

Abstract
The Al-11.0Mg-2.6Si-4.0Zn-0.6Mn (wt%) alloy is a new developed high strength die cast alloy which can be used for structural parts in the automotive and aerospace industry. In this study, the effect of various amount of Ti on microstructure evolution and mechanical properties of Al-11.0Mg-2.6Si-4.0Zn-0.6Mn (wt%) alloy under as-cast and T6 heat treatment conditions are investigated. The addition of Ti results in the formation of Al3Ti intermetallic phase, and the volume fraction and forming temperature increases with the increase of titanium content. With 0.1wt% Ti addition, the best mechanical properties of the alloy. The yield strength (YS), ultimate tensile strength (UTS) and elongation reach up to 350 MPa, 440 MPa and 3.29% respectively after heat treatment. Titanium content should be controlled below 0.10%.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
High Pressure Die Casting (HPDC) is a well-developed manufacturing process with high solidification speed and has been widely used in casting aluminum alloys. However, existing aluminum die-casting alloys are mainly based on Al-Si, Al-Si-Cu and Al-Mg-Si systems. Most of these alloys are not particularly suitable for the property enhancement by heat treatment, in particular not suitable for solution heat treatment [1, 2]. Although rapid solution treatment has been used for solution treatment of Al-Si-Cu alloys prepared by the HPDC process, currently available aluminum alloys is not satisfied with the growing demands for manufacturing structural components by HPDC process. For Al-Si alloys like A380, Si improves fluidity of the alloy, but sacrifices the toughness of the alloy due to the brittleness of Si phase [3]. Although there are many types of aluminum cast alloys, there are limited options which can provide high-strength in the HPDC process. B390 is a hypo-eutectic Al-Si die-cast alloy with high wear resistance, low coefficient of thermal expansion, and high alloy liquidus temperature. It has been widely used in piston and cylinder castings. However the yield strength of B390 is only 250 MPa, and the elongation is less than 1% [4].
Shouxun Ji [5–7] et al developed the Al-Mg2Si-Mg-Zn base alloy, they also studied the effect of solid solution and aging treatment on the microstructure and properties of high strength die-cast Al-Mg-Zn-Si alloy, and the mechanical properties were significantly improved compared with the as-cast state. The die-casting alloy is a new type of heat-resistant and reinforced die-casting alloy, which can reduce the solution temperature by 60 °C–100 °C compared with conventional die-cast alloys. The heat treatment of the die casting is realized while avoiding the foaming deformation of the casting, and the strength of the casting is improved by the low temperature solid solution aging. Wenchao Yang [8] studied a partial solution treatment process to improve the mechanical properties of die-cast Al-Mg-Zn-Si alloy which successfully increased the alloy ultimate tensile strength(UTS) from 350 MPa to 362 MPa, solutioning at 430 °C for 1 h. However, in the study of Al-Mg-Zn-Si die-casting alloys, the effects of various elements such as Ti, Cu and Fe on the microstructure and properties of Al-Mg-Zn-Si die-cast alloys are lacking.
The addition of Ti element has high grain refining efficiency and stability, and may have potential industrial applications for the cast aluminium alloys [9]. The induced inoculation particles in the melt are the most effective way to achieve uniform distribution of small equiaxed crystals, and has the advantages of high thermal tear sensitivity, high toughness, better compactness, and improved processability [10, 11]. TiAl3 intermetallic particles can act as nucleating agents for α-Al crystals during solidification. The TiAl3 intermetallic compounds can have three different forms (flakes, petals and blocks) depending on the solidification conditions and temperature history of the alloy [12, 13]. Microalloying technology is a new metallurgical technology that has emerged in recent years, and these microalloying elements are used for strengthening. In the conventional Al-Si, Al-Mg alloy, the addition of 0.05–0.20 wt% of Ti can refine the grain size while improving the mechanical properties of the alloy. The addition of 0.1wt% Ti has a strengthening effect on the mechanical properties of the extruded Al-Si-Mg alloy[14]. Therefore, this paper hopes to achieve microalloying by adding different traces of rare metal Ti in Al-Mg-Zn-Si die-casting alloy to improve the microstructure and the mechanical properties of aluminum alloy.
2. Experimental procedures
Commercial purity (CP) aluminum(Al99.80), magnesium(Mg9980) and zinc(Zn99.9), Al-30 wt% Si and Al-15 wt% Mn master alloy ingots were used for preparing the Al-Mg-Zn-Si base alloy. During the preparation of the experiment, each element was weighed to a specific ratio, and the additional amount was used for the combustion loss during the melting. 99.9% Ti was used to prepare five alloys containing Ti in an amount of 0, 0.05 wt%, 0.10 wt%, 0.15 wt%, and 0.20 wt%, respectively. The die-casting process was carried out using a LK-DCC280 cold chamber die-casting machine with four die cavities tensile specimens die cavity (diameter of 6.35 mm) under ASTM B557 standard. The size of the specimen is shown in figure 1. Pre-heating and coating the die-casting mold before die-casting, pour the molten metal into the small pot with an iron spoon. A K-type thermocouple is usually used to measure the casting temperature at 700 ± 2 °C and poured into the shot sleeve to obtain a tensile test bar. All cast samples were tested 24 h after casting.
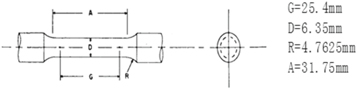
Figure 1. Illustration of tensile specimen.
Download figure:
Standard image High-resolution imageThe heat treatment was using an N30 type furnace, the solution temperature was set at 460 ± 0.5 °C for 1 h, aging temperature was set at 180 ± 0.5 °C for 1.5 h. The mechanical properties were tested using the SHIMADZU's AG-X plus type electronic universal test machine. Analysis of alloy composition using D/max-γB-X ray analyzer. The SU1500 scanning electron microscope (SEM) equipped with energy dispersive spectroscopy (EDS) were used for microstructure analysis. Quantitative SEM/EDS analysis was at 20 KV accelerating voltage and calibrated before each use.
3. Results and discussion
3.1. CALPHAD calculation
In the Al-Mg-Zn-Si alloy by HPDC, the as-cast microstructure contains several phases formed during solidification, including primary α-Al, Mg2Si, eutectic Al-Mg2Si, AlMgZn, AlFeMnSi and Al3Ti phases. The microstructure characteristics of the alloy can be understood from the solidification and phase formation processes [15]. The CALPHAD calculation is performed using the PANDAT-soft. The initial and finish temperature are set at 900 °C and 400 °C respectively. Figure 2 shows the equilibrium phase diagram of the Al-Mg-Zn-Si-Mn system on the cross section of Al-11Mg-2.6Si-4.0Zn-0.6Mn-Ti calculated by PANDAT-soft. In the calculation range, the solidification order of the alloy is L → Al3Ti+α-Al + AlFeMnSi + Mg2Si + AlMgZn. During the solidification process, the Al3Ti phase is formed before the α-Al phase, and then the temperature is lowered to form other phases. Usually, a small amount of Ti is added to form a Ti phase compound rarely. The reason is that Si in the melt reacts with Ti to form Ti-Si phase, at the expense of Al3Ti particles, which impairs the grain refining efficiency of the master alloy and reducing the formation of Al3Ti phases [16, 17]. However, in the Al-Mg-Zn-Si alloy, it is understood from figure 2 that the Al3Ti phase is formed when the Ti content is increased, and the formation temperature increases as the Ti content increases. The reason is that the Si content of this alloy is relatively small during the solidification process. The interaction between Ti and Si is weak, and the heterogeneous nucleation of a-Al by Al3Ti is not impaired.
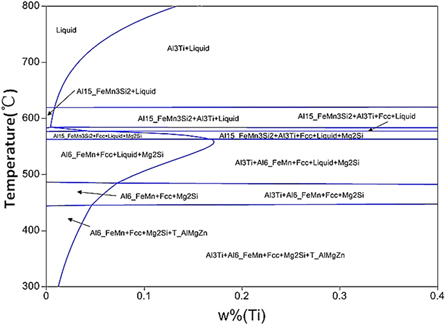
Figure 2. Equilibrium phase diagram of the Al-Mg-Zn-Si alloy by PANDAT-soft.
Download figure:
Standard image High-resolution imageFigure 3 shows the solidification process of Al-Mg-Zn-Si alloy with different amount of Ti addition. In the Ti-free alloy, the solidification process starts from the precipitation of α-Al phase at 656.76 °C, follow with α-AlFeMnSi phase at 619.524 °C. The Al-Mg2Si eutectic phase forms at 576.745 °C. The AlMgZn phase forms at 455.861 °C, and the solidification finishes at 446.104 °C. With 0.05 wt% Ti, the solidification starts with the precipitation of Al3Ti phase at 728.667 °C, followed with α-AlFeMnSi phase at 619.623 °C. The Al-Mg2Si eutectic phase forms at 576.741 °C. The AlMgZn phase appears at 455.853 °C, and the solidification finished at 446.106 °C. With further increase Ti addition to 0.10 wt%, 0.15 wt%, and 0.20 wt%, the precipitation temperatures of Al3Ti phase increase to 778.262 ° C, 809.637 °C and 833.062 °C, respectively. The increase of Ti contents have no effect on the precipitation temperature of following phases. The solidification finish temperatures are still around 446 °C for all compositions.
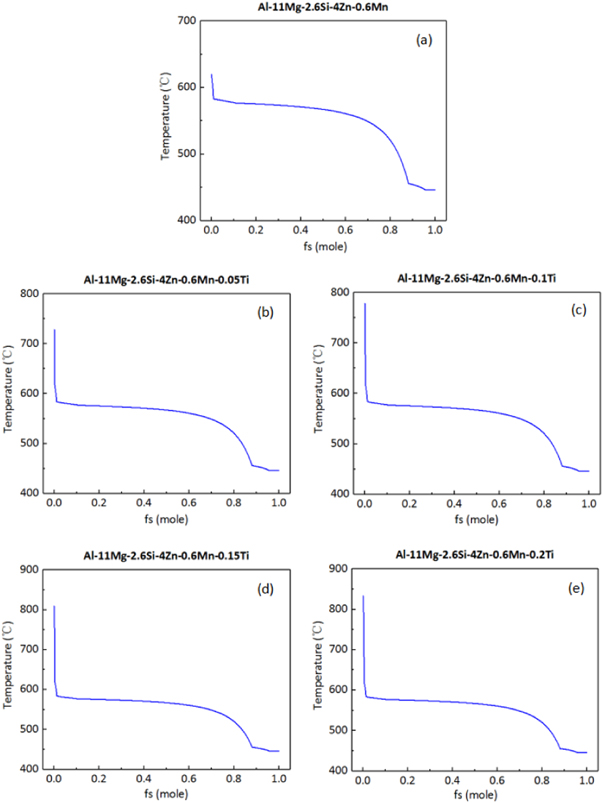
Figure 3. Temperature-phase composition diagram of Al-Mg-Zn-Si alloy calculated by PANDAT-soft, (a) Ti-free; (b) Ti-containing content 0.05 wt%; (c) Ti-containing content 0.10 wt%; (d) Ti-containing content 0.15 wt%; (e) Ti-containing content 0.20 wt%.
Download figure:
Standard image High-resolution image3.2. Microstructure evolution
Figures 4 (a) and (b) shows the XRD spectrum of the Al-Mg-Zn-Si die-casting alloy adding 0.10wt% Ti and 0.20wt% Ti, respectively. Comparing the peaks in these two spectra is almost the same. In addition to the reflection of the a-Al matrix, the Mg2Si phase, the a-AlFeMnSi phase, and the AlMgZn phase, the AlTi phase was also detected and identified. It confirmed that the formation of the AlTi phase after the addition of the rare metal Ti in the as-cast microstructure of the Al-Mg-Zn-Si alloy. Figure 5 shows the microstructure of Al-Mg-Zn-Si alloy with various amount of Ti addition under as cast condition. White irregular shape AlMgZn phase can be observed in all compositions, which are located between the primary α-Al phases and the eutectic cells. The gray hexagonal shape is the Mn-rich α-AlFeMnSi phase with a composition of Al15(Fe,Mn)3Si2. Fe-rich and Mn-rich intermetallic compounds precipitate in the inter-dendritic region. The finely dense AlFeMnSi phase can reduce the deleterious effects of acicular intermetallic compounds [18, 19]. The black-patterned eutectic Al-Mg2Si phase and a black bulk-like primary Mg2Si phase can be observed in all samples. The dissolution and homogenization of Mg2Si particles are a rapid process [20]. Al-Mg2Si can be considered as a simple pseudo-binary alloy, which is particularly useful for simplifying the thermodynamics of an Al-Mg-Si system at a specific ratio in a binary phase diagram [5, 21]. When the Mg content is 5.8 wt%, the coarse primary α-Al phase almost disappears. The microstructure consists mainly of a fine primary α-Al phase and an Al-Mg2Si eutectic. When Mg is further increased to 7.6 wt%, an Al-Mg2Si eutectic phase is formed [1, 22]. The existence of grain boundaries hinders the movement of dislocations at room temperature and improves the plastic deformation resistance of materials [23]. The Mg2Si phase can fix dislocations and grain boundaries to slow its sliding under stress. Therefore, the combination between Mg2Si and extra Mg content increases the strength and appropriate ductility in the aluminum alloy [24]. When the Ti is added the Al3Ti phase of the strip-like or massive gray structure gradually increases, and there is no morphology change on other phases. The EDS quantification of each phase are shown in table 1.
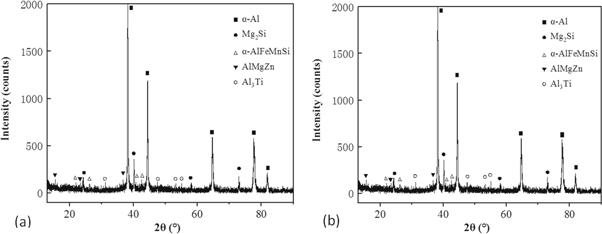
Figure 4. XRD spectrums of the Al-Mg-Zn-Si die-casting alloy adding Ti, (a) 0.10wt%; (b) 0.20wt%.
Download figure:
Standard image High-resolution image
Figure 5. SEM image of as-cast of die-cast Al-Mg-Zn-Si alloy with various amount of Ti, (a) Ti-free; (b) 0.05 wt% Ti; (c) 0.1 wt% Ti; (d) 0.15wt% Ti; (e) 0.2 wt% Ti.
Download figure:
Standard image High-resolution imageTable 1. Quantitative SEM / EDS analysis to determine the composition of the intermetallic phases in Al-Mg-Zn-Si alloy (at%).
| Element | Al | Mg | Zn | Si | Mn | Fe | Ti |
|---|---|---|---|---|---|---|---|
| Al8MgTi | 77.58 | 13.34 | 1.01 | 1.01 | 1.28 | 0.12 | 5.66 |
| Al6Mg3Zn | 59.18 | 31.09 | 9.23 | 0.31 | 0.09 | 0.06 | 0.04 |
| Al19FeMn2Si | 77.20 | 2.95 | 0.49 | 4.45 | 10.49 | 4.21 | 0.21 |
| AlMg2Si2 | 20.01 | 39.31 | 0.38 | 39.83 | 0.12 | 0.06 | 0.29 |
The quantification results of the Al3Ti phase is shown in figure 6(a). With the increase of Ti content from 0.05wt% to 0.20wt%, the average size the Al3Ti phase is increased from 21.6 um to 68.5 um. The maximum size reaches 68.5 um at 0.20 wt%. Figure 6(b) shows the particle size distribution of Al3Ti phase with 0.20wt% Ti. particle size distribution follows Gaussian distribution. The minimum grain size of the Al3Ti phase is 28.4 um, the maximum is 127.2 um, and most particles are in the size of 65–75 um. The solidification in HPDC is a two stages process, in which partially melt solidifies in the shot sleeve, and majority melt solidifies in the die cavity. Therefore, metallographic structures of different sizes in figure 5 and a normal distribution of grain sizes in figure 6 can be observed. Al3Ti having a large grain size is formed in the shot sleeve, and small is formed in the mold. Due to the high cooling rate in the die cavity, there is no significant grain refining effect after the addition of Ti.
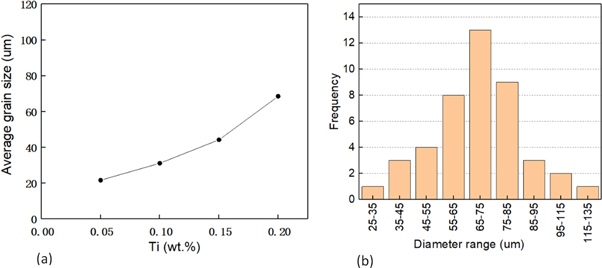
Figure 6. (a) Average grain size of Al3Ti phase with different Ti addition; (b) Particle size distribution of Al3Ti phase with 0.20wt% Ti.
Download figure:
Standard image High-resolution imageFigure 7 shows the microstructure evolution of Al-Mg-Zn-Si alloy with 0.2 wt% Ti under as-cast and T6 condition. There is no significant change on the AlFeMnSi phase and the primary Mg2Si phase after T6. There is no morphology change for the Al3Ti phase. The strengthening phase of the alloy after T6 heat treatment is also the dissolution of the AlMgZn phase and the eutectic Mg2Si phase spheroidization. The morphology eutectic Mg2Si phase is changed from lamellar to spherical. Variations in the size and morphology of the Mg2Si phase have resulted in significant improvements in the mechanical properties of the alloy as this reduces stress concentration in crack initiation and retards crack propagation. The AlMgZn compound decomposes in solution process and then precipitates during aging. The fine precipitates provide a more effective strengthening effect in the alloy in which the detrimental effects of the irregular AlMgZn phase are minimized, thus increasing the elongation [25].
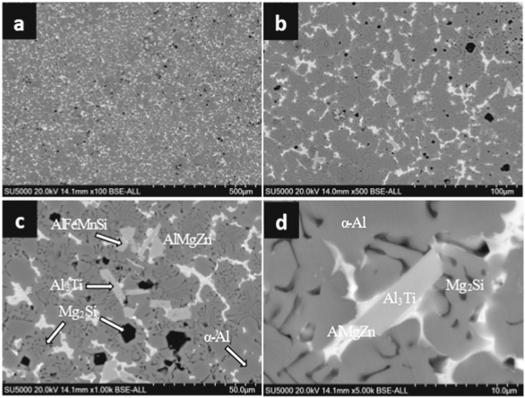
Figure 7. Microstructure of Al-Mg-Zn-Si alloy with 0.2 wt% Ti, (a) and (c) as-cast; (b) and (d) T6.
Download figure:
Standard image High-resolution image3.3. Mechanical properties
According to the tensile test results, the as-cast test bars are compared with the T6 heat-treated test bars. Figures 8 (a) and (b) are the mechanical properties of the Al-Mg-Zn-Si alloy having different amounts of Ti in the as-cast and heat-treated conditions, respectively.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
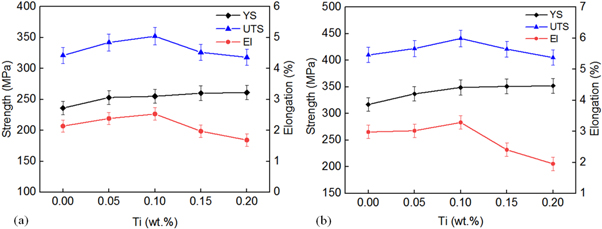
Figure 8. Effect of Ti addition on the mechanical properties of the Al-Mg-Zn-Si alloy, (a) as-cast, (b) T6.
Download figure:
Standard image High-resolution image{kind=link}
From figure 8(a), it is noticed that the mechanical properties of the Al-Mg-Zn-Si alloys is slightly improved when the Ti is added. The yield strength increases from 223 MPa to 261 MPa with increasing Ti content. With 0.10 wt% Ti, the best mechanical properties of the alloy. The ultimate tensile strength (UTS) is increased from 321 MPa to 352 MPa, and the elongation is increased from 2.14% to 2.53%. When the Ti content exceeds 0.1 wt%, although the yield strength still slowly increases, the ultimate tensile strength and elongation decrease. Figure 8(b) shows the mechanical properties of Al-Mg-Zn-Si added with Ti after T6 heat treatment. Its mechanical properties have been greatly improved compared to as-cast. The yield strength increases from 317 MPa to 352 MPa with increasing Ti content. The mechanical properties are optimal when Ti is added at 0.10wt%. The elongation increased from 2.98% to 3.30%, and the ultimate tensile strength increased from 410 MPa to 440 MPa. When the Ti content exceeds 0.1 wt%, the tensile strength and elongation of the alloy will still be reduced.
The formation of the primary phase usually has the effect of splitting the structure, which greatly reduces the strength and ductility of the alloy [26]. However, in this alloy, the Al3Ti phase not only does not degrade the properties of the alloy, but rather improves the properties of the alloy. When the content of 0.1 wt% Ti is applied, the mechanical properties of the Al-Mg-Zn-Si alloy are optimized. As the nominal amount of Ti increases to more than 0.10 wt% Ti, the Ti-rich particles become rougher. Figure 6(a) shows the results of coarsening of Ti-rich particles. The formation of a large Al3Ti intermetallic phase hinders the feeding channels between the dendrites during the solidification process, which may result in the formation of shrinkage in the casting. Therefore, the addition of excess Ti also form a large Al3Ti intermetallic phase has an adversely affects on the improvement of the microstructure and mechanical properties of the Al-Mg-Zn-Si alloy.
4. Conclusions
- (1)The addition of a small amount of Ti to the Al-Mg-Zn-Si die-cast alloy result in the formation of Al3Ti phase, which the size and volume fraction increases with the addition increases.
- (2)With 0.10 wt% Ti addition, the best mechanical properties of the alloy achieved. The as-cast yield strength is 255 MPa, the UTS is 352 MPa, and the elongation is 2.53%. Compared with the alloy without Ti, the yield strength is increased by 8.5%, the UTS is increased by 9.7%, and the elongation is increased by 18.8%; After heat treatment, the yield strength was 350 MPa, the UTS was 440 MPa, and the elongation was 3.30%. Compared with the alloy without Ti, the yield strength is increased by 10.4%, the UTS is increased by 7.6%, and the elongation is increased by 10.7%.
- (3)In Al-Mg-Zn-Si alloy, small amount Ti addition can significantly increase the mechanical properties of the alloy especially after T6 heat treatment. However, the titanium content should be controlled below 0.10%, excess titanium will form large Al3Ti intermetallic, which may downgrade the mechanical properties.
Acknowledgments
The authors gratefully acknowledge the support by the National Natural Science Foundation of China (Nos. 51774254, 51774253, 51701187, 51674226); The Science and Technology Major Project of Shanxi Province (No. 20191102008); Platform and Talent Project of Shanxi Province (No. 201805D211036); Guiding Local Science and Technology Development Projects by the Central Government (No. YDZX20191400002796); Transformation of Scientific and Technological Achievements Special Guide Project of Shanxi Province (No. 201804D131039); The Youth Science and Technology Research Foundation Project of Shanxi Province (No. 201801D221152); and Natural Science Foundation of North University of China (No. 2017013).