | 741.01 |
| 1400 °C/1h | 672.82 | 551.61 | 748.12 |
| 1600 °C/1h | 735.58 | 642.21 | 668.31 |
| 1800 °C/1h | 739.61 | 707.52 | 620.83 |
Table 2. Ambient temperature elongation of Ta/Re, Ta and Re under different heat treatment conditions.
| Sample | Elongation(%) | ||
|---|---|---|---|
| Ta/Re | Ta | Re | |
| Deposited | 25.76 | 11.16 | 23.65 |
| 1400 °C/1h | 18.83 | 7.91 | 31.75 |
| 1600 °C/1h | 14.93 | 10.08 | 26.22 |
| 1800 °C/1h | 13.95 | 4.96 | 25.59 |
Table 3. Element distribution at Ta /Re interface.
| Number | Content(at%) | |
|---|---|---|
| Re | Ta | |
| 1 | 100 | 0.0 |
| 2 | 98.5 | 1.5 |
| 3 | 42.6 | 57.4 |
| 4 | 25.4 | 74.6 |
| 5 | 0 | 100 |
Meanwhile, it could also be found from figure 3 that the strength and elongation of the Re layer with the heat treatment for 1 h at 1400 °C were improved compared with the deposited state, especially the elongation. The Re layer via chemical vapor deposition was carried out at a high temperature. At the end of deposition, the Re layer would produce internal stress from high temperature to room temperature, which could be eliminated by appropriate heat treatment. When the heat treatment temperature was set at 1400 °C, the deposition stress could be effectively eliminated. However, when the heat treatment temperature was higher than 1600 °C, the recrystallization of the grain grew obviously, which led to a decrease in the strength of the Re layer. According to the recrystallisation kinetics of rhenium, the growth of rhenium grains varies exponentially with temperature [29]. Therefore, the higher the heat treatment temperature, the faster the recrystallisation growth rate, resulting in a rapid reduction in strength.
According to figure 3, the tensile strength of the Ta/Vol. 30% Re layered composites increased with the increasing heat treatment temperature, whereas the elongation tended to decrease. The increase in the tensile strength and the decrease in the elongation were both greater when the heat treatment temperature fell below 1600 °C, whereas it was constant at temperatures above 1600 °C. Furthermore, by comparing the tensile strength and elongation of the pure Re, pure Ta, and Ta/Vol. 30% Re layered composites, the tensile strength of the Ta/Vol.30%Re layered composites was higher than the pure Ta, but equal to the pure Re, and its elongation was lower than that of the pure Re and higher than that of the pure Ta.
The Ta/Re layered composites is a heterometallic system consisting of the metals Ta and Re. Obviously, its mechanical properties are determined by Ta and Re, especially the plasticity and toughness of the material. The tensile fracture morphology of the heat-treated Ta/Vol. 30% Re layered composites is shown in figure 4. According to the figure, the fracture surfaces of the Re layer in the composite maintained a degree of directionality, and there were obvious tear edges on the fracture surface, which indicated that plastic deformation occurs before fracture [30]. As a result, the fracture mechanism was prone to quasi-cleavage and exhibited plasticity in macroscopic view [31]. Furthermore, a number of cleavage planes were distributed on the fracture surface of the Ta layer in the composite, showing the characteristics of cleavage fracture. This is because tantalum has a cubic (BCC) crystal structure, and there is a cleavage plane with a low-index crystal plane (001) [32]. As a result, tantalum is much more vulnerable to low-energy fracture along the (001) cleavage plane under the action of an external normal stress, showing brittle characteristics [31].
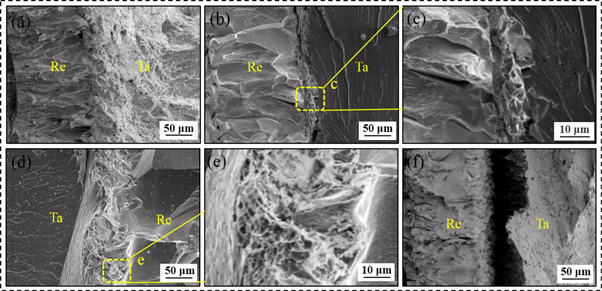
Figure 4. Fracture morphology of the heat-treated Ta/Vol. 30% Re layered composites. (a) The as-deposited, (b) following the heat treatment for 1 h at 1400 °C , and (c) the local enlargement of the area c in figure 4(b). (d) At 1600 °C for 1 h and (e) the local enlargement of the area e in figure 4(d). (f) At 1800 °C for 1 h.
Download figure:
Standard image High-resolution imageFrom figure 4, we also found that the fracture type of the Ta layer and Re layer in the composite did not change after the heat treatment (1400 °C × 1 h and 1600 °C × 1 h ), but a diffusion layer was formed near the Re layer at the Ta/Re interface (as shown in figures 4(b) and (d). Meanwhile, a large number of dimples appeared on the section of the diffusion layer, which was conducive to the improvement of plastic toughness. However, significant grain growth occurred during the heat treatment for 1 h at 1800 °C, which led to more obvious brittle fracture characteristics of the composite material. Combined with figure 3, it could be further found that the elongation of the Ta/Re layered composites decreased with the increase of heat treatment temperature, because the heat treatment did not change the fracture form of the Ta layer and the Re layer. In the heat treatment process, a diffusion layer with ductility and toughness was formed at the Ta/Re interface, and the metallurgical combination between the Ta layer and the Re layer was realized. However, due to the inconsistency of the ductility and toughness of the Ta layer and the Re layer, the brittle Ta layer preferentially fractures. Even worse, the diffusion layer with metallurgical combination at the Ta/Re interface facilitated the extension of cracks from the Ta layer to the Ta layer, reducing the plasticity of the material. In addition, increasing the heat treatment temperature resulted in the trend of grain growth, which also adversely affected the plastic toughness of the Ta/Re layered composites. Therefore, a suitable treatment process can increase the strength of the Ta/Re layered composites, but it will reduce the plasticity of the material.
3.3. High-temperature mechanical properties and cost analysis of Ta/Re layered composites
The high temperature (1600 °C) tensile strength and material cost of the Ta/Vol. 30% Re layered composites are shown in figure 5. Accordingly, the tensile strength of the heat-treated Ta/Vol. 30%Re layered composites at high temperature (1600 °C) was 125 MPa, which is 2.8 times and 56.3% higher than higher than the C103 [33] and Nb521 [34], respectively, which are the two commonly used nozzle materials. Furthermore, the cost of raw materials was only about 46% of pure Re. These results indicate that the CVD Ta/Re layered composites is a promising material for the aerospace engine nozzles with appreciable cost performance.
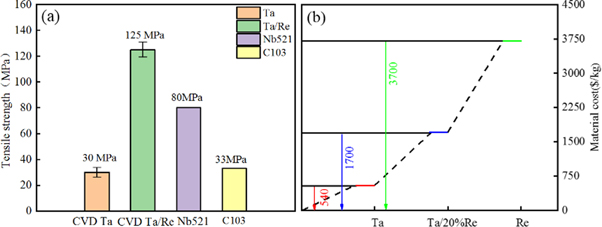
Figure 5. (a) High Temperature (1600 oC) tensile strength and (b) raw material cost of Ta/Vol. 30% Re layered composites.
Download figure:
Standard image High-resolution image3.4. Interfacial structure of heat-treated Ta/Re layered composites
To investigates the influence of the heat treatment conditions on the interface of the Ta/Re layered composites for 1 h at 1400 °C, 1600 °C, and 1800 °C, the interfacial micro-morphology and element distribution of the Ta/Vol.30%Re layered composites were tested as shown in figure 6 . Accordingly, there was a marked element diffusion at the Ta/Re interface, and a diffusion layer was formed at the interface. The thickness of the diffusion layer increased with the increase of the heat treatment temperature. Further, the increase of the diffusion layer thickness near the Re side was more pronounced than that on the Ta side. This owes to the diffusion behavior of the atoms at the Ta/Re interface increasing with the increase of heat treatment temperature, whereas the interdiffusion coefficients and solubilities of Ta and Re being different, resulting in a distinct stratification in the interface area. Combined with the EDS spot scanning (table 3), it can be seen that the Ta/Re interfacial diffusion layer could be roughly demarcated into three layers, viz., the solid solution zone of Ta in Re (2 points), the mixing zone of Ta and Re (3 points), and the solid solution zone of Re in Ta (4 points). Owing to the gradient distribution of the Ta and Re atoms in the diffusion layer, the adverse effect on the Ta/Re interface caused by the large difference in the physical and chemical properties of the two atoms was reduced, and the interfacial bonding strength of Ta/Re layered composites was improved, besides improving the tensile strength of the heat-treated material.

Figure 6. Microstructure and element distribution at Ta/Re interface under different heat treatment conditions. (a)1400 °C × 1 h, (b) 1600 °C × 1 h, and (c)1800 °C × 1 h.
Download figure:
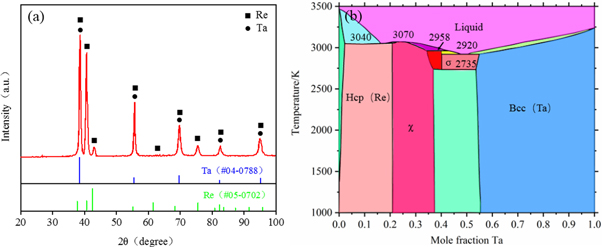
Standard image High-resolution imageThe XRD results of the interface of the Ta/Vol. 30% Re layered composites is shown in figure 7. Accordingly, the position of the phase diffraction peak at the interface was identical to that on the Ta and Re standard diffraction card, with no alternative phase, which indicates that the Ta/Re interface primarily consisted of Ta and Re. However, it is inferred from the Ta-Re binary equilibrium phase diagram that the phases χ and σ will precipitate at the Ta/Re boundary, which tentatively owes to the short heat treatment time and lower precipitation of the phases χ and σ at the interface, than required by XRD. Compared with the as-deposited, the heat treatment process can enhance the interdiffusion behavior of the atoms at the interface of the Ta/Re layered composites, and reduce the concentration gradient of atoms at the interface. Furthermore, it promoted the formation of a transition layer between the Ta and Re matrix composed of the Ta (Re) solid solution, intermediate layer, and Re (Ta) solid solution, thus avoiding the hard connection between the Ta/Re materials. This is beneficial for the further improvement of the bonding strength of the Ta/Re layered composites.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 7. (a) XRD results of the Ta/Vol. 30% Re interface after the heat treatment and (b) Ta-Re equilibrium phase diagram [22].
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusions
- 1)The surface structure of the CVD Ta/Re layered composite is smooth, uniform, and compact, and the interface is saw-teeth shape, which is conducive for improving the bonding performance of the material interface. The tensile strength of the heat-treated Ta/Vol.30%Re layered composites at high temperature (1600 °C) is 125 MPa, which is 56.3% and 2.8 times higher than the commonly used nozzle materials Nb521 and C103, respectively. Concomitantly, its raw material cost is only 46% of the pure Re. It is a potential aerospace engine nozzle material with appreciable cost performance and application prospects.
- 2)The interface diffusion layer of the CVD Ta/Re layered composites is composed of the Ta(Re) solid solution, an intermediate layer, and the Re(Ta) solid solution, and there is a marked atomic interdiffusion behavior. Owing to the gradient distribution of the atom content in the diffusion layer, the adverse effects of the different physical and chemical properties of Ta and Re on the Ta/Re interface can be effectively reduced, thus improving the interfacial bonding strength of the Ta/Re layered composites.
- 3)The heat treatment process can enhance the interdiffusion behavior of the Ta/Re interface atoms, and promote the increase of the thickness of each layer of the diffusion layer, besides changing the mechanical properties. Following the heat treatment for 1 h at 1800 °C, the maximum tensile strength at room temperature is 739.61 MPa, which is 42.76% higher than the as-deposited, whereas the elongation is slightly reduced to 13.95%.
Acknowledgments
This work was supported financially by the National Nature Science Foundation of China (grant Nos. 52061019); Key projects of basic research plan of Yunnan Science and Technology Department (grant Nos. 202001AS070048, 2019FA048, 202101AT070068, 2019FI020); the Scientific Research Fund of Yunnan Education Department (grant Nos. 2020J0416 and 2019J0039).
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).