
Abstract
In order to adapt to the development trend of a lightweight automobile and meet the safety requirements of key automotive parts, it is necessary to study the relationship between microstructure and mechanical properties of the dissimilar and different thickness materials welded joint. In this work, a dissimilar welded joint of high strength vehicle steel ASSAPH440 with 2.0 mm thickness/galvanized cold rolled sheet DC52D+ZF45 with 2.6 mm thickness formed by CO2 laser welding was studied. The microstructure of the welded joint was analyzed by metallographic structure and mechanical properties were discussed in terms of their tensile strength and microhardness. The results indicated that a high-quality welded joint with an average tensile strength of 643 MPa and an elongation of 22.7% was obtained at a welding speed of 30 mm s−1 and the laser power of 2200 w in CO2 laser welding, the tensile strength of laser welded joint was more than that of the both based metals. The center of the welding seam was composed of slender lath martensite with a few small white pieces of ferrite. The microstructure of the Heat Affected Zone (HAZ) on the DC52D+ZF45 side was smaller than that of the HAZ on the ASSAPH440 side, and its mechanical properties were superior. The highest microhardness was obtained at the center of the cross section of the welding seam, and the microhardness of the welding seam on the DC52D+ZF45 side was higher than that of the welding seam on the ASSAPH440 side. The tensile fracture appeared at the base metal of DC52D+ZF45 steel as a result of the strength of ASSAPH440 was more than that of DC52D+ZF45. The performance of the laser welded joint met the technical requirements of automobile manufacturing engineering.

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Laser tailor welding is a modern processing technology, which can weld several pieces of steel blanks with different materials, different thicknesses and different coatings into a whole plate called laser tailor welded blank (LTWB). After the stamping process performing on the blanks, the performance of different materials can be fully utilized to meet the requirements of automotive parts [1, 2]. The appearance of LTWB solves the problem, different performance in different part of the super wide plate and parts of the automobile, which the traditional single thickness plate cannot solve. Therefore, laser tailor welding has important engineering applications in weight reduction and safety of the automobile [3].
In 1985, German Tissen Steel Company and Volkswagen successfully used the world's first LTWBs on Audi body. Then they established joint ventures in the United States and Indonesia, mainly providing laser tailor welded doors and other plates for new Cadillac models [4]. Since then, LTWBs have been widely used in the manufacturing of the entire body of an automobile in Europe, the United States and Japan [5–7]. Currently, structural body parts made from ordinary steel plates are being replaced by high-strength steel plates. The high-strength steel sheets for vehicles generally have a tensile strength above 350 MPa. It not only has high tensile strength but also high yield strength, high weight loss potential, high impact absorption energy, high formability and low planar anisotropy.
However, laser welding of high-strength steel is difficult because of the complicated metal state in the process of laser welding. Under the condition of the extremely fast heating and cooling speed during the laser welding, a large amount of non-equilibrium structure will appear in HAZ of welded joint, which hurts softening behavior of the welded joints [8–10]. Xia [11] studied the laser welded joints of high-strength steel with a tensile strength ranging from 450 ∼ 980 Mpa. They found that all joints existed the softening zones, and the degree of softening is related to the volume of martensite. As the heat input increases, the content of martensite in the softening zone decreases and the degree of softening increases. Consequently, the tensile strength of the welded joint was reduced. Sreenivasan [12] found that the formability of the welded joint is related to the size of softening zone in HAZ, a wider softening zone can seriously degrade the formability of the welded joint. Luo [13] studied the relationship between residual stress and softening zone on the laser welding process by numerical analysis method, the result showed that the residual stress is concentrated on both sides of the welding seam as a result of softening part of the laser welded joint. Xu [14] investigated the laser welded joints welded by diode laser and fiber laser respectively. The results indicated that the degree of softening in fiber laser welded joint is lighter than that in the diode laser welded joint, which is because the heat input of the fiber laser is less so that the degree of the martensite tempering is lighter. Panda [15] studied three types of dual-phase high-strength steel welded joints with different alloy contents. The study found that the degree of softening in dual-phase steel welded joints with higher alloy element content was lower.
In addition to the softening behavior mentioned above, there are many factors can affect the ultimate performance of the laser welded joints. Vrtiel [16] studied the effect of welding speed and laser power on temperature field by a numerical method, a set of matched process parameters for TRIP high-strength steel were determined according to the shape of welding pool. Pan [17] found that laser process parameters have little effect on the stiffness but have a great influence on strength and plasticity of 3D printed parts of 316L stainless steel made by selective laser melting. Rahul [18] studied the mechanical performance of Nd:YAG laser welded joint of TRIP high-strength steel. They found that as the welding speed increases, the tensile strength of the welded joints increases, while the effect of welding speed reduces with the increase of the laser power. Friedman [19] found that the thickness ratio (TR) of two plates can affect the ductility, a smaller TR will result in an improved ductility. Panda [15] found that the strength ratio of the two materials in dissimilar laser welding can affect the formability of the joint, a higher strength ratio will result in lower formability. Gao [20] found that the critical welding speed decreases with the increase of the plate thickness. And the positive correlation between critical welding speed and laser power is revealed. Post weld heat treatment is also a key factor that affects the performance of the laser welded joint. Kose [21] studied the mechanical properties of the laser welded joint of AISI 410S steel after heat treatment. They found that the grain structure is more coarsened due to heat treatment, which reduces the hardness and tensile strength of the welded joint. Majid [22] found a drastically reduce on ductility and impact toughness of the laser welded joint of AISI 2205 duplex stainless steel after aging treatment owing to the dissolution of ferrite and intermetallic precipitation. Reisgen [23] found that shielding gas types and welding speed have a significant impact on CO2 laser welding of DP/TRIP steel sheets. Compared with Ar, He was better as a shielding gas for achieving penetration and formability for DP600/TRIP700 sheet. The deeper weld penetration can be obtained with the increase of shielding gas speed. Mei [24] found that using coaxial and side-blow shielding gas can effectively avoid defects such as splashing and cracking. Wei [25] obtained the welded joints with high tensile strength and formability by applying the water-cooling on the HAZ. Based on laser welding, Tang [26] investigated the laser-arc hybird welded joint of thick bainitic steel. The result showed that compared with laser-leading mode, the defects-free welded joint was obtained with higher mechanical performances and a smaller HAZ under arc-leading model. Ma [27] adopt a two-pass laser welding method to obtain the welded joint of dual-phase steel with better mechanical properties. The first pass was used to evaporate the zinc coating by using an unfocused laser beam. Then the second pass was used to weld using a focused laser beam. In the practice of automotive lightweight, the new high-strength steel ASSAPH440/galvanized cold rolled sheet DC52D+ZF45 are adopted to automobile manufacturing usually, the high quality of different thickness dissimilar laser welded joint is also a challenge.
In this paper, the CO2 laser tailor welding technique for different thickness ASSAPH440/DC52D+ZF45 dissimilar metal is studied. The formation behavior and the main factor affecting quality of joint in CO2 laser tailoring welding are analyzed. The reasonable technological parameters are determined by the orthogonal experimental method. Microstructure and mechanical properties of the CO2 laser welding joints are discussed. And then, the high-performance different thickness dissimilar metal joints and low cost CO2 laser technique are obtained, which provide a support for the lightweight automobile manufacturing engineering.
2. Materials and methods
2.1. Experimental materials and equipment
The experimental materials are 2 mm thick ASSAPH440 high strength steel plate and 2.6 mm thickness DC52D+ZF45 galvanized cold rolled sheet. Its chemical composition and mechanical properties are shown in tables 1 and 2 respectively. The ASSAPH440 and DC52D+ZF45 are Chinese brands, which are manufactured by China BaoWu Steel Group Corporation Limited.
Table 1. Chemical composition of ASSAPH440 steel and DC52D+ZF45 steel (wt%).
| C | Si | Mn | P | S | Alt | |
|---|---|---|---|---|---|---|
| ASSAPH440 | ≤0.21 | ≤0.30 | ≤1.50 | ≤0.030 | ≤0.025 | ≥0.010 |
| DC52D+ZF45 | ≤0.12 | ≤0.50 | ≤0.60 | ≤0.10 | ≤0.045 |
Table 2. Mechanical properties of ASSAPH440 steel and DC52D+ZF45 steel.
| σb/MPa | σb/MPa | δ/% | |
|---|---|---|---|
| ASSAPH440 | ≥440 | ≥305 | ≥32 |
| DC52D+ZF45 | 270 ∼ 420 | 140 ∼ 300 | ≥26 |
Large laser welding system produced by Shanghai Unity-Prima Laser Equipment Corporation Limited is adopted in this experiment, shown in the figure 1(a). The laser welding system is equipped with German Rofin DC045 CO2 laser, Fagor8070 high performance PMC-1200 CNC system, HWIN high precision motion system, II-VI optical transmission system and multi-function reflective focus laser welding head. The main parameters of the CO2 laser welding system show in the following:
- (1)wave length: 10.6 um,
- (2)beam stability: ± 2%,
- (3)welding focus lens focal length: 200 mm,
- (4)X, Y, Z axis stroke: 2500 mm × 2000 mm × 600 mm,
- (5)X, Y, Z axis repeat positioning accuracy: ± 0.01 mm,
- (6)maximum power: 4500 W,
- (7)optical path length: 6000 mm.

Figure 1. CO2 laser welding system.
Download figure:
Standard image High-resolution imageThe self-developed semi-automatic pneumatic welding fixture is used to install and fix these workpieces. The welding fixture consists of two rows of cylinders mounted on the channel steel bracket. Sample workpieces are clamped or released by adjusting the air pressure to prevent the welding seam from being deformed or even cracked due to a large amount of heat input during CO2 laser welding process welding, so as to ensure the dimensional accuracy of the welding seam. The number and size of cylinders are determined by the length and strength of these workpieces, which can be adjusted with increased or decrease. The workpiece fixture of laser welding is shown in figure 1(b).
2.2. Characterization
The welding joints are cut by a DK7735 WEDM (Wire Electrical Discharged Machining) CNC wire cutter and the welding metallography sample was prepared according to standard procedures, which are shown in figure 2. The microstructure of base metal and welding seam are observed by ZEISS EVO 18 scanning electron microscope (SEM) and build-in energy depressive spectroscopy (EDS). The tensile property of the welding joints is tested by WDW-506 electronic universal testing machine according to Chinese National Standard GB/T228-2002 (eqv. ISO6892:1998). Because the thickness size of welding specimen is different (2 mm ASSAPH440 + 2.6 mm DC52D+ZF45, shown in figure 2(b)), so the minimum cross-sectional area is used to calculate tensile strength for different thickness dissimilar metal laser welding joints. The microhardness test is performed on the welding joint by an HV-1000 hardness tester with a pressing load of 9.8 N, a loading time of 10 s, and a dwell time of 10 s. The 2% solution of ethanol nitric acid is used as a metallurgical etchant to observe the microstructure of different thickness dissimilar metal welding joints.

Figure 2. Design of welding joint and standard specimens.
Download figure:
Standard image High-resolution image2.3. Determination of welding parameter range
In this paper, the laser deep penetration welding process is used for experimental research. The theoretical diameter of the beam output by the Rofin DC045 laser is 20 mm, which will reach a 0.2 mm diameter after focusing by the optical system. The energy density of laser welding can reach 105−106 W cm−2. Theoretically, when the laser power is 1000 W, the power density at the focal point can reach 3.18 × 106 W cm−2, which can achieve a deep penetration effect during sheet welding. Considering the energy output of the laser and the industrial production efficiency, the power range of laser welding in this study is set between 1600 W–2500 W, which is between 35% and 55% of the full power of the laser. Many research works show that the number of pores in the laser welding seam is closely related to the laser power. As laser power decreases, the number of pores in the welding seam is reduced [22]. Because the vaporization of the metal can be reduced as the laser power is reduced, which will suppress the pore formation in the welding seam. Therefore, the laser power is selected from 1600 W to 2500 W to ensure the quality requirements in this laser welding experiment.
Line energy is used to describe the laser radiation energy received by metal parts in the process of laser deep penetration welding, which is the definition of the energy absorbed by per unit length of the welding seam. As the welding speed increases, the line energy of the welding seam and the penetration are reduced. The welding speed should be selected according to the thermophysical properties of the metal, joint form and thickness of workpiece in the CO2 laser welding, so that the workpiece can absorb the appropriate laser energy and achieve the desired penetration. Welding speed affects significantly penetration and width of the welding seam. In laser welding process, the penetration is generally an inverse relation to the welding speed. In this paper, the maximum penetration is 2.6 mm thick of DC52D+ZF45 galvanized cold rolled sheet, so the welding speed range is 20 mm s−1∼50 mm s−1 depending on the practical experience.
In the process of mass industrial production, negative defocus distance (namely clearance between the focal point and the plate surface) is used to ensure stable products quality. The defocus distance in CO2 laser welding is generally 0.8–1.0 times of the workpiece thickness. Since it is so the minimum thickness of the ASSAPH440/DC52D+ZF45 welding workpiece is 2 mm during the laser tailor welding of different thickness dissimilar metal, the defocus distance is selected from −2 mm to 2 mm in this experiment.
Shielding gas is used to protect the welding region to ensure that the high temperature metal in the welding pool or welding seam is isolated from the outside air, which is easy to produce defects in CO2 laser welding. The shielding gas also has an inhibitory effect on plasma cloud generated during the laser welding. Moreover, shielding gas also protects the focusing lens from metal vapor pollution and sputtering of molten splash droplets, and dissipate the heat of focusing laser. So flow of shielding gas is also one of important parameters to welding quality. On the other hand, the composition of shielding gas has also a certain influence on surface quality of welding seam, penetration formation and mechanical properties of the welding joint [18, 19]. The 99.9% purity argon shielding gas and 20 l min−1 shielding gas flow are determined in these welding experiments. The gas nozzle is placed ahead of the welding direction. The diameter of the gas nozzle is 3 mm. The distance between the gas nozzle and the workpiece surface is 3 mm. The side-blown shielding gas method with a 60° angle between the workpiece surface and gas nozzle is adopted, which is shown in figure 3 during the different thickness dissimilar metal laser tailor welding.
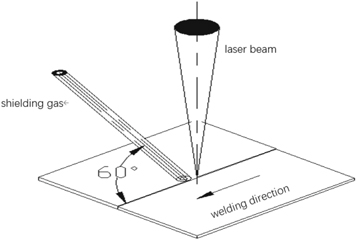
Figure 3. Schematic of side-blown shielding gas and different thickness tailor welding workpiece.
Download figure:
Standard image High-resolution imageThe welding parameters of the different thickness ASSAPH440/DC52D+ZF45 dissimilar metal in CO2 laser welding are shown in table 3.
Table 3. The laser welding parameters of the orthogonal experimental method.
| Label | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Lase power (W) | 1800 | 1900 | 2000 | 2100 | 2200 |
| Welding speed (mm s−1) | 25 | 30 | 35 | 40 | 45 |
| Defocusing distance (mm) | −2 | −1 | 0 | 1 | 2 |
| Shielding gas flow (l min−1) | 10 | 15 | 20 | 25 | 30 |
Our previous research works have shown that welding speed, laser power, defocusing distance is three key parameters for laser welding quality of different thickness dissimilar metal plates. Therefore, this case adopts the 4 factors and 5 levels (shown in table 3) of orthogonal experiment method to determine and optimize technological parameters for the LTWB. The effect of technological parameters to laser welding quality is analyzed. Welding joint specimens are shown in the figure 4. The orthogonal experimental results show the welding speed is 30 mm s−1, the defocus distance is −1 mm, the shielding gas flow is 20 l min−1 and the laser welding power is 2000 W, there has a good quality of welded joints. So the 30 mm s−1 welding speed, −1 mm the defocus distance and 2000 W the laser welding power are taken as a research benchmark and optimized welding parameters in this paper.

Figure 4. Welding joint specimens for the orthogonal experiment.
Download figure:
Standard image High-resolution image3. Results and discussions
3.1. Welding formation
3.1.1. Relationship of the welding seam size with the laser welding power
In order to reduce the measurement error for penetration and width of welding seam, the average value method for multiple measurements is adopted to obtain all the relevant data. At the same time, so as to reflect the real influence rule that laser power change to welding formation, the quadratic polynomial fitting method is adopted to draw the relationship curve between laser power and penetration or width of welding joints. When the welding speed is 30 mm s−1, the defocus distance is −1 mm, the shielding gas flow is 20 l min−1 and the laser welding power is 1800 ∼ 2200 W, the relationship curve between laser power and penetration or width of welding joints is shown in figure 5 respectively. In the figure 5, as the laser power increases, the width and penetration of the laser welding seam are both increased owing to the increase of the heat input per unit volume of the material. The melting area of the welding joints also increases. If only for achieving full penetration of welding metal, the depth of welding seam needs 2 mm, equal to thickness of workpieces, so the laser power need more than 2200 W based on the figure 5. In this case, the laser power only uses 2000 W, because lots of researches show the pore defect of welding seam is positive correlation property to the laser power, and the evaporated zinc coating will reduce usually the joint quality in the DC52D+ZF45 galvanized cold rolled sheet CO2 laser welding [22, 27]. Therefore, the 2000 W laser power is adopted modestly to ensure basic joining property and quality of the welding seam.

Figure 5. Relationship of the welding seam size with the laser welding on the condition of 30 mm s−1 welding speed and −1 mm defocus distance.
Download figure:
Standard image High-resolution image3.1.2. Relationship of the welding seam size with the welding speed
The average value method and quadratic polynomial fitting method are also adopted in this chapter with a same previous reason. When the laser power is 2000 W, defocus distance is −1, the shielding gas flow is 20 l min−1 and the welding speed is 25 mm s−1, 30 mm s−1, 35 mm s−1, 40 mm s−1, 45 mm s−1, respectively, the relationships between the welding speed and width or penetration of welding seam are shown in figure 6. In the figure 6, as the welding speed increases, both the width and penetration of the laser welding seam are both decreased. As a result that the welding speed increases, the line energy decreases, which leads to the width and penetration decrease. It is in agreement with the numerical result by Vrtiel [23], and they found that under 2000 W laser power, a full penetration of 2 mm laser welded joint of high-strength TRIP steel cannot be ensured when the welding velocity is higher than 90 mm s−1.

Figure 6. Relationship of the welding seam size with the welding speed on the condition of 2000 W power laser power and −1 mm defocus distance.
Download figure:
Standard image High-resolution image3.1.3. Relationship of welding seam size with the defocus distance
When the laser power is 2000 W, the welding speed is 30 mm s−1, the shielding gas flow is 20 l min−1 and the defocus distance is −2 mm, −1 mm, 0 mm, 1 mm and 2 mm, respectively, the relationship between the defocus distance and width or penetration of welding seam is shown in figure 7. The average value method and quadratic polynomial fitting method are also adopted in this chapter with a same previous reason. In the figure 7, as the defocus distance increases, the width of the welding seam decreases, while the penetration has a small variation range with a trend of increasing first and then decreasing. When defocus distance is negative, the focal point is below the surface of the workpiece and its energy density is higher than the one with a focal point on the workpiece surface. Therefore, a negative defocus distance is more conducive to appropriate width of welding seam and energy transmission. The experimental results show that when the defocus distance is −2 mm, the width of welding seam is too big because the laser focal point is at the bottom of the workpiece, leading laser heating zone increase on the surface of welding seam. When the defocus distance is 2 mm, the width of welding seam is too small because the laser focal point is at the top of the workpiece. So the defocus distance is −1 mm, this has sufficient welding formation.

Figure 7. Relationship of the welding seam size with the defocus distance on the condition of 2000 W power laser power and 30 mm s−1 welding speed.
Download figure:
Standard image High-resolution image3.2. Microstructure of welding seam
Figure 8 shows the microstructure of the welding seam with 2000 W laser power, 30 mm s−1 welding speed of and −1 mm defocus distance.

Figure 8. Microstructure of the ASSAPH440/ DC25D+ZF45 laser welding seam on the condition of 2000 W laser power, 30 mm s−1 welding speed and −1 mm defocus distance. (a) DC52D+ZF45 base metal; (b) ASSAPH440 base metal; (c) Interface of the HAZ on DC52D+ZF45 steel side and the base metal; (d) Interface of the HAZ on ASSAPH440 steel side and the base metal; (e) HAZ on DC52D+ZF45 steel side; (f) HAZ on ASSAPH440 steel side; (g) Center of the welding seam.
Download figure:
Standard image High-resolution imageFigure 8(a) shows the basic material of DC52D+ZF45 steel, which is mainly composed of equiaxed massive ferrite and pearlite with small grain size and uniform distribution. Figure 8(b) is the base material of ASSAPH440 steel, which is composed of massive ferrite and has a larger grain size than that of DC52D+ZF45 steel base metal. Therefore, its strength and hardness are relatively low.
Figures 8(c) and (d) are the interfaces of HAZ and base metal. Figure 8(c) is the interface of HAZ on the DC52D+ZF45 steel side and base metal. Figure 8(d) is the interface of HAZ on the ASSAPH440 steel side and base metal. In these figures, a boundary between HAZ and base metal can be obviously observed, which has a transition from the HAZ to the base metal with the ferrite content gradually increased and other components such as martensite gradually decreased.
Figure 8(e) shows the microstructure of the HAZ on the DC52D+ZF45 steel side from the partial enlargement of figure 8(c), which is mainly composed of granular bainite and ferrite. Figure 8(f) is the HAZ on the ASSAPH440 steel side from the partial enlargement of figure 8(d), which consists of granular bainite, acicular ferrite and martensite. The microstructure of the HAZ on the DC52D+ZF45 steel side has a smaller grain size and superior mechanical properties compared with the microstructure of the HAZ on the ASSAPH440 steel side. Figure 8(g) is the microstructure of the center of the welding seam, which consists of elongated lath martensite and a few small white pieces of ferrite. The lath martensite is formed mainly because the base metal is low carbon steel, therefore, after laser welding, the welding seam rapidly cools to form low carbon martensite in which a large number of dislocations which has been observed by Wang [28, 29] in the laser welded joint of TRIP steel and TWIP steel respectively. According to Wang's research, dense dislocations accumulated at the interface between lath martensite and lower bainite and formed the network structure. These dislocations are beneficial to hinder crack growth, increasing the fracture toughness of the welded joint. The formation of ferrite in the center of the welding seam is due to the slow cooling rate of the partial metal.
Figure 9 shows the microstructure of a cross section of the welding seam observed by SEM. The microstructure of the center of the welding seam is strip-shaped and staggered, which is lath martensite and consists of substantial dislocations. From HAZ to the base metal, there is a significant transition from the fine grains in the HAZ to the coarse grains in the base metal. ASSAPH440 steel base metal is mainly composed of ferrite with large grain size. DC52D+ZF45 steel base metal structure is mainly equiaxed ferrite but the second phase with tiny particles is distributed in the grain, which is island-pattern martensite structure.

Figure 9. SEM microstructure of ASSAPH440/DC25D+ZF45 laser welding seam on the condition of 2000 W laser power, 30 mm s−1 welding speed and −1 mm defocus distance. (a) ASSAPH440 steel base metal; (b) DC52D+ZF45 steel base metal; (c) Interface between the HAZ and ASSAPH440 base metal side; (d) Interface between the HAZ and DC52D+ZF45 base metal side; (e) Center of the ASSAPH440/ DC25D+ZF45 laser welding seam.
Download figure:
Standard image High-resolution imageEDS technology is used to analyze the element content in the different thickness dissimilar ASSAPH440/DC25D+ZF45 laser welding seam, shown in the figure 10 and table 4.

Figure 10. Location of EDS energy spectrum analysis in the center of the welding seam on the condition of 2000 W laser power, 30 mm s−1 welding speed and −1 mm defocus distance.
Download figure:
Standard image High-resolution imageTable 4. EDS analysis data in welding seam center.
| Element | C | Mn | Fe | O |
|---|---|---|---|---|
| Content (%) | 0.21 | 1.13 | 96.17 | 2.49 |
The result shows the content of main element C or Mn is higher than that of the DC25D+ZF45 respectively in tables 1 and 4, and it is similar to ASSAPH440. It is shown the high strength ASSAPH440 steel plays a leading role in the welding seam center formed by the laser fusion of different thickness dissimilar ASSAPH440/DC25D+ZF45 metal joint. The melting and solidification rates of the laser welding are very high, so these elements of ASSAPH440 and DC25D+ZF45 metal are too late to spread in the laser welding seam center.
3.3. Microhardness of the welded joint
CO2 Laser welding has the characteristics of high energy density and fast cooling of the welding seam. According to the microstructure of welding seam, the hardened microstructure of lath martensite and granular bainite is formed in the center of the welding seam and the HAZ. The microhardness test was performed on the different thickness dissimilar ASSAPH440/DC25D+ZF45 laser welded joint, and the hardness distribution of the welded joint is shown in the figure 11 when the laser power is 2000 W, the welding speed is 30 mm s−1 and the defocus distance is −1 mm.

Figure 11. Microhardness distribution of the different thickness dissimilar metal ASSAPH440/ DC25D+ZF45 laser welding joint on the condition of 2000 W laser power, 30 mm s−1 welding speed and −1 mm defocus distance.
Download figure:
Standard image High-resolution imageIn the figure 11, the microhardness of welding seam center of different thickness dissimilar ASSAPH440/DC25D+ZF45 laser welding joint is the highest. Then the hardness decreases toward the base metal in both directions, and the microhardness of the DC52D+ZF45 steel base material is higher than that of the ASSAPH440 steel base material. As a result that welding seam is rapid and extremely cooled on the laser welding process, the hardened lath martensite is formed. The hardened lath martensite is gradually reduced as it transitions into both sides of the welding seam center. Moreover, the microstructure of DC52D+ZF45 steel is significantly smaller than that of ASSAPH440 steel and its microstructure is equiaxed and distributes uniformly, shown in the figure 12.

Figure 12. Microhardness test location and microstructure of the different thickness dissimilar metal ASSAPH440/DC25D+ZF45 laser welding joint on the condition of 2000 W laser power, 30 mm s−1 welding speed and −1 mm defocus distance. (a) DC52D+ZF45 steel base metal; (b) ASSAPH440 steel base metal; (c) HAZ near DC52D+ZF45 steel side; (d) HAZ near ASSAPH440 steel side; (e) Center of the welding seam.
Download figure:
Standard image High-resolution image3.4. Mechanical properties of the welded joint
The tensile strength of the welded joint can intuitively reflect the quality of the laser welded joint. When the laser power, welding speed and other relevant parameters are matched, a good quality laser welded joint can be obtained. As shown in figure 13, the fracture position of the welded joint sample is at the DC25D+ZF45 steel side instead of the welding seam, which indicates that the laser welded joint has high strength and good welding quality, when the laser power is 2100 W, the welding speed is 30 mm s−1 and the defocus distance is −1 mm.

Figure 13. Macro-morphology of the different thickness dissimilar metal ASSAPH440/ DC25D+ZF45 laser welded joints before and after tensile test on the condition of 2100 W laser power, 30 mm s−1 welding speed and −1 mm defocus distance. (a) Before the tensile test; (b) After the tensile test.
Download figure:
Standard image High-resolution imageThe tensile (force-deformation) curve of the different thickness dissimilar metal ASSAPH440/DC25D+ZF45 laser welded joint sample is shown in figure 14, when the laser power is 1800 W, the welding speed is 30 mm s−1 and the defocus distance is −1 mm. Owing to the good ductility of the material, the tensile curve of the ASSAPH440/DC25D+ZF45 laser welded joint is relatively smooth and has a long period of the planar transition stage. At the planar transition stage, a strong necking phenomenon appeared until the different thickness dissimilar metal laser welded joint breaks, which means that the overall strength and the toughness of the welded joint are high. The tensile results show the different thickness dissimilar metal ASSAPH440/ DC25D+ZF45 laser welding joint has enough plasticity and toughness for application, which can meet the requirement of strength and lightweight in the vehicle manufacturing process. CO2 laser welding technology can be adopted to process the different thickness dissimilar metal ASSAPH440/DC25D+ZF45 joint. The tensile strength of ASSAPH440/DC25D+ZF45 also show the CO2 laser welding can solve joining difficult to surface Zn galvanized layer of the DC25D+ZF45 steel by the high energy density gasification method.

Figure 14. Tensile curve of the ASSAPH440/DC25D+ZF45 laser welded joint on the condition of 1800 W laser power, 30 mm s−1 welding speed and −1 mm defocus distance.
Download figure:
Standard image High-resolution image3.4.1. Effect of laser power on the mechanical properties of welding joint
The tensile test was performed on welded joint samples welded under four different laser power. The macro-morphology of the tensile fracture of the samples was shown in figure 15, when the welding speed is 30 mm s−1 and the defocus distance is −1 mm.

Figure 15. Tensile tests at the different laser power parameters on the condition of 30 mm s−1 welding speed and −1 mm defocus distance. (a) Sample 1#, 1800 W laser power; (b) Sample 2#, 1900 W laser power; (c) Sample 3#, 2000 W laser power; (d) Sample 4#, 2100 W laser power; (e) Sample 5#, 2200 W laser power.
Download figure:
Standard image High-resolution imageSample 1#, Sample 2# are broken at the fusion center line of the welding seam, while Sample 3#, Samples 4# and 5# are broken at the DC25D+ZF45 steel base metal. Because Sample 1# or Sample 2# is welded on the laser power of 1800 W or 1900 W. This is a relatively low laser power, the metal material in welding seam is not sufficiently molten and penetration, which are consistent with the research results in figure 5. This leads to a smaller actual stressed area during tensile, therefore, the tensile strength of the welding joint is reduced.
While Sample 3#, Sample 4# and Sample 5# is welded on the condition of the laser power from 2000 W and 2200 W respectively, which achieves a full penetration and makes the two dissimilar metals form a close metallurgical bonding. As a result that the high energy density of laser welding, and the fast cooling rate of welding seam, welding joint contains substantial dislocations and high toughness non-equilibrium microstructure production, which can prevent crack growth and propagation during tensile. Therefore, on the laser power from 2000 W and 2200 W, these samples of welded joint have a higher tensile strength. After the tensile test, the fractures occurs at the DC25D+ZF45 steel base metal side which has a lower tensile strength. On the other hand, when the high energy density input [16, 19, 27], it is very easy to produce overburned and perforated phenomenon in the process of CO2 laser welding sheet, especially the DC25D+ZF45 is galvanized cold rolled sheet with surface coated the Zn layer. It is necessary to select an appropriate laser power and other parameters in order to prevent welding defects and achieve high tensile strength.
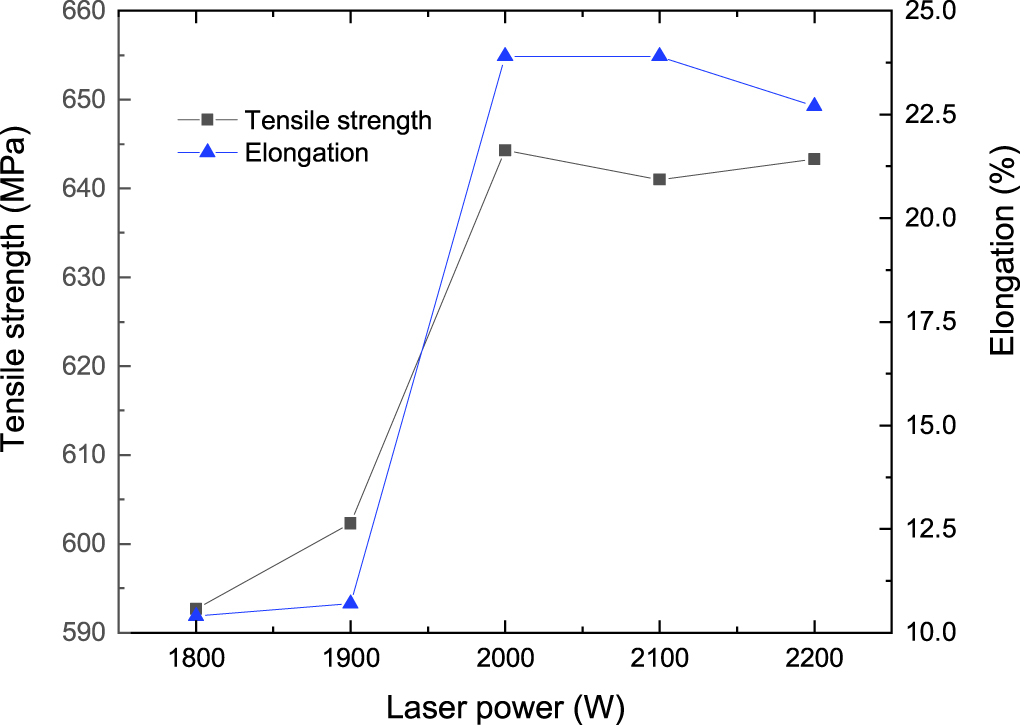
When the welding speed is 30 mm s−1 and the defocus distance is −1 mm, the tensile strength and elongation of the welded joint under five laser powers (1800 W, 1900 W, 2000 W, 2100 W, 2200 W respectively) are shown in table 5, corresponding to the five laser powers, the sample number is from Sample 1# to 5#. The relationship curve between the laser power and the average tensile strength or average elongation is shown in figure 16 when the laser power changes from 1800 W to 2200 W. The macro-morphology of crack from Sample 1# to 5# is shown in figure 15.
Table 5. Tensile properties of samples.
| Sample number | /Mpa | /MPa | /MPa | /% | /% |
|---|---|---|---|---|---|
| 1–1 | 416 | 589 | 592.7 | 10.0 | 10.4 |
| 1–2 | 431 | 597 | 11.2 | ||
| 1–3 | 405 | 592 | 10.1 | ||
| 2–1 | 401 | 603 | 602.3 | 10.4 | 10.7 |
| 2–2 | 420 | 608 | 11.6 | ||
| 2–3 | 417 | 596 | 10.2 | ||
| 3–1 | 407 | 641 | 644.3 | 23.8 | 23.9 |
| 3–2 | 402 | 643 | 23.6 | ||
| 3–3 | 412 | 649 | 24.2 | ||
| 4–1 | 431 | 645 | 641.0 | 24.6 | 23.9 |
| 4–2 | 436 | 641 | 23.8 | ||
| 4–3 | 422 | 637 | 23.2 | ||
| 5–1 | 474 | 646 | 643.3 | 22.0 | 22.7 |
| 5–2 | 409 | 646 | 22.0 | ||
| 5–3 | 409 | 638 | 24.0 |






Figure 16. Relationship of laser power and tensile properties of welding joint on the condition of 30 mm s−1 welding speed and −1 mm defocus distance.
Download figure:
Standard image High-resolution imageThe figure 16 and table 5 show that when the laser power is 1800 W and 1900 W, the mechanical properties of the welded joints are poor. Because the laser power is too small, which leads to insufficient penetration so that the stress is concentrated at the welding joint during stretching, and the tensile sample broke on the welding seam zone finally. When the laser power changes from 2000 W to 2200 W, due to the full penetration of the welding seam in the thickness direction and the close combination between two plates, the welded joint has a good mechanical performance, nearly reaching the strength of ASSAPH440 steel base metal.
In this paper, when laser power is from 2000 W to 2200 W, there shows a certain positive correlation trend among laser power, tensile strength and elongation. This correlation had been reported in the research of laser welded joint of high-strength TRIP steel by Rahul [18], and they found that as the laser power increased, the positive correlation between elongation and tensile strength became more obvious. In this case, the highest average tensile strength and average elongation of ASSAPH440/DC25D+ZF45 laser welded joint is 644.3 MPa and 23.9% respectively on the condition of 2000 W laser power, which is calculated by the minimum cross-sectional area of the different thickness (2.0 mm + 2.6 mm) dissimilar metal welded joint.
While the strength of ASSAPH440 steel base metal is higher than that of DC52D+ZF45 steel base metal, showed in table 2. Therefore, when the high-quality welding sample is stretched, the crack produces on the DC52D+ZF45 steel side. On the condition of this study, when the laser power is chosen from 2000 W to 2200 W, the welding speed is 30 mm min−1, the high quality of different thickness ASSAPH440/DC52D+ZF45 dissimilar metal welding joint can be ensured. If the CO2 laser power is further increased [11, 12, 15], welding heat input is too large to produce overheating, softening, porosity and welding leakage phenomenon in the welding seam, which will damage the integrity of the welded joint and reduce the mechanical properties of the welded joint.
3.4.2. Effect of welding speed on the mechanical properties of welding joint
When the laser power is 2000 W and the defocus distance is −1 mm, the tensile tests were conducted on the sample of laser welded joint welded under five welding speeds (25 mm s−1, 30 mm s−1, 35 mm s−1, 40 mm s−1, 45 mm s−1 respectively) are shown in table 6, corresponding to the five welding speeds, the sample number is Sample 6#, 3#, 7#, 8# and 9#. The relationship curve between the welding speed and the average tensile strength or average elongation is shown in figure 17 when the welding speed changes from 25 mm s−1 to 45 mm s−1.
Table 6. Tensile properties of welded joint samples at different welding speeds.
| Sample number | /Mpa | /MPa | /MPa | /% | /% |
|---|---|---|---|---|---|
| 6–1 | 403 | 639 | 642.3 | 23.6 | 23.9 |
| 6–2 | 397 | 646 | 24.0 | ||
| 6–3 | 396 | 642 | 24.2 | ||
| 3–1 | 407 | 641 | 644.3 | 23.8 | 23.9 |
| 3–2 | 402 | 643 | 23.6 | ||
| 3–3 | 412 | 649 | 24.2 | ||
| 7–1 | 408 | 622 | 622.7 | 11.4 | 11.8 |
| 7–2 | 413 | 627 | 12.3 | ||
| 7–3 | 421 | 619 | 11.7 | ||
| 8–1 | 416 | 589 | 592.7 | 10.0 | 10.4 |
| 8–2 | 431 | 597 | 11.2 | ||
| 8–3 | 405 | 592 | 10.1 | ||
| 9–1 | 424 | 596 | 583.7 | 9.8 | 9.8 |
| 9–2 | 408 | 574 | 10.2 | ||
| 9–3 | 413 | 581 | 9.5 |






Figure 17. Tensile properties of the laser welded joint at different welding speed parameters on the condition of 2000 W laser power and −1 mm defocus distance.
Download figure:
Standard image High-resolution imageFigure 17 shows that when the laser welding speed is 40 mm s−1 or 45 mm s−1, the material cannot be fully penetrated as a result of inadequate line energy input in CO2 laser welding, which is consistent with the research results in figure 6. The tensile strength of these welded joints is not enough. When the welding speed is 25 mm s−1 or 30 mm s−1, the different thickness metal of welding seam can be fully penetrated so that the two dissimilar materials produce one close metallurgical bonding part. On the condition of this study, when the welding speed is chosen from 25 mm s−1 to 30 mm s−1, the laser power is 2000 W, the high quality of different thickness ASSAPH440/DC52D+ZF45 dissimilar metal welding joint can be ensured.
In addition, when the welding speed is 35 mm s−1, laser power is 2000 W and −1 mm defocus distance, the sample #7 after tensile test is showed in figure 18(a). The result shows that the fracture of Sample 7# occurs at the fusion center line of the welding seam although the tensile strength of Sample 7# is above 620 MPa, but the average elongation of Sample 7# is only 11.8%. So the 35 mm s−1 welding speed and 2000 W laser power is not optimized technological parameters, which make sure that welding seam is full penetration and produce an effective firm metallurgical bonding between different thickness ASSAPH440/ DC25D+ZF45 dissimilar metals.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 18. Tensile test and surface of Sample 7# on the condition of 2000 W laser power, 35 mm s−1 welding speed and −1 mm defocus distance. (a) Crack position; (b) Surface of welding seam.
Download figure:
Standard image High-resolution image{kind=link}
Figure 18(b) shows the surface of welding seam about Sample 7#. Compared with Sample 6# or Sample 3#, Sample 7# has a significant difference in the flatness and width of welding seam, which indicates that the welding speed has a reasonable influence to surface quality of welding joint. The surface quality of welding seam can reflect the mechanical properties of the welded joint within a certain range, so many researchers have proposed to monitor these parameters on the practical mass welding process by controlling the surface quality to ensure the high performance of welded joint [15–17]. On the other hand, The tensile results also show that Sample 6# and 3# are cracked on the DC52D+ZF45 steel base metal, while Samples 7#, Samples 8# and Samples 9# are cracked along the fusion line of the welding seam. The fracture position of sample is also consistent with tensile strength. Therefore, the cracks of good quality welded joint will appear at the base metal of DC52D+ZF45 steel side after the tensile test, 25 mm s−1 or 30 mm s−1 welding speed is satisfy to meet the reasonable matching on the condition of this laser power. When welding speed is very slow, the line energy increases quickly, welding joint may be overfired. The highest average tensile strength of ASSAPH440/DC25D+ZF45 laser welded joint is 644.3 MPa on the condition of 30 mm s−1 welding speed, which is calculated by the minimum cross-sectional area of the different thickness (2.0 mm + 2.6 mm) dissimilar metal welded joint. Therefore, it is more appropriate to choose the 30 mm s−1 welding speed.
In recent years, there are many researchers investigating the high-strength dissimilar metal laser welded joints with a different thicknesses. Gustavo [30] has studied the relationship between the process parameters and the geometry size of laser welded joint of high strength low alloy steel (HSLA). They found that as the laser power increases or welding speed decreases, the width and the penetration of the welded joints increases, which is consistent with our experiment results (show in figures 5–7). Jing [31] has investigated the microstructure of the laser welded joint of TRIP590/DP590 dissimilar high strength steel with different thicknesses. They found that the microstructure of the weld zone is martensite, and the microstructure is the mixture of martensite, bainite and ferrite on both sides of HAZ, which also has observed in this paper (show in figures 8–10). Sevc [32] has investigated the fiber laser welded TRIP/HLSA sheets with different thicknesses, they found that the highest microhardness is at the HAZ of TRIP steel side, while in this study, the higher microhardness is at the weld center, which also agrees with our research result (show in figure 11). Rahul [18] has investigated on the effect of power and velocity of laser beam welding on tensile strength of the TRIP steel butt weld joint, and Shu [33] has also studied the effect of process parameters on the tensile strength of the laser welded joint of HC550/DP780 high strength steel with different thicknesses. They regard that as the laser power increases, the tensile strength of the welded joint increases firstly and then slightly decreases, which are consistent with our research results (shown in figures 16 and 17). And as the welding speed increases, the tensile strength decreases continually, while in this paper the tensile strength does not decrease when the welding speed increase from 25 to 30 mm min−1, which may attribute to the higher laser power (2 KW) used in this paper compared with Shu's case(0.7–1.7 KW).
In this case, the highest average tensile strength and average elongation of different thickness ASSAPH440/ DC25D+ZF45 dissimilar metal laser welded joint is 644.3 MPa and 23.9% respectively on the condition of 2000 W laser power and 30 mm s−1 welding speed considering a low welding cost and high production efficiency.
4. Conclusion
The microstructure and mechanical properties of different thickness ASSAPH440 high strength steel and DC52D+ZF45 galvanized cold rolled sheet dissimilar metal welding joint was studied by high-power CO2 laser welding. The conclusions are as follows:
- (1)2.0 mm thick ASSAPH440 + 2.6 mm thick DC52D+ZF45 different thickness dissimilar metal welding joint is made successfully by the high power CO2 laser welding. Optimized appropriate welding technological parameters are 2000 W laser power, 30 mm s−1 welding speed, −1 mm defocus distance and 20 l min−1 Argon (99.9%) shielding gas flowing by the orthogonal experimental method. The average tensile strength and elongation of ASSAPH440/DC52D+ZF45 welding joint is 644.3 MPa (based on the minimum cross-sectional area for different thickness metal) and 23.9% respectively. The good quality of different thickness dissimilar metal joint is obtained by the CO2 laser welding, which is satisfied to meet the requirement for lightweight automobile manufacturing.
- (2)DC52D+ZF45 base metal is mainly composed of equiaxed block ferrite and pearlite with small even grain size. ASSAPH440 base metal is also composed of equiaxed block ferrite with uniform distribution status, which grain size is little larger than that of DC52D+ZF45 base metal. The microstructure at the center of the welding seam consists of a few small white bulk ferrite and a slender lath martensite. The HAZ on the side of DC52D+ZF45 steel is composed of granular bainite and ferrite. The HAZ on the side of ASSAPH440 steel is mainly composed of granular bainite, acicular ferrite and martensite, which form a good and strong network structure. The microhardness of DC52D+ZF45 side is higher than that of ASSAPH440 side, and the microhardness of welding seam center is of the highest value.
- (3)The tensile fracture location of high strength ASSAPH440/DC52D+ZF45 welding joints appears in the DC52D+ZF45 side, because the non-defect welding seam is of a high strength, good toughness and microstructure on the condition of an appropriate CO2 laser welding technology, and then, the mechanical properties of ASSAPH440 base metal is better than that of DC52D+ZF45 base metal. Welding line energy and cooling speed are two important factors which will affect the welding quality. The tensile fracture of insufficient ASSAPH440/DC52D+ZF45 different thickness dissimilar metal welding joint takes place in the welding seam, leading to the poor mechanical properties.
Acknowledgments
The authors would like to thank Minjiang Scholar Support Program of Education Department of Fujian Province for the project funding and State Key Lab of Advanced Welding and Joining, Harbin Institute of Technology (AWJ-20-Z02). The project is also supported by the fund of the State Key Laboratory of Solidification Processing in NWPU (Northwestern Polytechnical University, Grant No. SKLSP201903) and Fuzhou University Testing Fund of precious apparatus (2019T012).