
Abstract
Fe-Cu-Ni-Sn-Graphite oil-bearing self-lubricating composite was prepared using powder metallurgy method through multiple sintering-rolling processes and oil impregnation vacuum-assisted method. The tribological property of the composite were characterized by a UMT-2 tribometer. And the micro-structure and worn surface of composite were investigated by an optical microscope, SEM (scanning electron microscopy), XRD (X-Ray Diffraction) and EDS (energy disperse spectroscopy). The results show that the porous oil-bearing self-lubricating composite exhibit an excellent long-term low-friction and antiwear properties. Especially, the friction coefficient of the composite after secondary rolling and sintering decreased by 38% compared to that of the sample without sintering-rolling. After sliding for 21 h, the friction coefficient of the composite still keep relatively stable at a low value. In addition, the wear resistance of the composite has greatly improved after secondary rolling and sintering. And the wear loss of the 40Cr counterpart is almost wear-free and presents oil-graphite mixture around the wear track, which reveals that solid-liquid synergetic lubrication is the potential lubrication mechanism during the sliding process.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Iron-based self-lubricating materials prepared by powder-metallurgy technology were widely used on automobile, instrumentation, agricultural engineering, precision machinery and other fields due to their abundant raw materials, high strength, good shock absorption capacity and tribological properties [1–5]. The iron-based porous oil-bearing materials [3], such as cooling bed bearing, conveying track bearing, sliding guide rail of machine tool, hydraulic power steering valve sleeve and conventional engine design, are mostly prepared by powder metallurgy process, which have significant oil-bearing self-lubricating and energy-saving characteristics [6, 7]. In the course of service, the oil stored in the pores of the matrix continuously precipitates to the friction interface, keeping the friction state in the boundary lubrication condition [8]. The research on the self-lubricating characteristics is mostly focused on solid bearing materials [9]. The iron-based porous oil-bearing materials can provide more superior tribological performance on the basis of sufficient mechanical strength due to the oil-bearing lubrication effect, which is expected to improve the friction-reducing performance under boundary lubrication condition [7, 10].
As an inherent property of powder metallurgy iron-based materials, porosity can reduce the mechanical strength to some extent, which is difficult to give consideration to both the high load-bearing and excellent self-lubricating properties for powder metallurgy materials [11]. The combination of porous oil-bearing design and solid-lubrication technology can form a solid-liquid synergistic lubrication effect, which can effectively improve the tribological properties of the sliding interfaces [12]. Solid-lubrication technology is an effective method to improve the boundary lubrication performance, which is widely used in surface modification of bearings and other lubricating parts [13]. As a solid lubricant, graphite has the characteristics of low shear strength, easy sliding, loose and porous surface and excellent antifriction performance as solid lubricant, which is easy to penetrate into the sliding or rotating parts and play a good role on lubrication [14]. Nevertheless, it is still a great challenge to ensure adequate mechanical strength on the basis of self-lubricating performance. The traditional method to improve load-bearing property is to adjust the pore parameters and the molding process or introducing the second phase for the self-lubricating design. Inspired by the multilayer structure of human articular cartilage, bender et al [15] prepared bearing material with gradient porosity by secondary pressure molding on the surface of powder metallurgy material, and analyzed the influence of pressure process on the pore gradient distribution. The composite layer sintered bearing material with high strength and wear resistance was prepared by the secondary molding method. Mouri et al [16] prepared high-strength and wear-resistant composite sintered bearing materials by secondary molding, which shows obvious advantages and good application prospects in industrial production.
The traditional guide slide plate of mould needs to be supplied with lubricating oil regularly, so the maintenance cost is high. In the previous research, we used the powder metallurgy (P/M) material as the guide slide plate of the die, but the mechanical strength and stiffness could not meet the usage requirement under heavy load condition because of low density of the porous P/M iron-based material. To improve the stiffness of the P/M material in the application, this paper proposes a method to sinter and roll the P/M material as a lubricating layer on copper-plated steel back according to the application of porous oil-containing P/M porous materials on self-1ubricating·bearings [17, 18], and the mechanical property was strengthened by secondary rolling and secondary sintering processes. Further, the addition of graphite in the mixing process can form a solid-liquid synergistic lubrication effect, which has effective improvement on the lubrication properties. This design composed of porous oil-containing material has high rigidity and low loss factor, which can significantly improve the tribological property of the sliding joint surface together with the lubricating oil.
2. Materials and methods
2.1. Materials
The raw materials used in the experiment include iron powder, nickel powder, copper powder, tin powder and graphite powder. The specifications of various powders are shown in table 1. The powders used in this paper are widely used in mechanical industry.
Table 1. Specifications of raw material powders.
| Name | Specification | Purity/% | Appending proportion (wt%) |
|---|---|---|---|
| Iron powder | ≈45 μm, NC100.24, Höganäs | >99.4 | 40 wt% |
| Nickel powder | ≈50 μm, Shanghai, No. 2 Metal Smeltery | >99.8 | 15 wt% |
| Copper powder | ≈75 μm Shanghai, No. 2 Metal Smeltery | >99.5 | 35 wt% |
| Tin powder | ≈80 μm Shanghai, No. 2 Metal Smeltery | >99.5 | 6 wt% |
| Graphite powder | ≈20 μm Shanghai, No. 2 Metal Smeltery | >99.5 | 4 wt% |
The raw materials were weighed by an electronic balance with an accuracy of 0.1mg. During the mixing process, 10 g ∼ 12 g (≈2 wt%) lubricating oil (room temperature viscosity: 450 CPS) was added as auxiliary material for pore forming and mixed evenly in a three-dimensional mixer for 2 ∼ 3 h. The copper plated steel was used as the substrate to improve its strength and stiffness. The thickness of cladding copper was about 8 ∼ 15 μm. It was pressed on a 40T pressing machine, the pressure was 600 ∼ 650 MPa, which was holding for 2 min before sintering. The samples were sintered at 1080 °C for 90 min. And then cooled with the furnace. Both the sintering and cooling processes were in nitrogen atmosphere. After the above process, the samples were carried out by secondary rolling and secondary sintering. The parameters for sintering and rolling processes are shown in table 2. All the samples were treated with vacuum oil immersion (Parameter of oil: room temperature viscosity 380 cps) at 120 °C.
Table 2. Parameters for sintering and rolling processes.
| Number (Name) | Technological process | Sintering temperature | Rolling temperature | Secondary sintering temperature |
|---|---|---|---|---|
| 1 (P16-6) | Sintering | 1080 °C | / | / |
| 2 (P16-5) | Sintering-Rolling | 1080 °C | 900 °C | / |
| 3 (P16-4) | Sintering-Rolling-Sintering-Rolling | 1080 °C | 900 °C | 1080 °C |
Table 3. Preparation technology.
| Number (Name) | Sinter height (μm) | Average porosity (%) | Mean of aperture size (μm) | Brinell hardness (HBS) |
|---|---|---|---|---|
| 1 (P16-6) | 2885 μm | 40.2% | 182 μm | 8.2 |
| 2 (P16-5) | 2417 μm | 33.5% | 173 μm | 7.2 |
| 3 (P16-4) | 1672 μm | 27.8% | 158 μm | 10.3 |
2.2. Characterization
The hardness of sintered samples was tested on a brinell hardness tester (HB-62.5kg, Laizhou Instrument Equipment Co., LTD., China); the mechanical properties at room temperature were measured by a universal material testing machine; the density of sintered samples was measured on electronic balance; the morphology of friction layer was observed by JSM-5600 scanning electron microscope (SEM), and the composition of friction layer was analyzed by EDS. The friction and wear properties of the material were investigated on a high temperature pin disc friction and wear tester. The test block was made of the developed material, the size of the pin was Ø5mm after wire cutting, and the test plate was 40Cr steel plate (Hardness: 30 HRc) with a size of Ø45mm. The test conditions are room temperature and atmospheric environment, and the test time is 30 min. As shown in figure 1. Test conditions: the load is 2 MPa, the friction radius is 30 mm, the sliding time was 21 h, and the test speed was 1 m s−1.
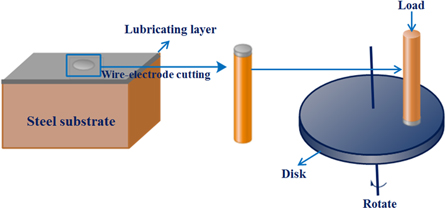
Figure 1. Process of test specimen and schematic of pin-on-disk tribometer.
Download figure:
Standard image High-resolution image3. Results and Discussions
3.1. Morphology of the frictional sintered layer
As shown in figure 2, the thickness of the sintered layer decreases after the secondary rolling process. As shown in table 3, the thickness of the composite cladding shows 16.2% decreasing after the first sintering, and 30% decreasing after the secondary rolling and sintering. The contrast of the cross profile image was enhanced by gray expanding and the binarization process based on the dynamical method. The porosity results show that porosity of the sample (graphite involved) is about 40.2% after the first sintering process, further, the porosity decreases by 17% after the first rolling, and the average diameter of the pore decreases by 5%, yet the porosity and average pore diameter of the sample decrease by about 17% and 9% after the secondary rolling and sintering. The hardness of the sample respectively can be increases by 12% and 30% after the first sintering & rolling and the secondary rolling. The above mentioned results prove that the sintering and rolling process improves alloying extent and the hardness of the composite sample.
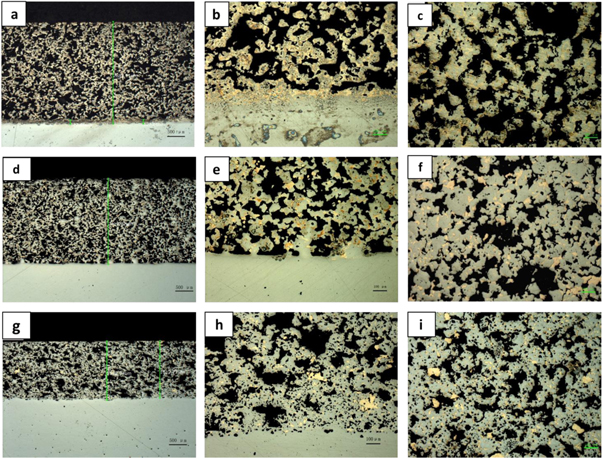
Figure 2. Morphology of sintered layer under optical microscope (a, d, g are the cross sections of P16-6, P16-5 and P16-4; b, e, h are the partial enlarged drawings of a, d, g; c, f, i are the front section views of P16-6, P16-5 and P16-4).
Download figure:
Standard image High-resolution image3.2. Element analysis of the frictional sintered layer
Figure 3 shows the SEM morphologies of sintered samples and corresponding EDS results. As shown in figure 3, the matrix composition of the three kinds of sintered samples includes Fe, Cu, Ni and Sn elements, and there is no graphite-state carbon signal due to the limited precision of EDS equipment. Through the sintering and rolling processes, the content of Cu element increase and Ni decrease in proper order, which is caused by precipitation of Cu element, besides, solid solution of Ni and Fe is formed after several times of sintering. According to SEM spectrum, sintering of metal matrix phase of sample P16-6 and P16-5 are not dense. A few metal particles exist in original form, continuous phase is not formed in metal matrix, and the pores are in non-uniform distribution. Sample P16-4 shows relatively uniform pore distribution and the formation of continuous phase after secondary sintering-rolling process.

Figure 3. SEM morphology and EDS results of sintered layers (a): P16-6; (b): P16-5; (c): P16-4).
Download figure:
Standard image High-resolution imageTo clearly detect the element distribution in different parts of the matrix, the matrix was applied with corrosion treatment with 4wt% nitric acid solution as shown in figure 4, and it was found that the matrix has dark-grey region and light-gray region. According to EDS element test of parts of sample, the dark-grey region (A) of the sintered surface is mainly Fe and Ni solid solution, while the light-grey part (B) is mainly Cu solid solution.
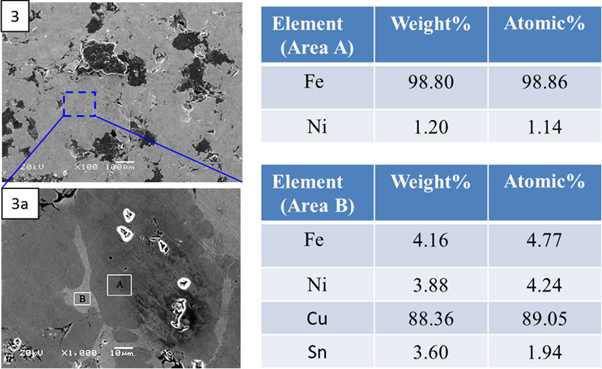
Figure 4. EDS of dark and light areas of the surface for self-lubricating samples.
Download figure:
Standard image High-resolution image3.3. Composition analysis of the frictional sintered layer
Figure 5 illustrates the XRD patterns of the sintered samples with different treatments under three different preparations. It shows that the samples are of basically the same structure but different extent of alloy solid solution as shown in figure 5. The compositions of P16-6 and P15-5 are almost the same, contain Cu3Fe17 (Reference code: 03-065-7244), Ni17Sn3 (Reference code: 03-065-7194) and Fe-Ni-Cu solid solution. Lower peak value of Fe and Fe-Ni-Cu alloy can be detected on sample P16-4 after secondary sintering-rolling, indicating that the solid solubility of iron, copper and nickel increases. Major framework phase of Cu alloy on sample P16-4 indicates that secondary sintering-rolling process can improve alloying extent for Fe-Cu-Ni-Sn-graphite self-lubricating composite.

Figure 5. XRD patterns of the samples at different preparation technics.
Download figure:
Standard image High-resolution image3.4. Friction and wear performance test
To study the tribological performance of self-lubricating samples on 40Cr steel disks, the 40Cr surface roughness was 0.043 μm. The diameter of cylinder self-lubricating pin was 3 mm, and the disks were cleaned for 15 min in ethanol absolute for ultrasonic.
Figure 6 shows the friction coefficients of three frictional sintered samples over the 21-hour sliding process. As shown in the figure 6 and figure 7, Sample P16-4, which is processed with secondary sintering-rolling, shows a stable curve of friction coefficient, with the average friction coefficient of 0.075 during the run-in period and 0.056 during the stable period. This sample has the best friction performance, with the corresponding wear loss of 2.8 mg. Friction coefficient of the sample P16-5 remains stable at average friction coefficient of 0.07 in the first 600 min of sliding test, yet continuously increases afterwards. As for sample P16-6, friction coefficient is unstable during the first 200 min and reaches 0.1 at maximum; during the sliding period of 200-900 min, the friction coefficient remains around 0.045, which is even lower than sample P16-4; and after 900 min, the friction coefficient increases rapidly to a higher value than 0.2 at least, which is unstable and fluctuates obviously. During the sliding test, no extra lubricant was added. The friction process relies on solid-liquid lubrication generated by solid-liquid lubricant composed by lubricant and graphite flows out of the pores. Wear loss of all three kinds of materials decreases with the rolling and sintering treatment. The rolling-sintering treatment can minimize wear to a certain extent.

Figure 6. Friction coefficient curves of three frictional sintered materials.
Download figure:
Standard image High-resolution image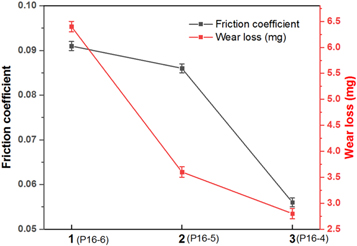
Figure 7. Average friction coefficient and mass loss of the self-lubrication composites after sliding.
Download figure:
Standard image High-resolution image3.5. Wear mechanism
Figure 8 shows the worn surfaces of three kinds of frictional sintered samples. The major wear mechanisms for P16-6 sample are abrasive and fatigue wear, and the corresponding surface shows fatigue flake and furrows, the grain form of the torn surface shows potential relevance with the sintering process. However, the wear loss of the sample is not high (only 6.4 mg for 21 h sliding), the possible reason is that P16-6 can supply more lubricating oil since the larger pore size of pores. However, the amount of lubricating oil stored in the porous structure is limited and cannot be supplied for a long period, but it still has good anti-wear performance in the 21h sliding test. All the samples show the mixture of lubricating oil and graphite overflows around the wear track after sliding for 21 h. The worn surfaces of sample P16-5 and 16-4 basically remain the initial morphology, which have only several light scratches, these results are consistent with the lower friction coefficient of the friction coefficients of two samples sliding with 40Cr steels. The wear loss of sample P16-5 and 16-4 are lower than that of sample P16-6, due to the better lubricating oil storage capacity for sample P16-5 and sample 16-4 which has smaller pore size of pores after the secondary sintering- rolling process.

Figure 8. Worn surfaces of frictional sintered samples sliding with 40Cr steel (a), (b): P16-6; (c), (d): P16-5; (d), (e): P16-4).
Download figure:
Standard image High-resolution imageFigure 9 shows the worn morphology of 40Cr tribo-pairs sliding with Fe-based self-lubricating samples. It is observed that a large amount of black sediment transfer around the wear track on the 40Cr steel after 21 h sliding, which can be related to larger diameter of pores for P16-6. On the premise of constant viscosity of lubricating oil, large size of pores can weaken the storage capacity of the samples for the lubricating oil, which can be squeezed out during the process of sliding, and gather around the sliding track. Sample 16-6, which undergo the secondary sintering- rolling process, has better storage capacity for the lubricating oil and the lowest friction coefficient even in a stable period. Lubricating oil plays an important role in this period. Due to a limited amount of lubricating oil in the pores, it is unable to maintain long-term lubrication. Therefore, the friction coefficient of P16-6 rises sharply after 840 min of sliding. Worn surface of 40Cr steel plate sliding with sample P16-6 is smooth, and there are almost no scratches on the 40Cr tribo-pair, only with the remaining black mixture of oil and graphite.

Figure 9. Wear morphologies of 40Cr tribo-pairs sliding with different samples.
Download figure:
Standard image High-resolution imageTo investigate the effect of lubricating oil in the friction and the oil-bearing property of the porous self-lubricating composite, the tribological property of the sample without vacuum oil immersion was tested under dry friction condition as shown in figure 10. The friction coefficient of the sample with vacuum oil immersion is about 85% higher than that of the sample without vacuum oil immersion process. Lubrication oil contained in porous materials plays a leading role in the process of friction reduction. This result shows that the oil and solid lubricant play a synergistic role in reducing friction and wear. The above results indicate the solid-liquid synergistic lubrication effect plays a leading role for the Fe-Cu-Ni-Sn-Graphite porous oil-bearing self-lubricating composite sliding with the 40Cr steel.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 10. Friciton coefficients of the samples with vacuum oil immersion and without vacuum oil immersion sliding with 40Cr steel.
Download figure:
Standard image High-resolution image{kind=link}
In summary, the hardness and tribological properties can be strengthened through the secondary sintering-rolling process, and it is easy to resist the vibration and instability under high-load sliding. The looser surface layer of the composite materials in this design, which was generated by the in situ synthesis reaction, has a better self-lubricating property. The steel substrate can effectively prevent the oil moving downward and keep the lubricant between the frictional interfaces, and the graphite can also be squeezed into the sliding interface during extrusion. The special structure design is not easy to deform under high load conditions. The friction reduction and lubrication effect of sintered oil-bearing materials is due to the storage of lubricating oil and graphite embedded in the composite. In addition, the lubricating oil expands under the action of friction heat and flows under the action of load extrusion [19]. The oil in the pores can precipitate to the friction interface and play a lubricating role [20].
4. Conclusions
- 1.Based on powder metallurgy technology, self-lubrication layer of multi-pore metal matrix with self-lubrication property was prepared by secondary sintering-rolling after compression molding sintering with vacuum oil immersion.
- 2.The macrohardness and the porosity of composite have increased using a secondary rolling-sintering treatment caused by improved alloy extent of metal mixture, the multi-pore structure with pore diameter approximately 176 μm has the best lubrication effect.
- 3.The sample processed with secondary sintering-rolling, shows a stable curve of friction coefficient, with the average friction coefficient of 0.056 after the run-in period. The wear loss of all three kinds of materials decreases with the rolling and sintering treatment. The friction coefficient of the sample with vacuum oil immersion is about 85% higher than that of the sample without vacuum oil immersion process, which reveals that the major lubrication mechanism is solid-liquid lubrication generated by graphite and overflow lubricating oil.
Funding
This work was supported by Special Research Project in Shaanxi Province Department of Education (20JK0668), Innovation Capability Support Program of Shaanxi (Name: Guo Junde), Science and Technology on Diesel Engine Turbocharging Laboratory (6142212190104) and International Science and Technology Cooperation and Exchange Program of Shaanxi Province (2020KW-014).