
Abstract
In this paper, TEP/PMMA composites system and SAN/TEP/PMMA composites system were prepared by in situ polymerization using methyl methacrylate (MMA), triethyl phosphate (TEP) and styrene acrylonitrile copolymer (SAN) as raw materials. The results show that TEP can improve the flame retardant performance of PMMA, and the oxygen index increases from 18.35% to 23.75%, when the content of TEP reaches 20 wt%, UL-94 reaches the V-0 level, but its thermal and mechanical properties are affected by ester group in TEP, which decreases significantly with the increase of TEP content; the mechanical and thermal properties of the composites system are improved with the increase of SAN content and tensile strength. The tensile strength increased from 37.06 MPa to 45.5 MPa, the bending strength increased from 44.58 MPa to 55.01 MPa, and the shore hardness increased from 80HD to 82HD. SAN/TEP/PMMA composites system can improve the initial decomposition temperature and increase 16 °C, the flame retardant performance of SAN/TEP/PMMA composites system is not affected by SAN content, and the visible light transmittance of both TEP/PMMA and SAN/TEP/PMMA composites system can reach 88%. This research will be of great significance in many fields such as architecture, automobile, home decoration, advertising and so on.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Polymethyl methacrylate (PMMA) is a kind of high molecular material with light transmittance of 92%, and has good weather resistance, electrical insulation and processing performance. It is widely used in traffic, construction and other fields. However, PMMA is composed of three elements, carbon, hydrogen and oxygen, and there are many single bond structures such as methyl, and its oxygen index (LOI) is about 17%–18%. Therefore, PMMA has poor mechanical properties and thermal stability and is very easy to burn when it is in fire. Meanwhile, it will cause serious dropping phenomenon during combustion, causing secondary disasters. Therefore, many scholars combine PMMA with different flame retardant [1–6] and reinforcement [7–12], to improve the flame retardant and mechanical properties of PMMA.
Wang et al [13] synthesized phosphorous containing acrylic acid monomer (HPD) with phenyl dichlorophosphoryl (PPD), diethyl hydroxymethylphosphonate (DHMP) and triethylamine (TEA), and modified PMMA. It is found that HPD/PMMA has good transparency. When HPD is 15 mol%, the LOI value of the copolymer is 27.5%, and it reaches UL-94 V-0. Ugur et al [14] prepared fiber materials by electro-spinning with polyethyleneimine (PEI) and silk fibroin (SF) as raw materials, which not only improved the elastic modulus and tensile stress of PMMA, but also got higher melting temperature.
Halogen, silicon and inorganic flame retardants are the main flame retardants in China. However, halogen flame retardants will generate toxic gases such as polybrominated dioxins and corrosive gases such as hydrogen halide when burning, which has a serious impact on the environment and personal safety [15]. Therefore, halogenated flame retardants will be avoided as far as possible for polymer flame retardant modification. The silicon flame retardant can improve the thermal stability and dimensional stability of the polymer, and a small amount of silicon flame retardant can achieve good flame retardant effect, it is widely used in flame retardant modification of polymer [16–19], Wang et al [20] grafting 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO) on the surface of nano silica to PMMA. It was found that silica grafted DOPO can not only maintain the good transparency of PMMA, but also form a dense carbon protective layer on the surface of the matrix material due to the synergistic flame retardancy of nano particles and phosphorus containing flame retardant, which greatly improves the flame retardancy of PMMA. However, for high transparency PMMA materials, silicon based flame retardants will reduce their transparency, so silicon-based flame retardants are more suitable for opaque or translucent polymers.
Phosphate ester is a kind of organic phosphorus flame retardant with dual function of flame retardant and toughening, which can inhibit toxic gas and corrosive gas produced by the residue after burning polymer. As a kind of environmental friendly flame retardant with low smoke and low toxicity, phosphate ester is widely used in polymer flame retardant research [21–26]. Baya et al [26] prepared polyamide 11(PA11) nanocomposites by melt compounding palygorskite fiber clay (Pal) and melamine polyphosphate (MPP). It was found that MPP reduces the thermal stability of PA11 nanocomposites, and the synergistic effect between Pal and MPP can improve its combustion performance. Tian et al [27] synthesized four kinds of silane modified polyphosphate esters (SiPPAEs). It was found that the stability of SiPPAEs was higher than that of PPAEs. The thermal stability of the coating increases with the increase of silane content. Liu et al [28] studied the effect of methyl methacrylate (MMA) on the properties of unsaturated phosphate copolymer (poly [UPE-co-MMA]). The G value of poly [UPE-co-MMA] was 88.93%, the transmittance was 91.72%, and the tensile strength was increased from 14.62 MPa to 26.95 MPa when the content of MMA was 50 wt%. Triethyl phosphate (TEP), as an oily transparent liquid, has a large amount of phosphorus in its structure, which can promote the dehydration and carbonization of the polymer during combustion, thus reducing the amount of combustible gas produced by the thermal decom-position of the polymer, and the generated carbon film can also isolate the outside air and heat [29]. However, the ester group in TEP structure increases the flexibility of PMMA molecular chain, resulting in the decrease of mechanical properties of TEP/PMMA composites, which seriously limits its application.
At present, the mechanical properties of PMMA are mainly modified by crosslinking and adding polymer with large volume phenyl structure. Gholamreza et al [30] added nano clay to 75:25 polyurethane-polymethyl methacrylate (PU-PMMA) IPN to improve its mechanical properties. The results showed that when the particle size of nano clay was less than 1 mm, the proportion of nano clay in IPN system could be increased to broaden the range of Tan δ peak; when the content of nano clay reached 1.2 wt%, IPN had the highest storage modulus and the widest Tan δ peak δ peak. Styrene acrylonitrile copolymer (SAN) is a colorless and transparent thermoplastic resin with high gloss, high impact, good heat resistance and mechanical properties [31–35]. Liao et al [33] modified SAN resin with functional titanate (TAPP) and prepared PP/SAN-TAPP composites by melt blending. It was found the mechanical properties and thermal stability of PP/SAN-TAPP composites could be improved by adding SAN qualitative and flame retardant property. If it is compounded with PMMA, it can not only maintain the good light transmittance of PMMA, but also improve the thermal and mechanical properties of PMMA. In most literatures, the visible light transmittance (380 nm–780 nm) of PMMA is not tested, so it is not guaranteed to improve the mechanical properties of PMMA and ensure its high transmittance.
In view of the above, in this study, according to the recommendations of the literature, different contents of TEP and SAN were compounded with PMMA, and TEP/PMMA composites and TEP/SAN/PMMA composites were prepared by bulk polymerization. TEP can improve the flame retardancy of PMMA, and SAN can improve the mechanical properties of TEP/PMMA composites. This study will be of great significance in many fields such as construction, automobile, home decoration, advertising and so on.
2. Experimental
2.1. Materials
MMA were analytical pure from Kefeng Chemical Reagent Co., Ltd (Shanghai, China). NaOH were analytically pure from Guanghua Technology Co., Ltd (Guangdong, China); CaCl2 were analytically pure form Damao Chemical Reagent Factory. (Tianjin, China); AIBN were analytically pure form Guangfu Fine Chemical Research Institute. (Tianjin, China); 95% Ethanol were analytically pure form Fuyu Fine Chemical Co., Ltd (Tianjin, China); TEP were analytical pure form Fuchen Chemical Reagent Factory. (Tianjin, China); SAN were industrial grade form Lejin Yongxing Chemical Co., Ltd (Ningbo, China);
2.2. Preparation of TEP/PMMA and SAN/TEP/PMMA composites
2.2.1. Refining of raw materials
MMA was purified by 10% NaOH solution and distilled water, dried with anhydrous CaCl2 for 30 min, and then treated by vacuum distillation.
AIBN was purified by 95% ethanol at 80 °C and air drying over 24 h.
TEP/PMMA and SAN/TEP/PMMA composites were prepared by bulk polymerization.
2.2.2. Preparation of TEP/PMMA composites
Refrigeration and heating cycle tank, equipped with a 2000 ml flask with three necks and a stirring rod, when was heated until at 85 °C, was added with 450 g refined MMA and AIBN(0.45 g, 0.1 wt%). The system was stirred at 85 °C for 16 min. TEP with different proportions (0, 5, 10, 15, 20 and 25 wt%) added to form the corresponding TEP/PMMA slurry when the system cooled to room temperature. Moreover, molded it into a mould (30 cm × 30 cm) after standing for 20 min, and then placed for 10 min, bubbled and sealed. After that, the composites was polymerized in water bath at 60 ± 0.5 °C for 4 h, treated in an oven at 120 ± 1 °C for 2 h, and demolded when cooled to room temperature. The TEP/PMMA composites with different amount of TEP was obtained with a thickness of 5 ± 0.05 mm.
2.2.3. Preparation of SAN/TEP/PMMA composites
Refrigeration and heating cycle tank, equipped with a 2000 ml flask with three necks and a stirring rod, when was heated until at 85 °C, was added with 450 g refined MMA and AIBN(0.45 g, 0.1 wt%). The system was stirred at 85 °C for 18 ± 2 min until it formed a viscous paste as well as glycerin. TEP (90 g, 20 wt%) added to form the cor-responding TEP/PMMA slurry when the system cooled to 60 °C, and then SAN (0, 5, 10, 15 and 20 wt%) added into TEP/PMMA slurry system until SAN was completely dissolved. SAN/TEP/PMMA composites with different amount of SAN was obtained with a thickness of 5 ± 0.05 mm by the same polymerization process of TEP/PMMA composites above.
2.3. Characterization
Transmittance of TEP/PMMA and SAN/TEP/PMMA (thickness is 5 ± 0.5 mm) were measured by ultraviolet visible near infrared spectrometer with Cary5000 of Agilent company. Their vertical burning (UL-94) tests according to the testing procedure GB/T 8624-2012. The flame retardant performance tester is LFY-601 of Shandong Textile Research Institute. The sample dimension is 130 mm × 13 mm × (5 ± 0.5) mm. Their Limiting oxygen index (LOI) tests according to the testing procedure GB/T 2406.1-2008 by MODIS Combustion Technology Co., Ltd. The sample dimension is 10 mm × 8 mm × (5 ± 0.5) mm. Thermoravimetric analysis (TGA) was carried out by using METTLER TOLEDO company in Switzerland with heating range of 50 °C–500 °C, heating rate of 10 °C min−1, N2 flow rate of 50 ml min−1. The weight of each sample was about 5 mg–10 mg. The TG-FTIR test was carried out by using NETZSCH STA449 F5 Jupiter-American thermophilic NICOLET is 50. The heating range was 25 °C–600 °C, heating rate was 10 °C min−1, N2 flow rate was 50 ml min−1, and the sample mass was about 5 mg–10 mg. The hardness was tested by LX-D pointer shore hardness tester of WeiDu electronic company. Bending strength and tensile strength were tested by LDS20KN computer-controlled tensile testing machine of Changchun intelligent instrument and Equipment Co., Ltd. The bending strength test parameters were l = 64 mm, F = 20 KN, v = 5 mm min−1. The tensile strength test parameters were F = 20 KN, v = 10 mm min−1. The samples were prepared according to GB/T1040.1-2006, and the sample dimension were 10 mm × 8 mm × (5 ± 0.5) mm. Fourier transform infrared (FTIR) spectra were recorded with a NICOLET 6700 of Thermo Fisher technology company at 4,500–400 cm−1. Scanning electron microscope testing (FESEM) performed with JSM-7610F field emission of Japan Electronic Optics Company. Refractive index was measured by way Abbe refractometer of Shanghai Instrument electrical physical and optical instruments Co., Ltd.
3. Results and discussion
3.1. Properties of TEP/PMMA composites
3.1.1. Visible light transmittance of TEP/PMMA composites
As shown in figure 1, the transmittance of TEP/PMMA in the visible light range is 2% lower than that of PMMA, but the transmittance is more than 89% with the content of TEP change. This is because both TEP and PMMA are highly transparent materials with refractive index of 1.407 and 1.414 respectively, and both contain a certain amount of non-polar ester groups, so the light reflection, scattering and absorption loss are small.

Figure 1. Transmittance curve (a) and oxygen index combustion spline macrograph (b) of TEP/PMMA transparent composites with different TEP content: (1) TEP0%; (2) TEP 5%; (3) TEP 10%; (4) TEP 15%; (5) TEP 20%; (6) TEP25%.
Download figure:
Standard image High-resolution image3.1.2. Thermal performance analysis of TEP/PMMA transparent composites
The initial decomposition temperature corresponding to 5% weight loss of the material and the residual amount at high temperature are taken as the characterization parameters of the thermal stability of the material, which is determined by the chemical structure of the polymer [36]. At this temperature, the physical properties of the polymer change significantly [37].
Figure 2 shows the TG curve and key thermogravimetric datas of TEP/PMMA transparent composites. The initial decomposition temperature of TEP/PMMA transparent composites decreases with the increase of TEP content. The reason is that the bond energy required for breaking P-O bond and P = O bond in TEP molecule is lower than that of PMMA [38]. Meanwhile, TEP is a low molecular weight compound, and its decomposition activation energy is lower than that of PMMA, which makes the initial decomposition temperature of TEP/PMMA decreases with the content of TEP increasing. From the decomposition temperature corresponding to 50% weight loss of the material, the error is only 2 °C–3 °C relative to PMMA. According to the previous paper, TEP/PMMA composites will generate carbon when heated, which makes the decomposition of C=C double bond at the end of PMMA molecular chain difficult, and the thermal properties of TEP/PMMA composites are improved to varying degrees due to the influence of chain extension and cross-linking reaction. However, the residual carbon rate at high temperature is the highest, with an error of only 4%.

Figure 2. TG curves and key thermogravimetric datas of TEP/PMMA transparent composites.
Download figure:
Standard image High-resolution imageIt is obvious from figure 3 that there is only one glass transition temperature (Tg) of TEP/PMMA composites, so TEP and PMMA have good compatibility. When the content of TEP reaches 20%, the Tg of TEP/PMMA composites decreases by 48 °C. Because the ester group in TEP greatly improves the flexibility of PMMA molecular chain, and also increases the distance between PMMA molecular chains, which weakens the mutual attraction and entanglement between PMMA molecular chains, and makes the internal rotation of PMMA molecular chain easier, PMMA molecular segments are easy to move[38]. In conclusion, TEP can significantly reduce the thermal properties of PMMA.

Figure 3. DSC curves of TEP/PMMA composites.
Download figure:
Standard image High-resolution image3.1.3. Flame retardancy analysis of TEP/PMMA transparent composites and mechanism of flame retardant
According to the figure 3, TEP and PMMA have excellent compatibility. It can be seen from TG curve that the degradation of TEP/PMMA transparent composites has only one stage, that is, from 200 °C and 420 °C. According to the TG curve of 25 wt% TEP/PMMA transparent compo-sites, the DTG curve is drawn as figure 4. It can be seen from figure 4 that the peak temperature of thermo-gravimetric rate of TEP/PMMA transparent composites is about 378 °C. TG-FTIR three-dimensional images of 25% TEP/PMMA trans-parent composites were made as figure 5.
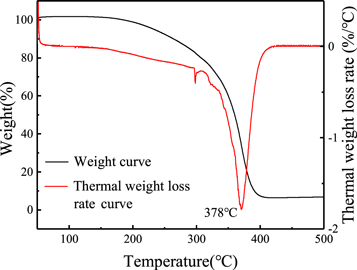
Figure 4. TG and DTG curves of 25% TEP/PMMA transparent composites.
Download figure:
Standard image High-resolution image
Figure 5. TG-FTIR 3D spectra of thermal degradation of 25% TEP/PMMA transparent composites in nitrogen atmosphere.
Download figure:
Standard image High-resolution imageThrough the comprehensive analysis of figure 6 and table 1, it is found that the absorption peaks of –CH2 and –CH3 can be observed at 2981 cm−1 and 1460 cm−1, indicating that hydrocarbon gas is escaping at this time; At the same time, the absorption peaks of olefins were observed at 3100 cm−1, 910 cm−1 and 1640 cm−1, which indicated that MMA monomer was formed during the pyrolysis of PMMA. Because the PMMA obtained by radical polymerization includes disproportionation terminated and coupling terminated molecular chains. The two kinds of molecular chains are not only similar in structure, but also produce MMA monomer after 'depolymerization'. The MMA monomer generated by pyrolysis is not only easy to burn, but also can promote the further 'depolymerization' of PMMA, resulting in the rapid pyrolysis and combustion of PMMA after ignition [15]. There are strong absorption peaks of C=O and C–O at 1740 cm−1 and 1200 cm−1, the absorption peaks of P=O and P–O–R at 1300 cm−1 and 1045 cm−1 can be seen in the infrared absorption spectrum at 378 °C.
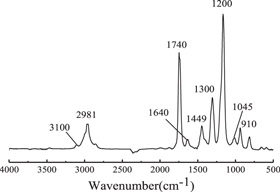
Figure 6. FTIR image of 25% TEP/PMMA transparent composites at 378 °C.
Download figure:
Standard image High-resolution imageTable 1. Corresponding table of functional group structure of infrared absorption peak.
| Absorption frequency /cm−1 | Peak value /cm−1 | Chemical bond | Vibration mode | Type of compound |
|---|---|---|---|---|
| 3115 ∼ 2880 | 2981 | C–H | Stretch | Hydrocarbon |
| 1510 ∼ 1300 | 1460 | C–H | Bend | |
| 3100 ∼ 3000 | 3100 | C=C–H | Stretch | |
| 910, 890 | 910 | C=C–H | Bend | |
| 1640 | 1640 | C=C | Stretch | |
| 1750 ∼ 1735 | 1740 | C=O | Stretch | Carbon oxides |
| 1250 ∼ 1200 | 1200 | C–O | Stretch | |
| 1300 ∼ 1250 | 1300 | P=O | Stretch | Phosphorus oxides |
| 1050 ∼ 1030 | 1045 | P–O–R | Stretch |
As shown in figure 7, this is due to the release of HPO2−, PO−, PO2− and other phosphorus oxygen ions during TEP heating. These ionic intermediates can capture the H+ and OH– generated by PMMA combustion and form pyro-phosphate and polyphosphate structures after concentration. In addition, TEP can catalyze the dehydration reaction at the end of PMMA chain, promote carbon formation, promote the formation of a large number of carbon layers on the surface of PMMA, slow down heat conduction, isolate air, and cause combustion interruption [39]. It is obvious from table 2 that the LOI of TEP/PMMA transparent composites increases gradually with the increase of TEP dosage. When the dosage of TEP reaches 20%, its flame retardancy can reach V-0.

Figure 7. Flame retardant mechanism of TEP/PMMA transparent composites.
Download figure:
Standard image High-resolution imageTable 2. LOI value and UL-94 vertical burning level of TEP/PMMA transparent composites.
| Sample | UL-94 | LOI/% |
|---|---|---|
| TEP 0% | Fail | 18.35 |
| TEP 5% | Fail | 19.85 |
| TEP 10% | Fail | 21.35 |
| TEP 15% | Fail | 21.95 |
| TEP 20% | V-0 | 22.35 |
| TEP 25% | V-0 | 22.75 |
As figure 8, according to TEP/PMMA transparent composites DTG curve, fixed wave number volatile gas compositions and temperature curve, it can be found that the characteristic absorption peaks of low hydrocarbons at 2981 cm−1, carbon oxides at 1200 cm−1 and phosphorus oxides at 1300 cm−1 are basically consistent with DTG curve, and their maximum absorption intensity is at the same temperature, which proves that TEP/PMMA thermal decomposition has only one stage, The volatilization of low hydrocarbons and carbon oxides are the main part of TEP/PMMA thermal degradation.

Figure 8. Quantitative analysis of escaping gas.
Download figure:
Standard image High-resolution image3.1.4. Mechanical property analysis of TEP/PMMA transparent composites
The mechanical properties of PMMA, such as strength, hardness and fracture toughness, is related to the molecular structure of PMMA, the flexibility of molecular chain and the force between molecular chains. The combination of TEP and PMMA is mainly in the form of topological entangle-ment and condensation entanglement, which does not change the molecular structure of PMMA in TEP/PMMA trans-parent composites. At the same time, a large number of ethyl groups in TEP structure improve the flexibility of PMMA molecular chain, increasing the distance between PMMA molecular chains, weakening the mutual attraction and entanglement between PMMA molecular chains, and making the internal rotation of PMMA molecular chains easier. Therefore, the introduction of TEP will greatly reduce the strength and hardness of PMMA, as shown in figure 9. More precisely, the tensile strength of TEP/PMMA transparent composites decreased by 57.92% from 77.45 MPa to 32.59 MPa, the bending strength decreased by 61.99% from 100.31 MPa to 38.13 MPa, and the shore hardness decreased by 10.34% from 87 HD to 78HD. However, the elongation at break of TEP/PMMA system increases significantly by 1012.96% from 10.8% to 120.2% with the content of TEP increasing. The fracture mode of TEP/PMMA transparent composites gradually changed from brittle fracture to ductile fracture. The TEP/PMMA transparent composites showed good fracture toughness when the content of TEP was more than 15%.
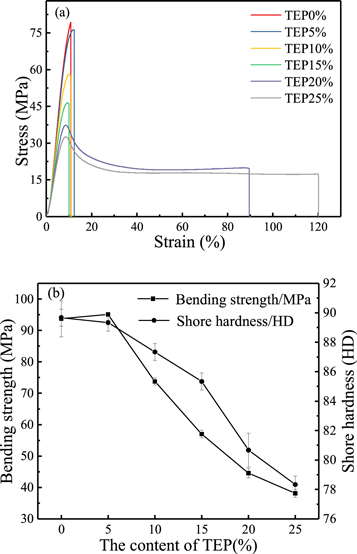
Figure 9. Variation curve of mechanical properties of TEP/PMMA transparent composites: (a) Stress/strain curve (b) Curve of flexural strength and shore hardness.
Download figure:
Standard image High-resolution imageThe results show that the TEP/PMMA transparent composites can meet the V-0 grade flame retardancy and exhibit excellent fracture toughness when the content of TEP reaches 20%. However, the tensile strength, flexural strength and hardness of TEP/PMMA transparent composites decreased significantly. Therefore, the use of SAN to modify TEP/PMMA transparent composites are described in detail in the below.
3.2. Properties of SAN/TEP/PMMA composites
In order to ensure the V-0 flame retardant property of SAN/TEP/PMMA composites, the TEP content is always kept at 20 wt%. The influence of SAN on the performance of TEP/PMMA transparent composites is studied. The following will study the interface compatibility, visible light transmittance thermal performance analysis, mechanical property analysis and combustion performance of SAN/TEP/PMMA.
3.2.1. Interface compatibility of SAN/TEP/PMMA composites
TEP is easily soluble in organic solvents, and the solubility parameters of MMA and SAN particles are about 8.7  and 9.3
and 9.3  [40], which can be mutually soluble. PMMA, TEP, SAN and SAN/TEP/PMMA composites were analyzed for structural elucidation by FTIR spectroscopy as shown in in figure 10.
[40], which can be mutually soluble. PMMA, TEP, SAN and SAN/TEP/PMMA composites were analyzed for structural elucidation by FTIR spectroscopy as shown in in figure 10.
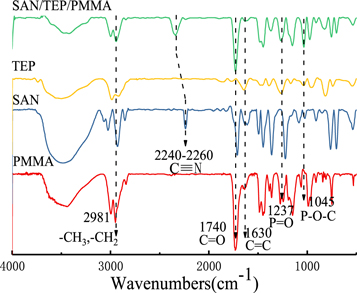
Figure 10. FTIR spectra of pure PMMA, SAN, TEP and SAN/TEP/PMMA composites.
Download figure:
Standard image High-resolution imageIn the FTIR spectra of PMMA and SAN/TEP/PMMA composites have the stretching vibration absorption peak of -CH3, C–O–C, C–C and C–O at 2981 cm−1, 1250–1200 cm−1, 1650–1630 cm−1 and 1740 cm−1. SAN/TEP/PMMA composites has P–O and P–O–C stretching vibration absorption peaks of TEP at 1237 cm−1 and 1045 cm−1. SAN/TEP/PMMA composites also has the benzene and nitriles stretching vibration absorption peaks of SAN at 3100–3000 cm−1, 1600–1585 cm−1, 1500–1400 cm−1, 1300–1000 cm−1, 900–675 cm−1 and 2260–2240 cm−1. All the evidences suggest that SAN, TEP and PMMA mixed and dissolved very well in SAN/TEP/PMMA composites. This also demonstrated in figure 11. There is no obvious interface between PMMA, TEP and SAN, which indicated that they have good physical compatibility and form a homogeneous system.
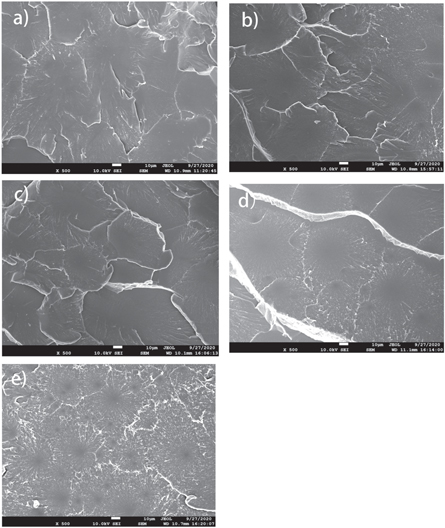
Figure 11. SEM of impact section of SAN/TEP/PMMA transparent composites: (a) SAN0%; (b) SAN5%; (c) SAN10%; (d) SAN15%; (e) SAN20%.
Download figure:
Standard image High-resolution image3.2.2. Visible light transmittance of SAN/TEP/PMMA composites
Figure 12 illustrates that SAN introduced into the TEP/PMMA composites is still a high transparent material. The transmittance is still above 87% at 550 nm for instance shown imaginary line in figure 12. This is because the refractive index of SAN is 1.57 and that of TEP/PMMA is 1.482. Their refractive index are close to each other. However, the light transmittance decreases with the addition of SAN. The reason is that with the increase of SAN content, the mass phenyl content will also increase, resulting in birefringence, which leads to the decrease of transparency of SAN/TEP/PMMA composites. In addition, it can be seen from figure 11 that when the SAN content is higher than 15%, small black spots are appeared in the SEM, so there is a certain degree of phase separation in the composites probably.
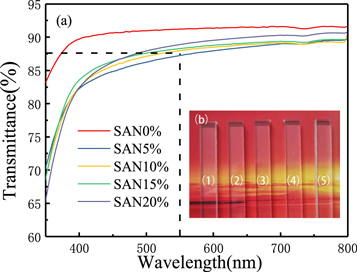
Figure 12. Transmittance curve (a) and macrograph (b) of SAN/TEP/PMMA transparent composites with different SAN contents: (1) SAN0%; (2) SAN5%; (3) SAN10%; (4) SAN15%; (5) SAN20%.
Download figure:
Standard image High-resolution image3.2.3. Thermal performance analysis of SAN/TEP/PMMA transparent composites
According to the above, TEP can reduce the thermal properties of PMMA and introduce SAN molecular structure into TEP/PMMA transparent composite. On the one hand, there are large volumes of phenyl and strong polar cyano groups in the SAN molecular structure. The large volume of phenyl increases the rotational resistance within the PMMA molecular chain, and the strong polar cyano group increases the interaction force of the PMMA molecular chain, resulting in the increase of the decomposition activation energy of the PMMA molecular chain [41]; on the other hand, the bond energy of the phenyl and cyano groups in the SAN molecular structure is larger, and the decomposition activation energy of SAN itself is higher than that of PMMA. The introduction of SAN molecular structure into TEP/PMMA transparent composite can effectively alleviate the decrease of T5% of TEP/PMMA transparent composite, and increase the range of decomposition temperature corresponding to 50% weight loss (T50%) of TEP/PMMA transparent composite. Therefore, SAN can effectively improve the thermal stability of TEP/PMMA transparent composites, as shown in figure 13.
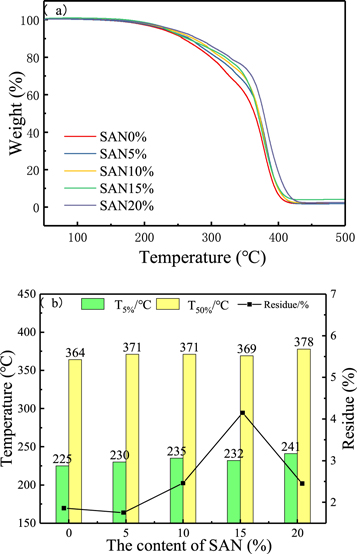
Figure 13. TG curves and key thermogravimetric datas of SAN/TEP/PMMA transparent composites.
Download figure:
Standard image High-resolution imageT5% of SAN/TEP/PMMA transparent composite is reduced from 72 °C to 56 °C and T50% is increased from only 2 °C to nearly 14 °C compared with TEP/PMMA transparent composites when the content of SAN was 20 wt%.
3.2.4. Mechanical property analysis of SAN/TEP/PMMA transparent composites
According to the above, the large volume of phenyl and strong polar cyano groups in SAN structure will increase the internal rotation resistance and intermolecular force of TEP/PMMA molecular chain. They result in poor compliance of TEP/PMMA molecular chain, increasing the elastic modulus of TEP/PMMA molecular chain, thus improving the strength and hardness of TEP/PMMA transparent composites, as shown in figure 14.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
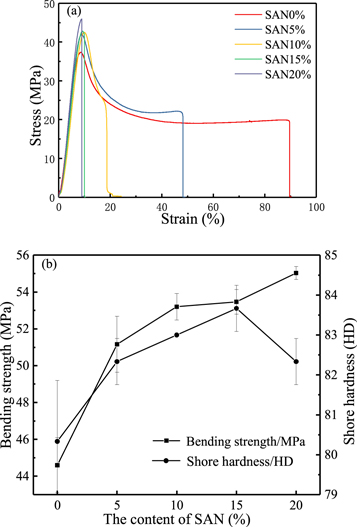
Figure 14. Variation curve of mechanical properties of SAN/TEP/PMMA transparent composites:(a) Stress/strain curve (b) Curve of flexural strength and shore hardness
Download figure:
Standard image High-resolution image{kind=link}
The tensile strength of SAN/TEP/PMMA transparent composites increases from 37.06 MPa to 45.5 MPa, the bending strength from 44.58 MPa to 55.01 MPa with the content of SAN increasing. This is due to the existence of large volume of phenyl in SAN system, which improves its mechanical properties. But the shore hardness from 80HD to 83.5 HD when the content of SAN is 15 wt%. Therefore, the content of SAN should not be too large. On the one hand, according to the SEM, if the SAN content is too much, there will be phase separation between SAN and PMMA, which will affect the transmittance of SAN/TEP/PMMA composites; On the other hand, there are strong polar cyano groups in SAN, which lead to the introduction of too many strong polar cyano groups into PMMA molecular chain. The electrostatic repulsion of strong polar cyano groups is greater than the attraction, and the interaction force of PMMA molecular chain will be reduced; Therefore, whether the mechanical properties of SAN/TEP/PMMA transparent composites improve or decrease depends on the combined effect of large volume phenyl and polar cyano groups[42].
In conclusion, when the SAN content is 15 wt%, the mechanical properties of SAN/TEP/PMMA transparent composites are the best.
3.2.5. Flame retardancy analysis of SAN/TEP/PMMA transparent composites
According to the above, TEP/PMMA transparent composites can reach V-0 level when the content of TEP reaches 20 wt%. UL-94 vertical burning level of SAN/TEP/PMMA transparent composites can reach V-0 level, but LOI value shows a downward trend according to table 3. Because the relative content of TEP in SAN/TEP/PMMA system decreases with the content increase of SAN, and the effective phosph-orus content in the system decreases.
Table 3. LOI value and UL-94 vertical burning level of SAN/TEP/PMMA transparent composites.
| Sample | UL-94 | LOI/% |
|---|---|---|
| SAN 0% | V-0 | 22.35 |
| SAN 5% | V-0 | 21.85 |
| SAN 10% | V-0 | 21.8 |
| SAN 15% | V-0 | 21.8 |
| SAN 20% | V-0 | 21.8 |
4. Conclusions
In summary, SAN, TEP and PMMA have good compatibility. The visible light transmittance of TEP/PMMA transparent composites and SAN/TEP/PMMA transparent composites can reach more than 87% at 550 nm when the content of TEP and SAN reached 25% and 20%. The flame retardant properties of TEP/PMMA transparent composites and SAN/TEP/PMMA transparent composites reached V-0 level. SAN can effectively improve the thermal stability of TEP/PMMA transparent composites. When the content of SAN is 20 wt%, the tensile strength, bending strength of SAN/TEP/PMMA transparent composites increased from 37.06 MPa to 45.5 MPa, 44.58 MPa to 55.01 MPa respectively. The fracture of SAN/TEP/PMMA transparent composites changed from ductile fracture to brittle fracture when the content of SAN was more than 15%. When the content of SAN is 15 wt% and the shore hardness increased from 80 HD to 83.5 HD. Therefore, when the ratio of TEP/SAN reaches 20 wt%/15 wt%, the TEP/SAN/PMMA transparent composites can achieve V-0 flame retardancy, without phase separation, and the mechanical properties are the best.
Acknowledgments
The authors would like to acknowledge financial support from Special project of major science and technology innovation in Shaanxi province of China (2017ZKC04-84) and Scientific Research Fund Project of Shaanxi University of Technology (SLG1810).
Data availability statement
The data that support the findings of this study are available upon reasonable request from the authors.