
Abstract
Recently, owing to the significant advancement in the field of soft robots, various studies have been conducted on soft actuators. Among the several soft actuators, the double helix twisted and coiled actuator (DTCA), which is fabricated by coiling spandex and nylon under twisted conditions, exhibits considerable performance in terms of large contractile force/strain and Joule heating capability. However, the DTCA still cannot produce sufficient force for large-scale applications. Bundling the DTCA in parallel is a well-known solution to improve the force. However, excessive bundling results in unnecessary torque, which causes friction in the entire system. In this paper, we propose a DTCA bundle that can generate a significantly higher force than that previously observed in the field of soft robotics. The proposed bundle compensates for the uncoiling torque by bundling DTCAs fabricated in opposite directions. The fabrication conditions were modified experimentally to satisfy the equivalent performance of each type of DTCA. Consequently, they exhibited as similar performance, including the uncoiling torque with an error of less than 8%.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Over many years, robots have become more involved in human activity, from manipulators in plants to wearable devices in daily life [1–3]. As more robots interact closer to humans, factors such as safety and weight become crucial. However, traditional actuators, including electric motors and engines, are excessively heavy, rigid, and noisy to interact directly with humans.
In contrast, soft actuators that mimic natural muscles are light, flexible, and compact. Therefore, several soft actuators, such as pneumatic actuators, dielectric elastomer actuators (DEAs), and shape memory alloy actuators (SMAs), have been researched for soft robot applications. Based on the specialized characteristics of each actuator, various applications, such as robotic arms, biomimetic insect robots, and wearable robots, have been developed. For example, pneumatic actuators can be applied to robotic arms to generate large forces and strokes or octopus robots for flexibility [4–6]. Because DEAs exhibit fast driving speeds based on the operating principle, they have been used in insect robots [7–9]. SMAs are suitable for robotic arms or wearable robot systems because of their light weight, large force, and strokes [10–13]. However, they still have limitations when used in practical approaches. Pneumatic actuators require additional apparatus, such as pumps and valves, which result in heavy, bulky, and noisy systems. This makes applications such as prosthetics and wearable robots difficult. For DEAs, despite their high driving frequency, they lack force and displacement when used in large-scale approaches. Although research to improve performance using mechanisms has been conducted, the bulky size and weight of the mechanisms remain a limitations [14, 15]. Recently developed light and strong soft actuators, called twisted and coiled actuators (TCAs), are coil-shaped linear actuators that are fabricated from polymers and occasionally with metal wires for the electrothermal actuating method [16–18]. They are easily fabricated by twisting the polymers until they form a coil. The driving principle of TCA is based on the thermal expansion of the polymers. When the stretched TCA is heated, thermal expansion occurs on the twisted polymer fibers. This results in a torsional force, causing the TCA to contract. The TCA exhibits promising performance in producing large forces and strokes. In addition, similar to SMAs, a thermal-driven actuation method makes the entire system simple, compact, and light. In addition, unlike SMAs, TCAs have a relatively linear response to temperature, which makes control easier and more precise. Therefore, the TCA has significant potential for various applications, including soft robots that are achieved using other soft actuators.
After the introduction of TCAs, various studies have been conducted to improve their performance. Because the driving principle of TCA is based on thermal expansion, the heating method is an essential aspect in the configuration of a system. Additional heat sources, such as heat guns, can pose limitations because of their weight, scale, and efficiency. Therefore, conductive metal wire coating methods have been developed for electrothermal methods. Moreover, conductive polymer fibers are adopted to fabricate TCAs capable of Joule heating. In addition, TCAs have been fabricated using various materials and analyzed to improve their force and stroke performance. A recently developed novel TCA, the double helix twisted and coiled actuator (DTCA), satisfies both the capability of Joule heating and provides large force and stroke performance. These properties have been achieved by twisting highly stretchable polymers together with conductive fibers.
Robotic applications, such as prosthetic arms and grippers, have been developed using TCAs. However, despite the high performance of the DTCA, the generated force remains insufficient for practical scale approaches. Bundling several strands of TCA can be an intuitive solution to improve the force. Thus, the uncoiling torque must be considered to prevent interference between each strand of the DTCA and unraveling. In this paper, we describe a bundling method that can compensate for the torque of the DTCA and the fabrication conditions. During the fabrication process, the tension and torque loaded onto the DTCA were measured for analysis.
Finally, 24 strands of the DTCA were bundled to resemble natural muscles to develop feasibility and capability of lift up to 10 kg payloads (figure 1, movie 1 (available online at stacks.iop.org/MRX/8/115301/mmedia)). In addition, an automatic massive fabricating device was manufactured to provide several strands of DTCA with uniform properties and performance. It could simultaneously fabricate five strands of the DTCA within 4 min. The fabrication performance of each DTCA having uniform properties, such as stiffness and resistance, was evaluated. In section 2, the fabrication method, properties, and performance of the DTCA are described, and bundling methods are introduced. Section 3 describes the apparatus used to evaluate the DTCA. First, we introduce the device that was manufactured to measure tension and torque during fabrication using load cells to analyze the fabrication conditions. This section also describes the performance evaluation setup. Section 4 describes the experiments and results of the analysis of the fabrication conditions and the evaluation of the DTCA performance. Finally, section 5 summarizes the study.
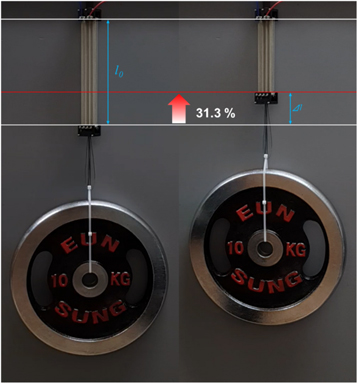
Figure 1. Actuation of torque-compensated DTCA bundle of 24 strands. It can generate a 31.3% stroke under 10 kg payload.
Download figure:
Standard image High-resolution image2. Double helix twisted and coiled actuator
2.1. Characteristics of the DTCA
In this section, the characteristics of the DTCA are briefly discussed. The TCA was first reported by Haines et al in 2014, and it is described as a contractile linear actuator fabricated from polymer fibers such as fishing lines and nylon [16]. By twisting and coiling several fibers, a coil structure that can be easily stretched under a payload is formed. When heat is applied to this pre-stretched TCA, contractions occur owing to the untwisting torque resulting from the expansion in the radial direction on the polymers. Subsequently, various substances have been used to improve the performance of TCAs. Among them, the TCAs fabricated from nylon and spandex exhibit the most remarkable actuating performance and properties. The nylon twisted and coiled actuator (NTCA), fabricated from silver-coated nylon, exhibits a large contractile force [19–21]. In particular, it does not require additional heat sources as it is capable of Joule heating; therefore, the entire system is compact and light. In contrast, the spandex twisted and coiled actuator (STCA), fabricated from spandex, which is a highly stretchable (500%) polymer, exhibits significant improvement in strain (45%) [22, 23]. However, the force produced by an STCA strand is exceedingly small compared with that of other TCAs. As the spandex has no electrical conductivity, it also requires additional heat sources, such as a heat gun or quartz pipe, which induces inconvenient control and makes the system bulky.
The DTCA inherits the advantages of the NTCA and STCA as it is fabricated using silver-coated nylon and spandex [24]. The nylon and spandex fibers are placed in parallel and twisted together, forming a structure in which the spandex is wrapped around the silver-coated nylon core. As more torsion is applied, a coiled structure is achieved, which facilitates Joule heating through the application of voltage on both ends of the nylon. The heat generated from the nylon is transferred to the spandex, wrapping the nylon uniformly and generating the actuation of the DTCA. In addition to Joule heating capability, the DTCA has increased performance compared with the STCA. It can generate a contractile force approximately twice that of the STCA with a similar level of strain. Despite the improvement in the contractile force of DTCA, a single strand lacks the force to be applied in large-scale applications. The simplest solution to generate a large force is to bundle several DTCA strands in parallel. However, the uncoiling torque resulting from torsion on the DTCA must be considered. The following section describes the torque compensation method for the DTCA.
2.2. Torque-compensated bundle
Unlike SMA coils, TCAs are fabricated by applying torsion to the polymer. Therefore, a relatively large uncoiling torque remains on the TCA. Currently, two different techniques are used on the NTCA and STCA to resolve the uncoiling torque. For the NTCA, the uncoiling torque is solved by plying several strands of it under an adequate payload. As the NTCA exhibits some stiffness, the plied NTCA can be actuated well as a single actuator module without unraveling. In addition, a study reported that the actuating performance improved [12]. However, when this method is applied to the DTCA, the plied DTCA is unraveled under the payload as DTCA is too soft to maintain the coil structure (figure 2). Similarly, as spandex is much softer than nylon, the STCA requires a different strategy to resolve the uncoiling torque. Considering that the uncoiling torque results from the fabrication method of twisting and coiling the polymer fiber, the uncoiling torques are compensated by bundling strands of the STCA fabricated in the clockwise (CW) and counterclockwise (CCW) directions in parallel [13]. Consequently, the uncoiling torque from each type (CW and CCW) of the DTCA can be compensated successfully. In this study, we resolved the uncoiling torque of the DTCA in the same manner as for the STCA (movie 2).

Figure 2. Torque compensation on a DTCA bundle. (A) Uncoiling toque on CW and CCW DTCAs caused by torsion on polymer. (B) DTCA bundle was plied when the same type of DTCA was bundled. When the payload was applied to the plied DTCA, the bundle unraveled, losing properties and performance as an actuator. (C) Torque-compensated DTCA bundle using CW and CCW DTCAs. The bundle was intact and capable of actuation under the payload.
Download figure:
Standard image High-resolution imageFor torque compensation, the DTCA must be fabricated in the opposite direction. The STCA can be fabricated simply by rotating the motor in reverse. However, as the commercially available silver-coated nylon, which is used in the fabrication of the DTCA, is a product with several strands of plied nylon, the DTCA fabricated in the CCW direction exhibits a different stiffness and resistance compared with that fabricated in the CW direction. The DTCA fabricated in the same direction as nylon has even a higher stiffness and resistance. These different properties decrease the performance of the DTCA bundle. Different stiffnesses can have undesirable effects on the payload. If the resistance of the DTCA is different between strands, uneven heat is applied to each type of DTCA as the applied power is different under the same voltage. This makes it difficult for an infrared (IR) sensor to obtain the accurate temperature of the DTCA bundle as the sensor tracks only the highest temperature. Moreover, the strands of DTCA with a larger resistance cannot attain the appropriate temperature, while those with a small resistance attain a high temperature.
2.3. Fabrication of torque compensating DTCA
The torque compensating DTCA was fabricated in two steps to solve the problems. Because commercial silver-coated nylon is plied, the number of nylon strands was increased to minimize the effect. A higher number of strands means a higher force can be achieved. However, using numerous nylon strands means thickening the DTCA strands, thereby decreasing the cooling speed, which is the main limitation of TCAs. In this study, the DTCA for torque compensation was fabricated using 2 strands of nylon and 16 strands of spandex. Despite the higher number of nylon strands, the two types of DTCA exhibited only slight differences in their properties. These differences were experimentally reduced by adjusting the fabrication conditions, including revolutions for twisting and coiling. Accordingly, different fabrication conditions for each type (CW and CCW) of DTCA strands were obtained. The specific conditions are discussed in section 3.2 (table 1).
Table 1. Fabricating condition for the CW and CCW DTCAs.
| Type | CW | CCW | ||
|---|---|---|---|---|
| Process | Twisting | SM1 (rounds) | 230 | 220 |
| Coiling | SM1 (rounds) | 80 | 71 | |
| SM2 (mm) | −230 | −235 | ||
| Training | SM2 (mm) | 200 | 200 | |
3. DTCA fabricating device measuring properties
The fabrication process of DTCA includes twisting, coiling, and a training process. During the twisting and coiling processes, the polymer fibers are twisted, resulting in tension and torque on the actuator. In this study, a DTCA fabricating device that could measure the tension and torque was manufactured to determine the tendency of properties during fabrication. Based on the results, the fabrication condition of DTCA was adjusted experimentally. This section presents the configuration of the device and fabrication process.
3.1. Configuration of the device
The DTCA fabrication process was based on twist insertion on polymer fibers. Therefore, the fabricated part consisted of two stepper motors (figure 3). SM1 was directly connected to fibers to create a torsion on them through rotation. SM2 was connected to the ball screw to generate a linear motion that was related to the coiling process. During the coiling process, the length of the actuator was controlled by SM2, sustaining appropriate tension to create a uniform coil shape. The fabrication apparatus, including the relay, was controlled using a Raspberry Pi system. The measuring part consisted of two load cells to measure the tension and torque applied to the fibers, a linear encoder, and an IR sensor. An S-shaped load cell was applied to the fiber in series to measure the tension on the actuator. A bar-type loadcell was attached at the end of the fabricating part. The reaction force was measured to calculate the torque of the actuator. All sensor data were collected using Arduino Mega.

Figure 3. (A) DTCA fabricating device to evaluate properties. (B) Spandex and nylon fibers were stretched before twisting (C) The fibers were twisted using SM1 generating tension. (D) The DTCA was coiled using two stepper motors. (E) After the coiling process, the actuator was trained by applying voltage using relay and stretched using SM2. During fabrication, the tension and torque applied to actuator were measured by the loadcells.
Download figure:
Standard image High-resolution image3.2. Fabricating process
A single strand of DTCA was fabricated by pre-stretching, twisting, coiling, and training (movie 3). The pre-stretching process was a crucial aspect of manufacturing. As the stiffnesses of the nylon and spandex were different, if they were twisted without pre-stretching in advance, they formed an uneven shape and induce fracturing. During this process, the spandex was pre-stretched to compensate for stiffness. During the twisting process, as SM1 rotated, the nylon and spandex were twisted simultaneously. As twisting proceeded, the spandex was uniformly stretched and wrapped around the nylon. In the coiling process, both SM1 and SM2 rotated simultaneously. As SM2 rotated, the length of the fibers decreased, resulting in a coil structure from the twisted fibers. In addition, SM1 rotated and twisted the fibers even more to retain tension in the fibers. Finally, the training was conducted to soften the DTCA. The coiled DTCA was stretched, while adequate heat was applied to the DTCA using a relay circuit.
4. Performance evaluation
This section describes the evaluation of the DTCA, including properties, such as stiffness, resistance, torque, and actuating performance, of each type of DTCA and bundled DTCA. Through this evaluation, we verified the feasibility of torque compensation on the DTCA bundle.
4.1. Properties and performance of the DTCA
The uniformity of each DTCA in the bundle affects the actuating performance of the bundle. Because the DTCA is an electrothermally driven actuator, the resistance of each actuator must be unified. Different resistances result in uneven actuation between several DTCA bundles, degrading the performance of the DTCA bundle. Hence, other properties were also considered.
The CW and CCW DTCAs were fabricated using a manufacturing device to verify the uniformity of the properties, including stiffness, resistance, and strain. In addition, the tension and torque applied to the fiber during fabrication were measured using the fabricated device. Using the experimental data, the fabrication conditions were adjusted to fit the properties between the CW and CCW type DTCA and appropriate torque compensation (table 2).
Table 2. Properties of the DTCA.
| Stiffness (N·mm−1) | Payload (N strand−1) strand−1) | Resistance (Ω) | Actuating Temperature (°C) | Strain (%) | |
|---|---|---|---|---|---|
| CW | 0.042 | 4 | 13.89 | 90 | 35.53 |
| CCW | 0.044 | 4 | 13.97 | 90 | 35.88 |
Properties, such as the stiffness and resistance, that affect the actuating performance of the DTCA fabricated under the adjusted conditions were measured. The stiffness affects the strain of the actuator. In a previous study, a TCA fabricated from soft material exhibited higher strain because the actuator was stretched under a payload. Because the DTCA is an electrothermally driven actuator, the resistance of each strand in the bundle must be uniform. The difference in resistance between each actuator results in an uneven temperature of the strands in the bundle, deteriorating the performance. Finally, a performance evaluation of each type of DTCA was conducted. Each DTCA was actuated under a payload within the actuating temperature to measure the strain. The strain was calculated by dividing the displacement by the initial length under the payload.
The DTCA is fabricated from conductive thread for electrothermal actuation. As a result, applied voltage input affect a response time of actuator. The DTCA is actuated under pre-stretched condition for variable voltage.
The experiment for verifying repeatability was conducted over 100 cycles under 50% stretched condition measuring tension on the actuator in as range of temperature 25 °C and 70 °C. The time for each cycle is 36 s, including 11 s of actuating time and 25 s of cooling time with a fan.
At last, actuating performance under pre-stretched condition is obtained. The DTCA is stretched from 10% to 50% before actuating. The tension on the pre-stretched DTCA is measured during the actuation.
4.2. Measuring uncoiling torque on the DTCA
The uncoiling torques of the CW and CCW DTCAs were measured using the fabricating device to analyze the tendency and verify the torque compensation of the bundle. The experiment included a tensile test and an actuating test. In the tensile test, each type of DTCA was stretched and relaxed up to 80% from the initial condition, measuring the uncoiling torque. The actuating test was conducted in two steps. First, the DTCA was stretched by 25%, 50%, and 75% before actuation. The actuating voltage was applied to the stretched actuator to measure the temperature and uncoiling torque.
5. Results
5.1. Properties and performance evaluation of the DTCA
The properties of the DTCA must be unified to properly determine the performance of the actuator bundle. During the fabrication, the tension and torque applied to the actuator were measured to determine the tendency and modify the fabrication conditions of the CW and CCW DTCAs (figure 4). The tension of the CCW type was higher than that of the CW type because the nylon fiber used in the fabrication of DTCA was plied in the CCW direction. In addition, the torque result of the CW DTCA exhibited a slight increase before a continuous decrease. The unraveling occurred in the plied nylon during the twisting process. Unlike the tension, the measured torque exhibited similar results during the twisting and coiling processes. The tensile test on DTCA was conducted after fabrication to determine the stiffness (figure 5). The results and hysteresis curves of CW and CCW DTCAs were significantly the same, resulting in an error of 4.54% from the trend line. Five strands of each type of DTCA were fabricated to measure and verify the uniformity of properties and performances (table 3). The results indicated properties of the fabricated DTCA with a standard deviation of less than 1, proving a uniform fabrication performance of the fabricated device.
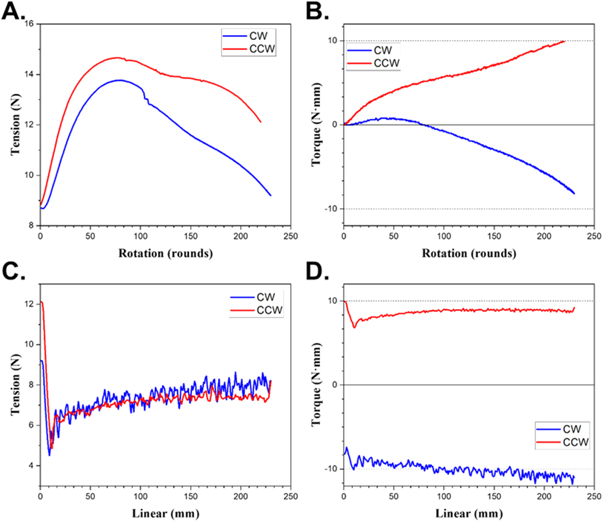
Figure 4. Measured tension and torque on the DTCA during fabrication. (A), (B) Tension and torque applied to the actuator during the twisting process. (C), (D) Tension and torque applied to the actuator during the coiling process.
Download figure:
Standard image High-resolution image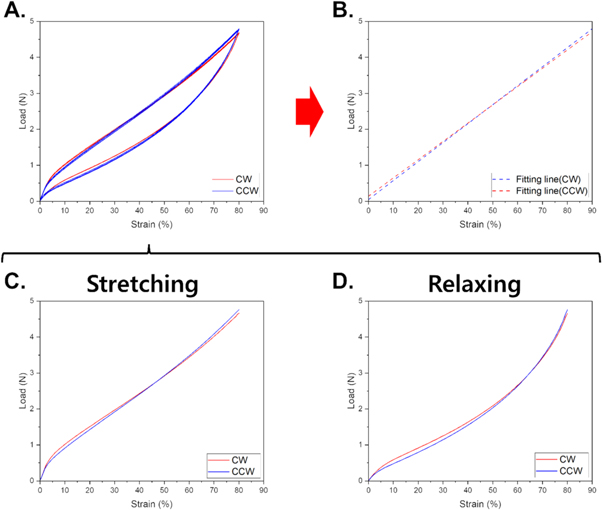
Figure 5. Tensile test result of the DTCA. (A) Comparison of tensile test result of the CW and CCW DTCAs. (B) Fitting line of tensile test data. (C) Tensile test result of the CW and CCW DTCAs in the stretching step. (D) Tensile test result of CW and CCW DTCAs in the relaxing step.
Download figure:
Standard image High-resolution imageTable 3. Uniformity of DTCA fabricated by device.
| Resistance (Ω) | Strain (%) | |||
|---|---|---|---|---|
| Sample | CW | CCW | CW | CCW |
| 1 | 13.84 | 13.95 | 35.66 | 35.47 |
| 2 | 13.90 | 13.83 | 36.03 | 35.35 |
| 3 | 13.92 | 14.02 | 35.36 | 35.16 |
| 4 | 13.85 | 13.98 | 35.37 | 36.02 |
| 5 | 13.93 | 14.05 | 35.23 | 37.38 |
| Mean (Standard Deviation) | 13.89 (0.04) | 13.97 (0.09) | 35.53 (0.32) | 35.88 (0.90) |
Because the torque-compensated DTCA bundle consisted of CW and CCW DTCAs, the actuating performance and properties were measured and compared. The performance of the DTCAs must be properly matched to improve that of the bundle. Table 3 presents the performance of DTCA, which was actuated under a 400 g payload up to 90 °C. The actuating strains of CW and CCW DTCAs were 35.53% and 35.88%, respectively. The strain error was less than 1%.
The response time for variable voltage is also measured (figure 6). The experiments were conducted until the actuator reach 90 °C. When a 6 V input is applied to the DTCA, the temperature of the actuator cannot reach target temperature. The results shows that the convergence temperature decreased as the pre-stretching ratio increased. This suggests that the convection surface area increases as the DTCA is pre-stretched. The DTCA can be fully actuated when the voltage above 8 V is applied. The higher the voltage is applied, the faster the actuator reaches target temperature. The minimum time response within 2 s is obtained for 24 V input.
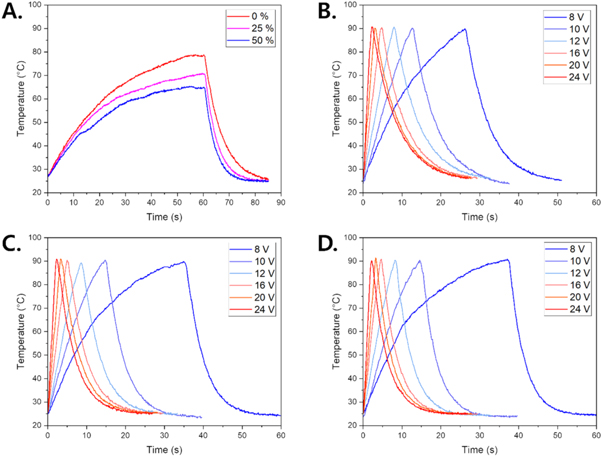
Figure 6. The response of the actuator during heating and cooling sequence under pre-stretched condition (0, 25, 50%) for variable voltage input. (A) Actuation of DTCA under 6 V for pre-stretched condition. Actuation of DTCA for variable voltage input under pre-stretched condition of (B) 0%, (C) 25%, (D) 50%.
Download figure:
Standard image High-resolution imageDuring the 100 cyclic repeated actuation tension on the DTCA is measured (figure 7). At the end of the actuation, the tension changed by only 1.1% (from 8.9 N to 8.8 N) in the actuating state after heating.

Figure 7. Repeatability of the DTCA under 50% pre-stretched condition for 100 cycles. The actuator is heated up to 70 °C.
Download figure:
Standard image High-resolution imageThe actuating performance of the DTCA under variable pre-stretching condition is obtained (figure 8). The tension on the DTCA increases as the temperature and pre-stretching ratio increase. The difference between maximum and minimum tension for each pre-stretched condition shows similar result increases from 3.5 N to 4.6 N. This suggests that tensile force of the DTCA decreases during the contractile actuation. The tension of the DTCA at 90 °C is shown in figure 8(B). As the DTCA is stretched further, the tension increases linearly.
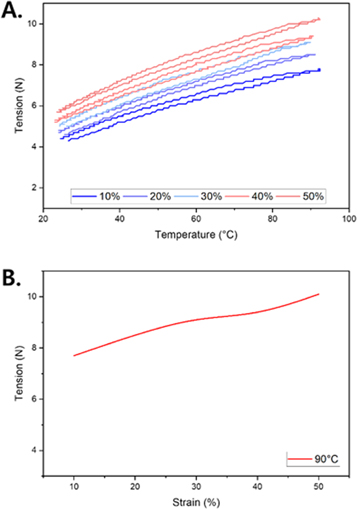
Figure 8. (A) Tension on the pre-stretched DTCA during the actuating and cooling sequence. (B) Tension on the pre-stretched DTCA at the actuating temperature.
Download figure:
Standard image High-resolution image5.2. Torque compensation on the DTCA
For practical applications, such as fabric actuators in wearable robots, multiple strands of the DTCA must be bundled in parallel. In this study, the uncoiling torques of the CW and CCW DTCA were measured and compared to verify torque compensation (figure 9).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 9. (A) Comparison of uncoiling torque of CW and CCW DTCAs under tensile test. (B), (C) Measured torque of the CW and CCW DTCAs under actuating conditions.
Download figure:
Standard image High-resolution image{kind=link}
During the tensile test, both CW and CCW DTCAs exhibited similar increasing tendencies. As the DTCA was stretched from initial state to 80%, the uncoiling torque increased from 3.42 to 8.19 Nmm. The increasing tendency of the uncoiling torque was compared with the trend line of each actuator. The slopes of CW and CCW were 0.0442 and 0.04656, respectively. The uncoiling torque error of the tensile test between the CW and CCW DTCAs was below 8%.
The uncoiling torque from the actuating test indicated a different result. The hysteresis of the CW type was noticeable compared with that of the CCW type. The maximum error between the CW and CCW DTCAs under the actuating test was below 7%.
6. Conclusions
The DTCA is a promising soft actuator compared with the other works (table 4). The simple fabrication process, inexpensive price, and lightness guarantee the potential for use in soft robotic fields, including prosthetics and wearable robotics. This paper proposes a new bundling method that compensates for the uncoiling torque typically observed in DTCAs. The experimental results indicated similar properties, such as stiffness, resistance, and torque, which affect the actuating performance of the bundled actuator. In addition, the measured torque under the tensile test and actuating condition of each type of DTCA had an error of less than 8%. The introduced torque-compensated bundle could generate a large contractile force as more DTCA strands are bundled. The bundled DTCA, which consisted of 24 strands, exhibited over 30% stroke under a 10 kg payload. Although there are some limitations, such as cooling and loss of force, when the DTCA bundles are used for agonist–antagonist motion, the DTCA is a promising soft actuator that can be used for light, silent, and inexpensive application such as prosthetic application for the disabled and power assistive wearable suit for workers, seniors, and rehabilitation trainees.
Table 4. Comparison of developed DTCA with other works.
| References | Materials | Actuation method | Fabrication | Actuation strain |

| Actuation force (1 strand) |
|---|---|---|---|---|---|---|
| Haines et al [16] | Fishing line | External heater | Manual (Non-mandrel) | 34% | 240 °C | 1 Mpa |
| Haines et al [25] | Fishing line | External heater | Manual | 46% | 140 °C | — |
| Wu et al [26] | Fishing line | External heater | Manual | 53% | 110 °C | 1 N |
| Li et al [27] | Fishing line | External heater | Manual | 18% | 110 °C | 1 N |
| Yip et al [28] | Conductive thread | Joule-heating | Manual | 10% | — | 2 N |
| Park et al [29] | Conductive thread | Joule-heating | Manual | 6.8% | 160 °C | 5 N |
| Yang et al [23] | Spandex | External heater | Semi-Automatic | 45% | 130 °C | 0.6 N |
| Sun et al [30] | Conductive thread | Joule-heating | Semi-Automatic | 55% | 150 °C | 0.1 N |
| Semochkin [17] | Fishing line & wire heater | Joule-heating | Automatic | 24.6% | 180 °C | 3 N |
| This research | Spandex & Conductive thread | Joule-heating | Automatic | 31.3% | 90 °C | 4 N |
Acknowledgments
This work was supported by the National Research Foundation of Korea(NRF) grant funded by the Korea government(MSIT) (No. 2021R1A2C3012387 and No. 2020R1A4A1018227).
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).