
Abstract
This study investigates the effects of calcined and uncalcined eggshell particles (ESP) and sisal fiber (SF) on the mechanical and wear properties of eggshell particles/sisal fiber reinforced epoxy composites. Egg shell was processed to obtain calcined and uncalcined egg shell particulate of −43 μm and sisal fibers was extracted by soil retting and treated with NaOH. The composite was developed using the hand lay-up method by blending the selected materials in predetermined proportions. SEM/EDS and XRD of the egg shell particles were carried out while mechanical and wear properties of the developed composites were evaluated. SEM images of the fracture surfaces were also examined. The results showed that eggshell particles contain CaCO3 and the uncalcined ESP/SF reinforced epoxy composite showed improved properties than the calcined ESP/SF composites in most of the tests performed. Also, it was observed that most of the tests gave the best results at different weight fractions. However, 3 wt. % emerged as the weight fraction with optimum values.

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Due to environmental pollution and petroleum depletion, development of composites using natural fibers has been given great attention from scientists and researchers globally recently (Faruk et al 2014, Dinesh et al 2019). Natural fibers such as sisal and kenaf have been successfully applied in both thermoplastic and thermosets matrices (Jeencham et al 2014, Fiore et al 2015). Natural fibres and particles are used as reinforcement in polymer matrix composites due to their abundant availability, ease of manufacturing and being less aggressive to manufacturing tools, sustainability and biodegradability compared to the synthetic fibres (Ahmad et al 2015, Daramola et al 2019). Automobile industries also find the need to lower fuel consumption by lowering the weight of automobiles and reducing dependency on non-renewable resources, such as petroleum based polymers and to source for their replacement by using natural materials which has little or no effect in the environment. Also, hybrid composites from synthetic and natural reinforcements have been developed immensely but not much has been done in the area of using the blend of animal waste with vegetable fibres.
Sisal fibre is one of the hardest natural fibre that is obtained from the leaves of the plant Agave sisalana. It is widely cultivated in India, Brazil, East Africa and Indonesia. It has a very good durability and strength and it is also one of the most extensively cultivated hard fibres which makes it easily available (Samuel et al 2012, Sahu and Gupta 2018). Reports shows that sisal fibre consists of 43%–56% cellulose, 21%–24% hemicellulose, 7%–9% lignin and 0.6%–1.1% ash (Favaro et al 2010). Its high cellulose content makes it to be hydrophilic in nature and hence, difficult compatibilty with hydrophobic polymer matrix usually ensue (Kamaraj et al 2018). Thus, chemical treatments are carried out to improve compatibility between the fibre and the polymer matrix (Manoj Kumar et al 2019). Alkali treatment was found to be simple and highly effective method for the treatment of sisal fibre (Cai et al 2016). It removes lignin, pectin, and hemicelluloses of the fiber leaving high quality fibers with increased surface roughness which allows better fiber-matrix interface adhesion, fiber fitness, longevity and reduces the diameter of the fibers (Oladele et al 2010, Karthikeyan and Balamurugan 2012). The treatment of sisal fiber using alkali (NaOH) however, reduces the composites variability on tensile behavior, decreases stiffness and tensile strength (Silva 2003, Favaro et al 2010). Sisal fibres are used as reinforcing material like glass fibres with epoxy. The commercial use of sisal in composites development has increased due to its strength, low density, environmental friendliness and cost-effectiveness. Generally, it can be said that egg shells are of no economic value (Zieleniewska et al 2016). However, they are rich in minerals and are therefore regarded as a source of the calcium as one of the predominant constituents (Oliveira et al 2013). About several hundred thousand tons of egg shell wastes are produced annually worldwide by the food processing industries and, the utilization cost as well as impact on environment of this waste is high. Wastes can be well and sustainably managed in innovative ways by turning them into useful materials (Dodson et al 2012, Tiimob et al 2015). Egg shell waste is principal sources of calcium carbonate about 95% and 5% of organic materials such as sulphated polysaccharides, collagen and other proteins and filling of polymers by calcium carbonate improves its mechanical properties and heat stability (Cheung et al 2009, Zieleniewska et al 2016). These characteristics justify egg shell as a good material for inexpensive, light weight, and low load bearing composite applications as needed in the automotive industry, homes, offices and factories (Amba et al 2014). The choice of epoxy matrix in this study is due to its known and excellent adhesion, chemical and heat resistance, good mechanical properties and very good electrical insulating properties. Though they are more expensive than polyester and vinyl ester, they produce stronger and more temperature resistant composite parts/materials (Dagwa et al 2015). Natural fiber composites have been studied by many researchers, among them, Oladele et al (2014) investigated the effect of water on treated and untreated sisal fibre reinforced polypropylene composites for use in ceiling applications and the result showed that the chemical treatment enhanced the mechanical and water absorption properties of the composites. Easwara et al (2017) who carried out a comparative study of the impact strength characteristics of treated and untreated sisal fiber reinforced polyester composites to study the effect of the fibre thickness on the impact strength characteristics for fibre volume of 10, 15, 20, 25 and 30%. Random orientation of fibres was adopted and the specimens were fabricated by using manually operated hot compression moulding technique. The results obtained from the study have shown that impact strength increases with increase in the thickness of the fibre. Araya et al (2019) investigated the mechanical properties of sisal reinforced composites as function of epoxy- matrix and they observed that 30 wt% of sisal fiber-reinforced composites have the maximum tensile and flexural strength of 85.5 MPa and 85.79 MPa respectively and the impact strength has been found to be maximum for 40 wt% sisal fiber which is 24.5 kJ m−2. As the result show, and compared with other researcher findings, the mechanical properties are acceptable as substitutes for applications demanding low-cost engineering applications such as automotive internal parts including interior door panel, back seat and body panels. Stanislav and Miroslav (2017) carried out a study on the effect of egg shell microparticles on the mechanical properties of epoxy resin to determine the influence of the filler content in the structure of the composite and he observed that there was enhancement in the tensile strength, elongation at break and hardness and a good wettability between the microparticles and the polymer was observed from the SEM micrograph. Senthil and Madan (2015) studied the mechanical properties and water absorption of egg shell polyester composites as a function of egg shell powder and it was observed that the addition of egg shell powder to the polymer leads to decrease in the tensile strength and modulus of elasticity, while an increase in hardness, % elongation at break and flexural strength was observed. Water absorption behavior of the composites was also investigated and they observed that there was increase in the water absorption property of the composites with increase in exposure time and filler content. In this research, the poultry eggshell was from animal source with ceramic based composition while sisal fibre was from plant source containing celluloses, hemicelluloses and lignin as major constituents which are polymeric in nature. Hence, the research tends to promote the development of natural ceramic-natural polymer based hybrid reinforced epoxy composites for automobile application where biodegradable materials are highly desirable. Selected properties of some vegetable fibres were as shown in table 1 to substantiate the choice of sisal fibre.
Table 1. Comparison of mechanical properties of natural fibers Naveen et al (2018); Pandey et al (2010); Guranathan et al (2015).
| Fiber | Diameter (μm) | Density (g cm−3) | Tensile strength (MPa) | Young's modulus (GPa) | Elongation at break (%) |
|---|---|---|---|---|---|
| Sisal | 50–200 | 1.2 | 460–855 | 15.5 | 8 |
| Henequen | — | 1.4 | 500 | 13.2 | 4.8 |
| Coir | 100–450 | 1.2 | 140.5–175 | 6 | 27.5 |
| Cotton | — | 1.21 | 250–500 | 6–10 | 7 |
| Bamboo | — | 0.6–1.1 | 140–800 | 11–32 | — |
| Oil palm | 240 | 0.7–1.55 | 248 | 3.2 | — |
2. Materials and method
2.1. Materials
The materials used in this study were Bisphenol A diglycidyl ether epoxy resin (commercial grade), diethylene triamine curative (hardener), eggshell, Agave sisalana leaves, sodium hydroxide and distilled water. The epoxy resin and the amine curative were procured from Orkila Chemicals, Ikeja, Lagos State, Nigeria while eggshell and sisal fibre were sourced and acquired from farmland in Akure, Ondo State, Nigeria.
2.2. Extraction and treatment of sisal fibre
Sisal fibre was extracted from the plant leaves using soil retting method after which the fermented leaves were disinterred, washed and then sun dried for 5 days. The fibers gotten after extraction from the leaves were treated by putting them in a solution of 2 M NaOH for 4 h at 45 °C. Then the fibers were washed under continuous stream of water and distilled until the complete removal of NaOH residue. Subsequently, the mercerized fibers were dried in the Sun for 2 days during the dry season and chopped to obtain 10 mm size. This method of extraction have been found to produce strong fibres due to the absence of stress induction from beating which is associated with decorticated fibres (Oladele et al 2014).
2.3. Egg shell particles
The egg shell was collected and washed thoroughly in water and dried for 2 days in sun. The egg shell was divided into two portions, a portion was left uncalcined and the other portion was put into a crucible and calcined at 900 °C for 1 h to obtain calcined egg shell. The obtained egg shell was ball milled to obtain egg shell powder and particle size analysis was carried out on different portions of egg shell particle to obtain the required particle sizes of undersize (−43 μm). This method was based on the work by Anjali et al (2017).
2.4. Development of the composite samples
The composite was developed using the open mould hand lay-up method by incorporating the particles and fibres into the epoxy matrix from 3 to 15 wt% ESP/SF. The epoxy resin and hardener were added in the ratio 2:1. Homogeneous mixture of the epoxy resin, the hardener and the ESP/SF for each test sample was achieved by manually mixing the composition with a glass rod stirrer for 2 min in a polymeric container. The homogeneous mixtures were thereafter introduced into respective moulds designed for each property to be investigated and allowed to cure in air and removed after curing. The cured samples were then tested according to ASTM standards. The formulation and the amount of constituents used were as shown in table 2.
Table 2. Formulation of the composites.
| Sample (wt.%) | Resin (g) | Hardener (g) | Egg shell (g) | Sisal fiber (g) |
|---|---|---|---|---|
| Control | 120.0 | 60.0 | — | — |
| 3 | 116.4 | 58.2 | 3.6 | 1.8 |
| 6 | 112.8 | 56.4 | 7.2 | 3.6 |
| 9 | 109.2 | 54.6 | 10.8 | 5.4 |
| 12 | 105.6 | 52.8 | 14.4 | 7.2 |
| 15 | 102.0 | 51.0 | 18.0 | 9.0 |
2.5. Characterization and evaluation of the developed composites
2.5.1. XRD spectrum
X-Ray diffraction (XRD) pattern of the eggshell particles were carried out to determine the phases present in the particulate by taking measurements within the range of 2θ = 10–90° using a Bruker D2 Phaser® diffraction machine, with a copper Kα radiation source. The machine was operated at generator settings of 30 kV and 20 mA at a temperature of 25°C an the patterns were analysed using PANalytical (v3.0e) X'pert Highscore software.
2.5.2. Flexural test
Three points bending test was used to evaluate the flexural strength of the samples according to ASTM D790. The tests were performed in a universal tensile testing machine Instron series 3369 model. The length, width and thickness of the specimen were 120, 15 and 3 mm, respectively. The tests were carried out using a displacement control rate at 10 mm min−1. The test speed was 5 mm min−1 over a span of 65 mm. Three samples were tested for each composition and the average value was used as the representative values.
2.5.3. Tensile test
The tensile tests were conducted according to ASTM C1557 standard on a universal testing machine Instron series 3369 model. The specimens with dimension 90 × 10 × 5 mm dumbell shape were used. The test was conducted at a crosshead speed of 5 mm min−1. In each case, three samples were used and the average values were reported.
2.5.4. Impact test
An impact test was carried out on the sample using a Charpy impact testing machine in accordance with ISO 179. Samples were cut into the impact test dimension of 80 × 10 × 3 mm and notched at the centre. Samples were placed horizontally on the machine, maintaining a distance of 60 mm between lines of supports. The initial reading of the gauge was taken and then a suspended handle that swings and fractures the sample was released. The final reading was taken after the sample has fractured. For each sample, three test pieces were tested. The average value was taken as the representative value.
2.5.5. Hardness test
Hardness test was conducted on the specimen using a Shore D hardness tester. The samples were placed on the stand of the tester and indented. Three values were obtained by indenting the samples in three different places and the average value was used.
2.5.6. Wear test
The wear procedure follows the standard CS-10 Calibrase or H-16 calibrade. The wear test was carried out with Taber Abrasers, Model ISE AO16. The standard load used was 500 g and a revolution of 150 rpm. Centre hole of 10 mm was made on the sample so as to fix the test piece on the machine. The sample was secured to the instrument platform which is a motor driven at a fixed speed and the values were recorded. Each specimen was a flat and round disc of approximately 100 mm2 and a standard thickness of approximately 6.35 mm. Wear resistance was measured using the weight difference before and after abrasion (weight loss technique). Care was taken to remove loose particles adhering to specimens during testing, especially prior to weighing. The weight losses of each of the samples were determined using equation (1):

2.5.7. Microscopy characterization
The SEM/EDS of the eggshell particulate and morphological characterization of the composite fracture surface was carried out using EVO MA 15, Carl zeiss SMT. The samples were gold sputtered to improve electrical conductivity.
3. Results and discussion
3.1. SEM/EDS of calcined and uncalcined eggshell particles
Plates

Plate 1. SEM image of (a) calcined, (b) uncalcined eggshell particles.
Download figure:
Standard image High-resolution imageThe EDS analysis as displayed in table 3 shows that the major constituents of both the calcined and uncalcined eggshell particles are Ca, Al, Mg and O while it was observed that the calcined eggshell particles contain some traces of Fe. This analysis showed that calcination reduced the Ca content and increase the O content compared to the uncalcined eggshell.
Table 3. Composition based on EDS analysis of calcined and uncalcined eggshell particles.
| %wt. comp. | Ca | Al | Mg | O | Fe | K | Na | Si |
|---|---|---|---|---|---|---|---|---|
| Calcined | 62.2 | 0.4 | 0.5 | 34.6 | 2.3 | — | — | — |
| Uncalcined | 77.4 | 0.4 | 0.24 | 12.9 | — | 8.6 | 0.4 | 0.06 |
3.2. XRD of calcined and uncalcined eggshell particles
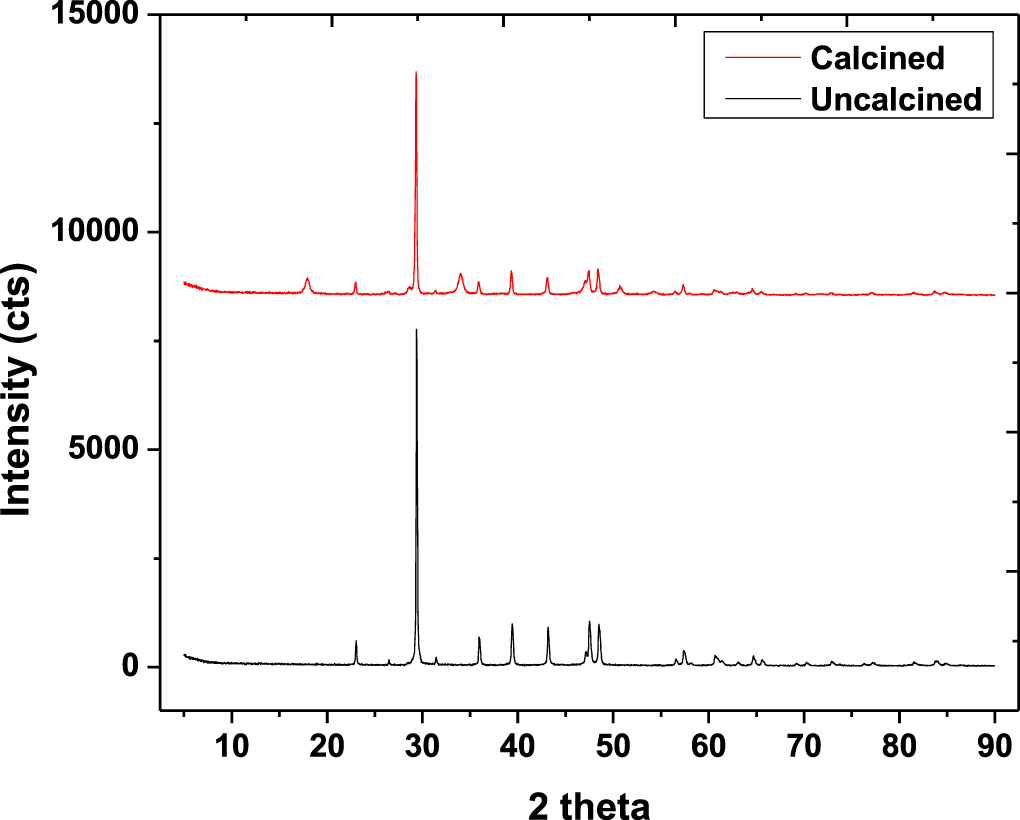
The x-ray diffraction patterns obtained for the calcined and uncalcined eggshell particles are shown in figure 1. The diffraction peaks suggested a crystalline phase showing the main material of ES to be calcium carbonate phase in the form of calcite (CaCO3). The major XRD intensity peak is found at 2θ angle of 29.4° and the minor peaks occur at 23.2°, 31.5°, 36.1°, 39.6°, 43.3°, 47.7°, and 48.7° for both ES and LS as also reported in the literature (Rahman et al 2014, Tiimob et al 2016, Owuamanam 2019). The XRD of calcined and uncalcined eggshell particles are shown in figure 1. The result shows that most of the peaks confirm the presence of CaCO3 in both the calcined and uncalcined eggshell particles. However, the calcined eggshell particles show the presence of Fe in the form of Ca2Fe7O11. It was also observed that the intensity of CaCO3 in uncalcined eggshell particles is higher than that of calcined particles. These results were in agreement with the analysis of the SEM/EDS in table 3. The elemental compositions of the particulate eggshell were responsible for the compounds formed and detected by XRD analysis.

Figure 1. XRD pattern of the calcined and uncalcined eggshell particles.
Download figure:
Standard image High-resolution image3.3. Mechanical properties
Figure 2 shows that there was enhancement in the maximum flexural strength of the calcined composites from 6–15 wt% with 15 wt% having the highest flexural strength of 35.82 MPa while for the uncalcined composites, the 9 wt% uncalcined ESP/SF has the highest flexural strength with a value of 36.76 MPa. This implies that the presence of the egg shell and sisal fiber in the epoxy matrix aided better properties in both processes. Alkaline treated sisal fiber has been discovered to be good potential for improved mechanical properties in polymer composites development (Oladele et al 2014). However, since sisal fiber is common to both processes, the observed results were due to the influence of the two different eggshell particles on the formulations. From the plot, it was observed that the uncalcined ESP/SF epoxy composite showed better enhancement than the calcined ESP/SF composite in the lower wt% range of 3–9 wt% and this is preferable to the calcined ESP/SF reinforced epoxy composite which was better within the range of 12–15 wt%. Comparing the calcined and uncalcined ESP/SF reinforced epoxy composite, 9 wt% uncalcined ESP/SF reinforced epoxy composite has the highest flexural strength (Kumaran et al 2019). The enhancement may be due to the presence of fine particles of CaCO3 as well as organic membranes which contains some functional groups such as hydroxyl, amine and carboxylic groups. These functional groups enhance hydrogen bonding with the epoxy resin in the uncalcined ESP/SF reinforced epoxy composites. This was in agreement with the findings of Owuamanam (2019) and Apalangya et al (2014). The observed result was also in accordance with Panneerdhassa et al (2016) when they investigate the properties of luffa fiber and ground nut particle hybrid reinforced epoxy composites.

Figure 2. Variation of maximum flexural strength with calcined and uncalcined eggshell particles/sisal fiber hybrid reinforced epoxy composites and control.
Download figure:
Standard image High-resolution imageFrom figure 3, it was observed that the flexural modulus of the calcined ESP/SF epoxy composites increases as the ESP/SF increases from 3–9 wt% and reduced gradually from 12–15 wt% (Dinesh et al 2019). It also shows that 9 wt% reinforcement gave the best properties for calcined ESP/SF with a flexural modulus of 327.77 MPa. The uncalcined ESP/SF reinforced epoxy composite samples shows enhancement from 3–15 wt% as ES/SF increases with the composite containing 15 wt% uncalcined ESP/SF having the highest flexural modulus of 371.35 MPa. This trend is in agreement with Kolawole et al (2019). The result showed that there was optimum enhancement in both the calcined and uncalcined ESP/SF composites, however, the uncalcined ESP/SF composite showed better enhancement than the calcined ESP/SF composites. This may be due to the fine CaCO3 particles of the uncalcined ES particles as shown in plate

Figure 3. Variation of flexural modulus with calcined and uncalcined eggshell particles/sisal fiber hybrid reinforced epoxy composites and control.
Download figure:
Standard image High-resolution imageFigure 4 shows that there was no enhancement in the maximum tensile strength of the composites for all weight fraction used. This may be due to improper transfer of tensile load from the matrix to the reinforcements (Kolawole et al 2019). This suggests that the developed composite may not be suitable for tensile strength loading application. However, the uncalcined samples show better enhancements compared to the calcined ones. Previous works have shown that the use of natural limestone fillers causes reductions in tensile strengths of composites when compared to the unreinforced polymer matrix due to the agglomerates serving as stress concentration regions in the composite (Boronat et al 2015, Owuamanam 2019).

Figure 4. Variation of maximum tensile strength with calcined and uncalcined eggshell particles/sisal fiber hybrid reinforced epoxy composites and control.
Download figure:
Standard image High-resolution imageThe variation of tensile modulus with calcined and uncalcined ESP/SF composites was shown in figure 5. The result showed that there was enhancement in the tensile modulus of the developed composites from 3–9 wt% for both calcined and uncalcined ESP/SF. It was also be observed that the composite containing 9 wt% composites gave the highest tensile modulus for both the calcined and uncalcined ESP/SF with a value of 964.76 MPa and 1007.98 MPa, respectively. The enhancement in the tensile modulus may be due to good bonding between the ESP/SF reinforcements and the epoxy matrix. It was observed from the result that the uncalcined eggshell gave better enhancement than the calcined eggshell due to the reasons stated in figure 3. The decrease in tensile modulus from 12–15 wt% may be due to insufficient wetting of the filler at higher concentration (Kolawole et al 2019) or fiber agglomeration (Pickering et al 2016). This observation highlights the fact that the incorporation of fillers into the polymer matrix improves the stiffness of the composites within a specified optimum values (Kolawole et al 2019).

Figure 5. Variation of tensile modulus with calcined and uncalcined eggshell particles/sisal fiber hybrid reinforced epoxy composites and control.
Download figure:
Standard image High-resolution imageThe variation of impact strength with calcined ESP/SF and uncalcined ESP/SF reinforced epoxy composites was shown in figure 6. The results show that there was enhancement in the impact strength of the developed composites and as the eggshell/sisalfiber increases the impact strength decreases in both the calcined and uncalcined ES/SF samples. This is in accordance with the findings of Hassan and Aigbodion (2015). It was also observed that the composite samples containing 3 wt% ESP/SF for both calcined and uncalcined ESP/SF have the highest impact strength with values of 23.16 and 18.633 J m−2, respectively. However, the composite samples containing calcined ESP/SF performed better than those containing uncalcined ESP/SF. This can be attributed to the volatile matters and moisture that are given off during carbonization as well as the presence of Ca2Fe7O11. The observation was in line with the submission. On the other hand, the results showed that the incorporation of low weight fraction of ESP/SF from 3–6 wt% increases the ability of epoxy to absorb energy by increasing toughness. This was in agreement with the findings of Teboho et al (2018). The reduction may be as a result of accumulated particles in the composites, which reduces the energy absorbing capacity (Chen and Evans 2008, Owuamanam 2019). As the loading of reinforcement increases, the ability of the composites to absorb impact energy decreases due to the reduction in the ratio of the matrix to particles.

Figure 6. Variation of impact strength with calcined and uncalcined eggshell particles/sisal fiber hybrid reinforced epoxy composites and control.
Download figure:
Standard image High-resolution imageThe variation of hardness with the calcined and uncalcined ESP/SF composites was as shown in figure 7. For both calcined and uncalcined samples, initial increase from 6–9 wt% was followed by a decrease from 12–15 wt%. In the calcined samples, it was observed that the hardness was only enhanced for 6 and 9 wt% ESP/SF composites while the uncalcined composites shows enhancement from 6–15 wt%. For the calcined and uncalcined composites, 9 wt% ESP/SF have the highest hardness values of 67.87 HS and 72.25 HS, respectively. The hardness increases with an increase in the mass of the reinforcement used for both the calcined and uncalcined ESP/SF based composites. This was in agreement with the findings of Oladele et al (2014) in which it was stated that high density enhances higher material hardness. It was observed that the uncalcined ESP/SF showed better properties compared to the calcined samples.

Figure 7. Variation of hardness with calcined and uncalcined eggshell particles/sisal fiber hybrid reinforced epoxy composites and control.
Download figure:
Standard image High-resolution imageThe variation of wear index with calcined and uncalcined eggshell particles/sisal fiber hybrid reinforced epoxy composites was as shown in figure 8. The results showed that there was enhancement in the wear index of both the calcined and uncalcined ESP/SF hybrid composites. This improvement was due to the reduction in coefficient of friction resulting from low friction force. Low frictional force has been reported to be due to the presence of natural fibre which reduced the contact area of resin to abrasion disc (Ramesh et al 2014, Shalwan and Yousif 2014). The epoxy resin shows a high wear rate because of the very soft nature of epoxy molecules. Lower wear index depicts high wear resistance. It was also observed for both the calcined and uncalcined ESP/SF that as the reinforcement weight fraction increases the wear index increases from 3–15 wt%. Nevertheless, calcined ESP/SF hybrid composites possess the most improved wear resistance in all variations considered compared to the uncalcined ESP/SF hybrid composites. This improved wear resistance may be due to the presence of Ca2Fe7O11. Sample with 3 wt% reinforcement gave the best wear resistance for both calcined and uncalcined samples with values of 0.38 and 0.52 mg, respectively.
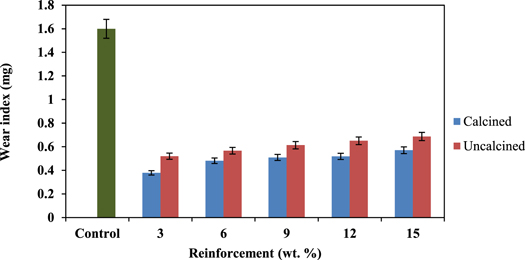
Figure 8. Variation of wear index with calcined and uncalcined eggshell particles/sisal fiber hybrid reinforced epoxy composites and control.
Download figure:
Standard image High-resolution image3.4. Scanning electron microscopy
Plates

Plate 2. SEM image of 3 wt% (a) calcined ESP/SF, (b) uncalcined ESP/SF reinforced epoxy composite.
Download figure:
Standard image High-resolution image
Plate 3. SEM image of 9 wt% (a) calcined ESP/SF, (b) uncalcined ESP/SF reinforced epoxy composite.
Download figure:
Standard image High-resolution image
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Plate 4. SEM image of 15 wt% (a) calcined ESP/SF, (b) uncalcined ESP/SF reinforced epoxy composite.
Download figure:
Standard image High-resolution image{kind=link}
4. Conclusion
Analyses of the processed eggshells revealed that calcination reduced the amount of Ca and increase that of O in eggshells. Hence, high CaCO3 was present in uncalcined eggshell while Fe and Ca2Fe7O11 was present in calcined eggshell. The mechanical properties were improved by both eggshells. Flexural properties, tensile modulus and hardness were enhanced by uncalcined eggshell particle based composites while impact and wear resistance were improved by the calcined eggshell particles based composites. The optimum weight fractions for the utmost improved properties of the developed composites from uncalcined eggshell particles were from 9 wt% while that of calcined eggshell particles were from 3 wt%.
Acknowledgments
The authors wish to acknowledge the African Academy of Sciences Grant No [ARPDF 18-03] for providing the financial support to carry out the Scanning Electron Microscopy and x-ray Diffraction analysis for this work. Also, the services of Dr M O Bodunrin of the Department of Materials and Metallurgical Engineering, Federal University of Technology Akure, Nigeria was also appreciated. A A Adediran appreciates Landmark University Centre for Research Innovation and Development (LUCRID) for their support.