

Abstract
The main critical factors, which have direct influence on the fracture toughness and imapct strength properties of natural fibers composites, are reviewed in details in this paper. Considering the vast body of literature on the aforementioned subject, there are six main factors controlling these properties: (i) Intrinsic properties of the constituents related to packing arrangements, length, loading and orientation of the fibers; (ii) Type of physical and chemical treatment on natural fibers; (iii) Environmental conditions such as temperature and moisture; (iv) Material properties of reinforcing fiber and hosting resin, which constitute the natural composites; (v) The type of hybridization of natural composites such as self-hybridization based on same natural fiber and hybridization of natural fiber with another natural or synthetic fibers; (vi) Type of nano reinforcements, which is used to improve the fracture toughness of natural composites at nano and micro scale levels. Among the aforementioned factors, it is found out that the most critical factors affecting the fracture toughness and impact strength of natural composites are the type of physical and chemical treatments used to improve interfacial adhesion at fiber-matrix interface and the type of hybridization process.
Export citation and abstract BibTeX RIS
Nomenclature
| AM | Additive manufacturing |
| BF | Bamboo fiber. |
| CD | Cow dung. |
| CF | Cellulosic fiber. |
| CNC | Cellulose nano-crystals. |
| CNF | Cellulose nano-fiber. |
| CNP | Clay nano-particles. |
| CNT | Carbon nanotubes. |
| COOHCNT | Carboxyl-functionalized carbon nanotubes. |
| CSM | Chopped strand mat. |
| E29 | Isocyanate-terminated pre-polymer. |
| EP | Epoxy. |
| ESO-g-PHS | Epoxidized soybean oil grafted poly (12-hydroxy stearate). |
| FDM | Fused deposition modelling. |
| FF | Flax fiber. |
| Gc | The critical strain fracture energy. |
| GMA | Glycidyl methacrylate. |
| GMT | Glass fiber mat reinforced thermoplastic. |
| GPS | Triethoxy (3-glycidylpropyl) silane. |
| GPTMS | Glycidyloxypropyl–trimethoxy silane. |
| HF | Hemp fiber. |
| IEM | Isocyanatoethyl methacrylate. |
| IFSS | Interfacial shear strength. |
| ILSS | Inter-laminar shear strength. |
| IPC | Interpenetrating phase composite. |
| JF | Jute fiber. |
| KBF | Kenaf Bast fiber. |
| KIc | Critical stress intensity factor. |
| LDPE | Low density polyethylene. |
| MA | Maleic anhydride. |
| MAPP | MA functionalized PP. |
| MCC | Microcrystalline cellulose. |
| MCF | Microcrystalline cellulose fibers. |
| MFC | Micro-fibrillated cellulose. |
| NaOH | Sodium hydroxide. |
| n-CaCO3 | Calcium carbonate nano-particles. |
| NMT | Natural fiber mat reinforced thermoplastic. |
| n-SiC | Nano-silicon carbide. |
| OBDC | O-hydroxybenzene diazonium chloride. |
| phr | Parts per hundred resin. |
| PLA | Polylactic acid. |
| PLLA | Poly (L-lactic acid). |
| POE–MA | MA grafted Poly (ethylene octane). |
| PP | Polypropylene. |
| RCF | Regenerated cellulose fiber. |
| RPP | Recycled polypropylene. |
| SEM | Scanning electron microscopy. |
| SF | Sisal fiber. |
| SF-g-LA | Lactide grafted sisal fiber. |
| SiO2 | Silica nano-particles |
| SPC | Soy protein concentrate. |
| Tg | Glass transition temperature |
| TiO2 | Titanium dioxide |
| UD | Unidirectional. |
| UPE | Unsaturated polyester. |
| VE | Vinyl ester. |
1. Introduction
The impact strength can be defined as the resistivity of the material with or without notch in it in the direction of the impact loading [1]. The impact strength is a material property related to the polymer composites support high energy impacts without fracturing or rupturing [2, 3]. The impact properties of polymeric substances depend essentially on the toughness of the materials. The toughness of the material can be described as the capability of the material to absorb the dynamic impact energy. The impact energy can be represented by the kinetic energy from the pendulum in order to make fracture in the composite sample. The breaking energy is the accumulated energy needed to make deformation in the sample, to initiate and propagate crack within the material structure, and the energy dissipated in tossing the fractured ends of the sample [4]. The overall toughness of the composite highly depends on the interface between fibre and matrix, geometry and construction of the composites, testing conditions, and the nature of the component materials [5, 6]. The interfacial properties at the interface between fibre and matrix of natural composites are affected by various factors such as the type of the polymer matrix, service environment of the composite, functionalization of natural fibre, and the fabrication methods [7]. Natural fibres based composites with good interfacial properties can dissipate the large portion of dynamic impact energy through fibre breakage and fibre pull-out [8–11]. The ILSS is a measure, which quantifies the shear strength of the matrix layer between the plies [1]. Cracks can propagate within the composite structure through one or combinations of three main crack propagation modes: mode I (tension loads are used to make opening crack), mode II (shear loads are used to induce cracks through development of in-plane shear), and mode III (off-plane shear mechanism is used to tear composite structure) [12]. The stress intensity factor reflects the stress amplification close to the edge of the crack and it can be implemented to specify the fracture toughness of nano-composite. The magnitude of stress intensity factor at which unstable crack growth take place is defined as critical stress intensity factor or fracture toughness (KIC). The strain energy release rate can be defined as the energy available for unit increment of crack length. Cracks take place when the strain energy reaches to critical value (GIC) [13]. The natural fibre based composites show competitive specific material properties compared to synthetic fibre composites on impact strength, tensile strength, and ILSS. The properties of natural composites depend on different factors such as source of the natural fibres (leaf, fruit, tem, etc), alignment of the fibre (multi-directional, unidirectional), type of resin, crystallite size and crystallinity index of the fibre, weight fraction of the fibre, type of functional groups at the fibre surface, and fibre status (surface treated or raw). Most of natural fibres composites are made from synthetic resins, hence these composites are partially biodegradable [14–17].
Different types of nano-fillers are used increasingly into various kinds of polymers to enhance their barrier, mechanical, fracture toughness and other properties of nano-composites in order to be appropriate for industrial and consumer applications. There is high potential for the release of nano-materials from nano-composites. Hence, it is essential to select the environmentally friendly nano-fillers in nano-composites in order to provide effective protection for the humans' heath, environment, and animals [18]. There are number of drawbacks related to the implementation of natural fibres based composites in industrial applications: (i) natural fibres are hydrophilic and polar in nature, hence they show incompatibility with hydrophobic and non-polar thermoplastics resulting in a poor interaction between reinforcement and matrix and a non-uniform dispersion of the reinforcement; (ii) the cellulose fibres have the tendency to absorb moisture from the environment leading to considerable reduction in mechanical properties; (iii) the high process temperature imposes limitation on compounding the main engineering plastics like polypropylene, polystyrene, and polyethylene with cellulose fibre [19]. Advantages of natural composites and their hybrids related to high impact toughness and noise damping properties make them attractive alternatives for industrial applications such as:
- Automotive industry: the higher toughness of natural composites qualify them to absorb the high impact energy occurring during the vehicle crash [20–24].
- Construction and infrastructure components like roof panels, bridges, beams, tanks, and pipes [25].
- Renewable energy equipment like manufacturing of small scale rotor blades of wind turbine [26].
- Noise attenuator in cargo transportation such as using cellulose based composites in cargo floor tray [27].
- The wood fibres based composite can be utilized to manufacture the consumer goods such as luggage, housewares, electronic appliances, furniture production [28, 29].
- The natural nano-materials are widely used in producing transparent films with enhanced oxygen barrier aspects, which are used in pharmaceutical and food applications, electronic display materials, foams, and adhesives [30, 31].
Due to the immense applications of natural composites, which gradually started replacing the synthetic composites in different important industries, it is important to investigate the toughness and fracture behaviour of these composites. The critical factors which affect the toughness of natural composites are discussed in section 2 to section 7 and final conclusion about these factors is summarized in section 8.
2. Intrinsic properties of the constituents
The effect of intrinsic properties of natural composite's constitute on impact properties are discussed in detail from section 2.1 to section 2.4.
2.1. Packing arrangements of the fibre
Due to reduced inter-ply interaction, the UD preforms are found to mitigate the fracture toughness compared to plain weave preforms. This can be associated to the fabric bridging effect resulting from enhanced fabric nesting. The higher propagation fracture toughness of natural composites reinforced with weave fabric preform can be attributed to irregular surface of the layers and yarn crimp, which force the crack to run through irregular path, hence more energy can be consumed. However, the highly twisted yarns will lead to generate resin pockets where cracks can propagate easily. Stitching is a promising technique to improve the fracture toughness of UD preforms through using reinforcements at out of plane direction. This can be achieved in the composite structure using two main techniques: (1) Z-pinning technique: in this technique the un-cured pre-peg laminates are reinforced in the direction of the thickness; (2) Stitching: prior to resin infusion, the dry fabric preform already includes the through-thickness reinforcement. The location of reinforcing pins relative to the delamination crack tip controls the overall structural response (strength, crack propagation scenario, and stiffness) of the through thickness reinforced laminate. Adding fibre reinforcements in Z-direction to UD preform by stitching process at a medium stitch density leads to significant increase on mode—I and mode II of fracture toughness and improves the delamination resistance by increasing ILSS at the expense of reduced modulus and tensile strength. For Jute/epoxy composite, the incorporation of through-thickness nylon reinforcement increases the ILSS and the mode I of fracture toughness by 80% at the expense of reduced modulus and tensile strength. Moreover, stitching of flax/basalt/vinyl ester composite can efficiently restrict the delamination and increase the initiated fracture energy of GIIC by about 62%. However, the propagated inter-laminar fracture toughness of GIIC is reduced by 36%. In addition, through-thickness stitching of flax yarn introduces two-fold increase in the delamination resistance of flax fibre based laminates at medium stitch density. At ideal number of layers for specific impact velocity, stitching of fabric based laminates reduces the indentation depth compared to un-stitched fabric structures, when the Kevlar fabric based composite is exposed to ballistic impact [32–43]. The through-thickness reinforcements improve strength in Z-direction significantly by generating strong bridging forces on the delaminated surfaces of a damaged laminate. These forces are more active in bridging mode I delamination cracks than mode II shear cracks. In order to improve the capability of Z-pins on resisting mode II delamination, the pins should be inclined such that the angle between the shear force load vector and longitudinal axis of the pin is reduced. With this inclined pins arrangement, a modest enhancement in the apparent fracture toughness can be attained while catastrophic, brittle fracture takes place as the inclined through-thickness pins are positioned toward the vector of shear load [44]. In addition, stitching and perforation are simple and effective techniques used to improve the performance of sandwich composites. Stitching the core improves the transverse compression properties of sandwich composite. The mechanical performance of stitched sandwich composite increases with increasing filament number (count of roving) implemented in stitching the core [45].
The most important factor which greatly influences the mechanical performance of stitched composite is the step of stitching which specifies the stitching density. Without considering the type of stitching fibres, the tensile properties are likely to be reduced gradually with increasing stitch areal fraction (stitching density). Relative to some stitched synthetic fibre based composite laminates, the reduction on the tensile properties of natural fibres based laminates cannot be classified as severe reduction. Depending on the stitching parameters such as the material and dimension of stitch fibre, in-plane fibre architecture, and stitching density, there is degradation observed on the in-plane mechanical properties on composite laminates with through-thickness stitches [38, 46, 47]. Through thickness reinforcements induce dislocations in the in-lane fibres leading to waviness of the fibre and creation of resin pockets in the stitch vicinity after the infusion of resin which could mitigate the strength and in-plane properties of the laminate [48–51]. Furthermore, stitching laminates with thicker yarns cases a reduction in energy absorbed for full penetration as well as lowering the ratio of absorbed energy per unit area of damage [52]. The stitch hole increases the stress concentration in composite laminate while the fibre loading makes the composite tougher to be deformed. Specifically speaking, the stress concentration created by the stitch hole is mitigated by the content concentration of the fibre. The stitching increases the strength of the composite locally close to stitches due to the content concentration of the fibre [53]. However, the stitching of woven preform leads to a reduction on the inter-laminar fracture toughness and energy absorption per unit area. This behaviour can be best explained by lower crack resistance of resin rich areas between the stitch loops. Moreover, the stitching facilitates the propagation of in-plane cracks [52]. The fabric structure consists of warp and weft, where the warp is directed along the fabric and the weft is transverse to the warp direction. Both KIc and fracture behaviour are strongly correlated with the direction of crack propagation relative to the orientation of the textile because of the strong anisotropic effects and linear density of warp and weft yarns [54]. The woven fabric density is a major parameter to improve the fracture toughness of natural composites reinforced with weave preform. The reduction on energy absorption capability is strongly correlated to the reduction of properties of the matrix surrounding and bridging the preform layers [55]. The number of yarns in the warp and weft directions plays an important role on the impact strength. For example flax plain weave fabric with 4 × 4 yarn arrangement affects the impact strength of a PLA based composite more than that of 2 × 2 yarn arrangement [56]. Various structural arrangements for a weave fabric composite are shown in figure 1. Among the structural arrangements, twill weave fabric has the highest impact strength since more force is required to pull-out or break the fibres [57].
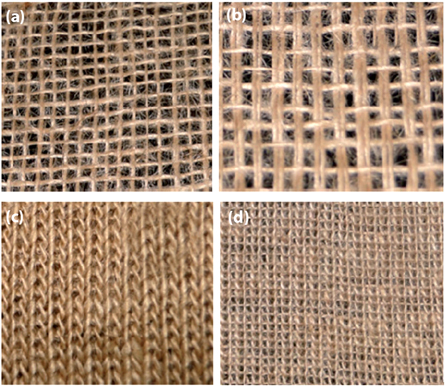
Figure 1. (a) Plain weave fabric 1/1, (b) twill weave structure 2/1, (c) single jersey structure (knitted), (d) rib weave structure (knitted). 'Reprinted from [57], Copyright (2015), with permission from SAGE publications'.
Download figure:
Standard image High-resolution imageThe effect of weave type is not significant. In fact, the fracture toughness of natural composites is mainly affected by the properties of fibres, major one being the weight fraction of the fibres, rather than their microstructural arrangement. Therefore, optimization of the yarn and textile design is of importance in order to achieve superior balance of strength, stiffness, and fracture toughness [54].
2.2. The effect of fibre length
There is a strong correlation between the length of natural fibres, their weight fractions in natural composites and their effect on fracture behaviour. The fracture toughness is reduced when short length fibres within the range of (4 ≤ length < 10) mm are used to reinforce natural composite at high loadings at the range of (55 ≤ wt% < 70). However, for medium and high length fibres within the range of (10 ≤ length ≤ 25) mm, the fracture toughness is improved with high fibre volume fractions. The highest fracture toughness is obtained by using the longest fibres at high loadings [58–61]. The long fibre is also responsible for the energy absorption increase due to fibre de-bonding, pull-out, and fracture mechanisms [62]. The long fibres dissipate more impact energy through the de-bonding fracture mechanism, which occurs at matrix-fibre interface. This can be explained by the pull-out of the fibres from the matrix, which consequently dissipates energy as friction and thereby participates to fracture toughness. For the fibres with lower strength, fibre rupture takes place prior to fibre pull-out and consequently results in considerable lower fracture toughness values [63, 64]. The impact strength of natural composites increases with increasing fibre length if there is adequate interfacial bond strength between the fibre and the matrix [65]. However, the stress concentration zones are developed for longer fibres with poor adhesion to hosting matrix, therefore, leading to a reduction on impact strength of the composite [8]. There is clear evidence of stratified pattern on the fracture surfaces for the case of long reinforcing fibres. Furthermore, laminations are observed for the long fibres [66]. Aspect ratio is also correlated to the failure of the composites. More specifically, lower energy is required for the failure to take place for fillers having high aspect ratios than low aspect ratio fillers. In addition, low aspect ratio fillers result in rougher fracture surface than high aspect ratio fillers. Thus composites with lower aspect ratio fillers have higher impact strength than that of higher aspect ratio fillers reinforced composites. This behaviour can be attributed to the larger inter-particle distance of high aspect ratio fillers and hence the crack can propagate easily through the resin rich region [67].
2.3. The loading of natural fibres
The fracture toughness of natural composites increases with increasing fibre loading in the matrix. On the contrary, natural composites reinforced with low loadings of natural fibres have matrix-rich regions, hence the loading of fibres is not enough to transfer load from the hosting matrix. Consequently, natural composites with low loading of natural fibres show low fracture toughness behaviour [68, 69]. Increasing the volume fraction of reinforcing fillers should be accompanied with uniform distribution at optimum orientations of these fillers in the hosting matrix in order to prevent agglomeration of fibres. The agglomerated fibre regions act as stress concentrator, which require low energy for crack propagation. For example, fracture toughness and strain to failure of wood flour/PP composite are noticed to decrease with increasing weight fraction of wood flour due to the formation of agglomerated regions of wood flour within the composite structure which facilitate the crack propagation across them. If a compatibilizer such as MA or surface treatment of reinforcing fillers is used, the fracture toughness is improved further by enhancing the interfacial attraction. This reduces the level of filler pull-out from hosting matrix since stronger force is required and activates toughening mechanism of crack deflection at reinforcing fillers. Therefore, the crack growth rate is reduced [65, 70–74].
The ideal fibre loading in matrix depends on fibre aspect ratio, adhesion between fibre and matrix, and nature of matrix and fibre [75]. The high toughness properties of natural composites can be achieved through controlling the bonding among the layers of the composite along with changing the fibre volume fraction [76]. The loading of reinforced fibre can be used to change the behaviour of brittle hosting matrix to become more ductile. This action results in higher fracture toughness. For example, reinforcing the plaster matrix with wood pulp fibres lead to change the failure mode from brittle to pseudo- ductile material [77]. However, based on the properties and nature of hosting matrix, increasing the loading of fibres increases the brittleness of the matrix which lead to considerable reduction on impact toughness [78].
2.4. The effect of fibre orientation
The alignment of reinforcing natural fibres has great effect on the toughness of natural composites. For example, the mechanical performance of cement based composites depend on the distribution and orientation of reinforcing fibres [79]. The capability of natural fibres to dissipate energy can be linked to the orientation angles of these fibres. By the way of explanation, the fibre pull-out energy is higher for reinforcing fibres which are oblique relative to the direction of crack propagation compared to those with perpendicular fibres. Consequently, the participation of transverse fibres to the overall toughness is lower than that of oblique fibres. The contribution of natural fibres which are parallel to the direction of crack propagation to fracture toughness is much lower [80].
3. Type of treatment on natural fibres
The toughness of the composite structure, which has direct influence on the impact strength, depends vitally on the polymer hosting matrix, type of reinforcement, and the interfacial bond strength between these two components [81]. The interfacial bond strength between fibre and matrix is characterized through the material property of IFSS [82]. The interfacial adherence between natural fibre and hosting resin is the key parameter in determining the impact and fracture toughness properties of natural composites. The improvement on interfacial bond strength change the failure mode for natural fibres from fibre pull-out to fibre fracture, which makes the composite material more brittle and, therefore, leads to significant reduction in the energy required for the composite failure. There are two different techniques to enhance the interfacial bond strength between fibre and matrix: chemical techniques and physical techniques. Chemical techniques depend on either chemical surface treatment or on coupling agents in order to improve the compatibility between the hydrophobic polymers and strongly polarized cellulose fibres. The most commonly used coupling agents in bio-composites include benzoic group, peroxides, grafted- MA, acetyl group, stearic acid, and organic silane compound. Physical techniques do not change the chemical composition of the fibre but rather enhance the mechanical bonding strength to polymers. The most commonly used physical techniques are clantering, production of hybrid yarns, corona treatment, alkalization, stretching, electric discharge, cold plasma treatment, and thermal treatment [83, 84]. The thermal treatment of natural fibres can increase the dynamic impact strength performance through increasing the fibre tensile strength [10, 76]. At proper treatment time and power, the low pressure plasma treatment can significantly enhance the interfacial bond strength by enhancing the wettability of natural fibres in hosting matrix. This treatment does not change the chemical composition of the fibre but can improve the adhesion through cleaning and dehydration of the fibres [85].
The chemical treatment is more likely to take place on the external micro-fibrils of the fibre bundle. Consequently, the interfacial strength is improved but the toughness of the bundle remains unchanged without any increment [86]. The chemical modifications of natural fibres qualify them as reliable replacement for synthetic fibres in engineering applications where high stiffness is not a pre-requisite. After chemical treatment, fibre pull-out is noticed at the exterior part of the fibre bundle due to insufficient binding material, which is most likely lignin. Furthermore, the treatment has negative effect on the fibre structure since there are number of cell wall defects at fibre, which subsequently acts as a stress intensity factor resulting in fibre failure [87]. Stronger matrix-fibre bonds are affected and improved by different factors such as density, pressure during the extrusion, and roughness of fibre surface [79]. The surface treatment roughens the surface of the fibre through generating micro-pores on natural fibre surface. During composite manufacturing process, the polymer fills these micro-pores on the fibre surface, which strengthens the interfacial bonding between fibre and matrix [88]. Pre-treatment of natural fibres with alkalization is needed in order to clean the fibre surface from impurities, which maximizes the efficiency of chemical treatment method. For instance, 98% of improvement on the interfacial bond strength of jute fabric reinforced LDPE can be obtained through using two types of chemical and physical treatments. The jute fabric is first treated by alkalization followed by silanization using oligomeric siloxane [89, 90]. Moreover, acetylation is one promising technique for enhancing the interfacial bond by increasing the dimensional stability of composites and reducing the hygroscopic nature of natural fibres. The natural fibres are treated initially by alkaline and followed by acetylation [89, 91]. The impact resistance of natural composites can be controlled through incorporation of bio-elastomers at appropriate loadings and by fibre composition. However, the bio-elastomers have negative consequences on water resistance and strength of bio-composites especially at the existence of hemicellulose [92]. The crack propagation energy is much more affected by morphology, while the crack initiation energy generally shows small dependency on material and reflects to the matrix performance. The compatibilizer and impact modifier change the behaviour of composite material from elastic to elastic-plastic transition, which consequently greatly improves the total fracture energy of the modified composites. For example, PP reinforced with wood fibres composite can be modified with poly(butadiene styrene) rubber as impact modifier and maleated PP as compatibilizer [6]. The most common physical and chemical treatment methods are discussed in details through sections 3.1 and 3.2 respectively.
3.1. Alkalization of natural fibres
Alkalization has key effect on changing the morphology of natural fibre through partially eliminating hemicellulose and lignin, which improves the moisture absorption resistivity of natural composites. The alkalization improves the properties of interfacial bond through the removal of the artificial and natural impurities on the outer surface of the fibre responsible for rougher surface topography. The rough surface of the fibres increases the mechanical interlocking with hosting resin, thereby, improving the impact strength of natural composites. Moreover, the alkalization lead to fibrillation of natural fibre because of deactivation of hydrophilic moiety within the lingo-cellulose, which increases the contact area with the wet matrix [89, 90, 93, 94]. The enhanced interfacial adhesion allows greater stress transfer between matrix and fibre and mitigates the fibre de-bonding potential. However, the enhanced interfacial adhesion also hindered fibre pull-out, which is the main source of energy dissipation for increased composite toughness; hence the flexural and tensile strengths can be enhanced at the expense of composite ductility [95, 96]. The variation in fibre diameter sizes and surface treatments are the main factors affecting the performance of fibre adhesion inside matrix. For date palm fibres with different diameters, the alkalization is more effective on fibres with small diameters than the coarse ones. Furthermore, the fibrillation can be more easily achieved on fine fibres relative to coarse ones [97, 98].
The potential improvement on the toughness of natural composites through the alkalization treatment depends on the type and structural arrangement of natural fibres used to reinforce composite. When high loading of treated or untreated natural fibres is used to reinforce matrix, fibre pull-out mechanism is initiated due to inadequate matrix resin needed to bind the natural fibres appropriately [99]. For thermoset PLA reinforced with ramie fabric composites, the impact strength of composite is increased by up to 43% corresponding to a maximum fibre loading of 48 wt%. This improvement is expected since with gradual increase on the weight fraction of ramie fabrics as reinforcement, the composite has higher capability to dissipate the energy of impact through the fibre pull-out toughening mechanism. The impact strength of alkali treated ramie/PLA composite is a little lower than that of raw composite sample. The alkalization makes the fibre more brittle and creates breakage at the fibre surface, which exceeds the enhancement attained on interfacial adhesion leading to slight reduction on impact strength [81]. SFs with loading of 40 wt% alkalized with 18 wt% NaOH are used to reinforce EP matrix. The treated SF/EP composite exhibits 40% increase on ILSS compared to neat composite. The impact energy absorption increases steeply in a linear fashion with increasing volume fraction to reach maximum improvement of 158% compared to untreated laminate. The improvement on impact strength of treated SF/EP composite can be justified due to enhanced interfacial bond strength, intrinsic toughness property of SF, and enhanced manufacturing process of treated SF composites [100].
The concentrated alkalization is an appropriate technique for enhancing the toughness and fracture strain of all plant based natural fibres, which are basically composed of cellulose micro-fibrils. For example, it is confirmed that the alkalization of ramie fibre with 15 wt% of NaOH can considerably increase the fracture strain and impact energy two to three times greater than those of pristine ramie fibre [101–103]. It is noteworthy to mention that the natural fibres should be treated with appropriate NaOH concentrations based on the type of natural fibre. For BF/EP composite the ideal concentration of NaOH used for fibre treatment is 6 wt% for which the interfacial adhesion is greatly improved. For FF/PLA composite, the optimum NaOH concentration used to treat FFs in order to achieve the best adhesion between FF and matrix is 2 wt% [60, 104, 105]. The over concentrated alkalization treatment may lead to considerable contraction on the size of natural fibre. For instance, considerable shrinkage is observed on JF after alkalization treatment with NaOH, which has considerable impact on the structure of the fibre and fracture mechanism of the fibre [106]. When 5 wt% of NaOH solution is used to treat FF/EP composite, the impact strength of treated FF/EP is decreased due to the negative effect of alkalization on shortening the average pull-out lengths of FFs. However, the alkalization increases the specific impact strength of FF/EP composite due to considerable reduction of the density of composite after treatment [107]. The alkalization process at 30 wt% NaOH alters the structure of FF through eliminating waxes and lignin out of the fibril. Hence, the natural order of the fibrils is ruined and fibrils within the technical fibre are detached. Therefore, the surface roughness of the fibre is increased. When the cracks propagate in FF/PLA composite, the treated fibres break into tiny parts clinging to each other while the pristine fibres are pulled-out from the matrix [104, 105]. With increasing in NaOH treatment time used to treat SF at 2 wt%, the breaking strain of treated SFs reduces gradually to reach around 50% relative to raw SFs after eight hours of treatment. Hence, after alkali treatment, the SFs become more rigid and exhibit lower strain and higher modulus [99]. In summary, at various loadings of NaOH treated natural fibres based composites, it is well known in the literature that the maximum toughness, maximum flexural strength and modulus cannot be realized concurrently and composites should be customized to achieve the required mechanical properties for their applications [81, 108].
3.2. The effect of coupling agents and compatibilizer
The coupling agents and compatibilizer share the same function of improving the adhesion between hydrophilic natural fibres and hydrophobic hosting matrix. For effective application of these chemical modifications suitable selection of reactive monomer and optimization of cross-linking degree and layer thickness at fibre-matrix interface should be conducted carefully [109]. The most commonly used coupling agent and compatibilizer are silane and MA respectively, which can change the wettability of natural fibres from hydrophilic to hydrophobic. The silane coupling agents can act as bridge between hydrophilic and hydrophobic materials. These agents are hydrophilic chemical compounds with various groups attached to silicon, such that one end can react with hydrophobic groups and the other interact with hydrophilic compounds. The hydrocarbon chains supplied through the silane application affect wettability of the fibres, hence enhancing the chemical affinity to the polymer resin [89, 90]. The use of compatibilizer like MA into both treated and raw composites lead to significant improvement on interfacial adhesion in addition to another material properties such as the water resistance relative to same composites without compatibilizer [110, 111]. Consequently, the compatibilizer of MA leads to higher degree of fibre rupture and lower fibre pull-outs. The stronger adhesion at fibre-matrix interface increases the fracture toughness values but reduces the impact energy absorption due to lower fibre pull-outs [112, 113]. For wood floor/PP composite, the MAPP, which improves the dispersion and interfacial adhesion, has negligible influence on fracture toughness. In raw wood/PP composite, fibre pull-outs and de-bonding are the major energy absorption mechanisms, while the fibre rupture is considered as the major mechanism of energy dissipation for MAPP treated composites [74]. For BF/PP composites, the MAPP treatment improves the impact strength, the dispersion of bamboo fibre in PP matrix, moisture absorption resistivity, and reducing creep. The increasing BF and MAPP content in PP matrix exhibit very small degree of improvement on impact strength [114].
There is a vast body of literature [92, 94, 110, 115–126] on wide variety of coupling agents and compatibilizer in order to improve the toughness of natural composites. The percentage of improvement resulted from using these chemical agents and compatibilizer on KIC, GIC, and impact strength are calculated relative to raw natural composites prior treatments and the results are plotted in figure 2. It can be noticed some treated natural composites have significant reduction rate on impact strength due to the improved interfacial adhesion between natural fibre and hosting polymer, which reduces the capability of natural fibre to dissipate energy via fibre pull-out mechanism. Considering the variance on the improvement rates between different types of natural composites, it can be concluded that the chemical treatment process of natural fibres shows great dependency on the type of natural fibre.
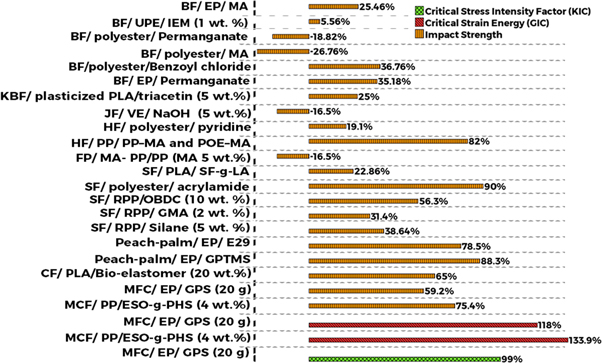
Figure 2. The effect of fibre and matrix treatment on the fracture toughness and impact strength of natural composites. The value between parentheses represents the loading of chemical/physical modifier. The composition of mentioned natural composites can be read as: reinforcement/hosting matrix/type of treatment. BF/EP/MA [125], BF/UPE/IEM [126], BF/polyester/Permanganate [125], BF/polyester/MA [125], BF/polyester/Benzoyl chloride [125], BF/EP/Permanganate [125], KBF/plasticized PLA/triacetin [124], JF/VE/NaOH [123], HF/polyester/pyridine [122], HF/PP/PP–MA and POE–MA [121], FF/MA- PP/PP [120], SF/PLA/SF-g-LA [119], SF/polyester/acrylamide [94], SF/RPP/OBDC [110, 118], SF/RPP/GMA [110, 118], SF/RPP/Silane [110, 118], Peach-palm/EP/E29 [117], Peach-palm/EP/GPTMS [117], CF/PLA/Bio-elastomer [92], MCF/PP/ESO-g-PHS [115], MFC/EP/GPS [116].
Download figure:
Standard image High-resolution imageIn conclusion, there are many physical and chemical treatment methods with various mechanisms can be used to improve the toughness of natural composites. More specifically, the surface of silane and MA treated natural fibres are covered by coating layer, while the surface of alkali treated fibre is very rough. The alkali treated fibres have higher mechanical interlocking between fibre and hosting resin over silane and MA grafting treated fibres [127]. However, the molecules of silane and MA coupling agents have higher capability to emphasis the adherence between natural fibre and polymer matrix through chemical bonds, which considerably enhance the interfacial interaction. However, the alkalization fibrillates the technical natural fibre into smaller micro-fibrils with lower mechanical strength. For example, BFs are treated using two different types of treatments: alkalization and silane coupling agent. Then the treated BFs are used to reinforce EP matrix. It is known that the silane treated BF/EP composites show better mechanical performance than that of alkalized BF/EP at the same cellulose loading [128].
4. The effect of environmental conditions
The temperature of the medium surrounding the natural composites and level of moisture have significant effect on the toughness and fracture behaviour of these composites. There is noticeable reduction on impact resistance of natural composites with decreasing temperatures since the crack propagation is not along the fabric direction and the composite could experience abrupt brittle fracture [56]. Likewise, at extremely high temperatures the fracture toughness of natural composites decreases significantly [129]. Three samples of PLA composites are tested under hygrothermal conditions: 30 wt% alkali treated and pristine long aligned HF/PLA composites and neat PLA resin. The fracture toughness decreases with increasing ageing temperature for all samples under investigation specifically for raw HF/PLA composite. The elevated temperatures increase the swelling of fibres, which may weaken the interfacial bond at fibre-matrix interface and create cracks in the hosting matrix. The poor interfacial strength facilitates the fibre pull-out from the matrix leading to great reduction in KIC of the composite. On the contrary, there is very little reduction on KIC of neat PLA resin at elevated ageing temperatures [130]. The temperature has critical effect on the interfacial bond strength through using silane treatment. For example, the fracture toughness of silane treated JFs based composites increases at elevated temperatures but no significant improvements on fracture toughness is observed at lower temperatures [131].
The fracture toughness of natural fibres based composites reduces under humid operating environment due to moisture absorption, however in this environment there is an increasing trend on fracture toughness. This is mainly because of the fibre breakage, bridging, and pull-out toughness mechanisms [27]. The absorption of moisture has great effect on the impact strength of natural composites. For example, the water absorption in SF/EP composite is half to one third of that of SF/polyester composite, hence the impact strength of SF/EP composite reduces slightly with water absorption due to moderate level of interface de-bonding. However, there is a considerable reduction on impact strength of SF/polyester composites due to the massive destruction of interfacial bond at fibre-matrix interface [10]. The degradation in fracture toughness due to water uptake is also seen for hybrid natural-synthetic fibres based composites. The moisture absorption properties of natural fibres based composites depend on fibre alignment, fibre loading, fibre surface area, hydrophilicity and void content of each composite element. Water absorption, water diffusion coefficient, impact strength, and fracture toughness are increased with increasing natural fibre loadings [132, 133]. Hybridization can be used to improve the natural composite's capability to resist the moisture absorption from the environment. For example, the basalt fibres can be used to hybridize the natural fibres based composites. In addition, their usage is recommended to reinforce the exterior composite layers of hybrid composites as a way of improving the moisture resistivity, durability, and inter-laminar fracture toughness of natural fibres based hybrid composites. After the hybrid composite exposed to moisture, the propagated fracture toughness is increased while there is a reduction on initiated fracture toughness. This behaviour can be justified due to the basalt hybridization, which offers effective shielding to the swelled natural fibres. The reduction on the initiated fracture toughness can be explained by the high moisture absorption tendency of hydrophilic fibres leading to poor fibre- matrix interface [134].
5. The material properties of composite's constituents
The effect of material properties related to the components of natural composite can be realized through investigating the properties of two main constituents of natural composite of hosting resin and reinforcing natural fibre, which are discussed in sections 5.1 and 5.2, respectively.
5.1. Type of hosting resin
The polymer matrix plays a key role in improving the toughness of composite through energy dissipation mechanism. For example, the effective energy dissipation capability of vegetable oil matrix improves the fracture toughness of SFs reinforced castor oil-based polyurethane composite [135]. The laminated composite and solid materials are apparently different when the crack propagates across them. However, the two types of materials exhibit similar characteristics when the cracks in the structure are initiated. The increment on fracture toughness resistance in composite materials is higher than that of solid materials. The enhancement on propagated fracture toughness of composite materials can be attributed to the fibre bridging mechanism. The fibre/resin interaction has considerable effect on toughness and strength of the fibres, which bridge the crack surface [136–138]. The existence of fibres in the composite allows enhancement of the distribution of the overstrain region and hence mitigates the strain values at the tip of crack. This justifies the greater toughness capability of composite material. The crack propagates stably in composite material while in neat polymer resin a sudden failure is noticed [139].
The type of hosting resin has a major influence on the fracture toughness because of the interfacial bond strength and interaction with reinforcing fibres. The UPE resin is frequently used as hosting matrix for synthetic glass fibres. The molecular structure of UPE is modified to make it more polar in nature in order to better react with surface of natural fibres. The alkalized Kenaf reinforced modified polyester resin exhibit higher flexural strength and modulus relative to UPE based composite. The reversed trend is observed in the value of impact energy absorption which obviously indicates that there is better adhesion at fibre-matrix interface in modified polyester/Kenaf fibre composite [140]. For SPC reinforced by ramie fibre composite, there is good interfacial bond strength between SPC matrix and ramie fibres. Most of ramie fibres break at the fracture surface and these ruptured fibres are held together by SPC resin. The brittle fracture behaviour is an evidence of strong interfacial bonding between ramie fibre and SPC, which is a consequence of highly polar nature of SPC matrix and ramie fibre, and their effective mechanical interlocking. There is a possibility to improve the plasticity and reduce the brittleness of SPC matrix by modifying it with additional materials like glycerine, which can effectively increase the breaking strain of SPC based composite [141, 142].
5.2. Type of natural fibre
The fracture and toughness properties of natural composites are largely affected by the type of raw fibre, fibre mixtures, and fibre bundles. For example, cotton/PLA exhibits good impact properties while Kenaf and hemp/PLA composites possess high stiffness and strength. Lyocell/PLA composites combine both high impact strength with high stiffness and strength. Hence, the natural composites could be used in different fields, each meeting various requirements [143]. FFs based composites exhibit higher impact energy absorption compared to other natural fibres based composites due to the presence of efficient energy dissipation mechanisms such as axial splitting and pull-outs of fibres [144]. A comparison based on the impact toughness between different types of natural composites including coir, pineapple, banana, and sisal based composites has been conducted. SFs based composite shows the highest impact toughness since the SFs have ideal micro-fibrillar angle. The fracture toughness increases with increasing micro-fibrillar angle of the fibres and reaches to its maximum at angle range of 15°–20° [10]. The natural fibres have the capability to improve the fracture toughness of different types of materials including polymeric and cementitious ones. The non-conventional Kraft pulps and coir fibres considerably improve the fracture toughness of neat cement paste through the toughening mechanisms such as crack bridging and fibre breakages. The intense interaction between cellulose pulps and cement matrix is present from the evidence of fibre mineralization or incrustation via products of cementitious hydration. Nevertheless, the natural fibres are well conserved even after exposure to the cement environment for two years [64, 145]. Table 1 shows the most frequently used natural fibres and their effect on the fracture toughness of their composites.
Table 1. The properties of most commonly used natural fibres and their effect on fracture toughness.
| References | Natural fiber | Properties of the fiber | Effect on fracture toughness |
|---|---|---|---|
| [86, 146] | Flax | - Axial splitting of the fiber and fiber pull-out capabilities. | - FFs have higher impact energy absorption relative to other natural fibers. |
| Sisal | - Very wide diameter relative to other natural fibers. | - SFs exhibit low interfacial area with hosting resin at same fiber loading. | |
| - SFs have higher propagation energy relative to JFs composites. | |||
| [169] | Hemp and flax | - The HFs and FFs have the capability to modify the behavior of brittle plaster matrix to non-linear one. | - HFs and FFs delay the propagation of cracks and bridge them in plaster based composite. |
| [86, 170] | Coconut | - Contain high percentage of lignin which makes them tougher and stiffer. | - Sugarcane bagasse and chopped coconut fibers increase the fracture energy and toughness of polymer concrete. |
| High porosity degree (95%). | |||
| Bagasse | - Light weight. | - Banana fibers increase the fracture energy of polymer concrete while there is no improvement noticed on fracture toughness. | |
| - SFs have higher cellulose content relative to sugarcane bagasse. | |||
| - Less sensitive to chemical treatment for improving the impact strength relative to SFs. | |||
| Banana | - Not appropriate reinforcing option for polymer concrete. | ||
| [146, 171] | Jute | - High capability to restrain extension of cracks. | - JFs provide concrete with higher resistance against crack propagation relative plain concrete. |
| - Reduction of the stress concentration at the tip of crack | |||
| - Slow-down of the crack growth rate. - High compatibility with thermoset resin in terms of interfacial adhesion. | - With increasing fiber content, the mixed mode fracture toughness of JF/concrete increases up to 0.3 wt%. | ||
| - Reduction on impact energy absorption capability of JFs/UPE composite. | |||
| [172] | Bamboo | - Has higher fracture toughness than aluminum alloy. | - The fracture toughness of natural composites reinforced with BFs is directly related to the loading of BFs. |
| - The BF is functionally graded structure since the fracture toughness has higher value at the outer surface and reduces toward the inner surface. | |||
| [173] | Silk fibroin | - The silk fibroin fibers introduce the highest improvement at moderate fiber loading of 20–25 wt%. | - Reduction on impact strength of silk fibroin fiber/poly (butylene succinate) due to mitigation of composite ductility. |
| [75] | Pandanus woven fabric | - Banana woven fibers have higher impact properties relative to pandanus one due to higher cellulose content and difference in cross section. | - The impact properties of pandanus woven fabric/polyester are higher than neat polyester resin. |
| [174] | Cow dung | - Moderate moisture absorption behavior of CDs which qualify them as competitive replacement option for traditional fillers used in bio-composites. | - Upon the addition of CD at 50 wt%, the impact strength of CD/PLA reduced with 28%. This reduction is attributed to voids and micro-cracking creation at higher loadings of CD. |
The natural fibres commonly rupture in two various ways: (i) longitudinal splitting of micro-fibrils (elementary fibres) since each technical fibre is bundle of micro-fibrils bonded together through lignin and pectin; (ii) transverse to the fibre direction as in synthetic fibres. The natural fibres have high potential to compete with glass fibres in term of cost and modulus, however they cannot compete with glass fibres in terms of tensile strength, impact strength, and moisture absorption [80, 146]. For example, GMT composites have higher properties of impact and tensile strengths relative to NMT composites. This behaviour can be justified due to poor adhesion between natural fibres and thermoplastic matrix along with lower mechanical strength of natural fibres relative to glass fibres. The NMT composites can replace the traditional GMT composites in application where environmental friendly, easily recyclable, low cost, and high mechanical properties per unit weight materials are preferred. The future research should focus on enhancing the fibre strength rather than the interfacial bond strength in order to achieve considerable improvement on impact and tensile strength properties of NMT. Because of relatively low fibre strength of natural fibres, the participation of these fibres in pull-out and fibre de-bonding mechanisms is expected to be relatively small. The case is totally different for GMT composites since the interfacial bond over fibre strength ratio is much lower, which indicates that in these types of composites higher pull-out mechanisms happen in combination with fibre fracture at very high strain levels [147, 148]. The glass fibres have higher capability to form high strength interfacial bond with hydrophobic hosting resin compared to natural fibres. For example, the IFSS of E-glass/PP is 118% higher than that of JF/PP composite since the JF is hydrophilic in nature and PP is hydrophobic [149].
6. Hybridization of natural composites
The hybridization of natural composites can be conducted either through using two or more different fibres at the same composite or through altering the size and packing arrangements of the same fibre within the composite structure under self-hybridization scheme. The self-hybridization of two fibre sizes at the same composite is considered as promising technique to improve the impact strength of natural composite regardless of total fibre content. Higher values of impact strength can be achieved through using more long fibres than short fibres in reinforcing the hosting matrix. The coalescence and formation of voids are considered as the major reasons for fracture when the long fibres are used to reinforce the matrix. Nevertheless, when the length of the fibres is shorter, higher strain localization is required to fracture the material. Consequently, the combination of long and short fibres may increase the impact strength because of the combined effect of each fibre size [150]. Another self-hybridization technique of natural fibre lengths can be conducted through interleaving the unidirectional fibres laminates with randomly oriented chopped natural yarn at different content and lengths. It is confirmed that the Mode I fracture toughness is increased after the implementation of chopped yarns. Employment of chopped yarns makes the in-plane crack propagation paths more tortuous as well as the fibre bridging and trans-layer become more effective, which consequently hinder the crack growth and lead to higher energy dissipation through the delamination process. Using yarns with excessive content or lengths induce unstable propagation of cracks and hence reduces the toughening enhancement. The interleaving technique of self-hybridization is effective for improving the inter-laminar fracture toughness without altering the comprehensive mechanical aspects of the laminates [151].
The mechanical properties of natural composites can be increased through using another synthetic or natural fibres characterized with superior mechanical properties. The improvement on hybrid composites include longer fatigue life, lower notch sensitivity, and higher fracture toughness relative to single fibre composites. The fibre hybridization of natural hybrid composites can be conducted through two different methods: (i) multiple natural fibre; (ii) synthetic and natural fibres. The fibres can be used to reinforce either synthetic or natural resin. The natural fibres used to reinforce synthetic resin or synthetic fibre used to reinforced natural resin is partially biodegradable composites [14, 83, 152, 153]. The suitable composition of reinforcing fibres and matrix and proper fibre loading should be taken into account during the design of hybrid composites in order to minimize the incompatibility issues between synthetic and natural fibres [154]. The mechanical strength of fibres used to hybridize natural composite is critical property that should be accounted during the design of hybrid composite. Through hybridization of natural fibres with high strength synthetic fibres, the impact properties of impact toughness and strength can be increased to a higher degree than the tensile properties. For example, the maximum impact strength is obtained for high strength fibres of sisal-glass fibres/polyester while the introduction of jute fibre characterized with lower mechanical strength reduces the overall mechanical strength of sisal-jute-glass fibres hybrid composite [155–157]. The most commonly synthetic fibre used to hybridize the natural composites is glass fibres [83]. The mechanical properties of hybrid composites reinforced with glass fibres are increased with increasing glass fibre volume fraction. This improvement is expected since glass fibres are characterized with high mechanical strength and good mechanical interlocking with hydrophobic resin [158]. For example, at equal fibre loadings the fracture toughness of CSM glass fibres reinforced polyester is around three times higher than that of JF and HF reinforced polyester composites. The Gc of JFs and HFs based laminates is around an order of magnitude less than that of CSM glass fibres based laminates at the same fibre loading [159, 160]. Consequently, the hybridization with glass fibres improves the delamination fracture toughness, the impact strength, flexural strength, and tensile strength of the hybrid natural composite [161, 162].
To effectively benefit from the hybridization of glass fibres with natural fibres, it is recommended to achieve the maximum dispersion of two types of fibres in the matrix. The hybridization between glass fibres and natural fibres can be achieved through two main routes: (i) small loading of short glass fibres effectively dispersed into a bulk of short plant fibres; (ii) using of glass fibres plies as external skin for laminated hybrid composite with plant fibres used in the core laminates. The most critical factor, which influences the impact resistance of hybrid glass-plant fibres based composite, is most likely the existence of defects in plant fibres, despite in the existence of large loadings of glass fibres [163].
For glass/hemp hybrid composite, higher impact damage tolerance and impact energies can be achieved through using glass fibres to reinforce the skin of hybrid composite which can be justified due to superior stiffness and bending strength of glass fibres. Consequently, the impact damage tolerance for HFs based composites can be significantly increased upon hybridizing them with 11 vol% of glass fibres [164]. The incorporation of glass fibres in alkali treated SFs and pineapple leaf fibre reinforced polyester at small loading improves the tensile and impact strength of hybrid composite. Furthermore, it is noticed that the moisture absorption rate decreases upon the incorporation of glass fibres relative to un-hybridized natural composites [165]. Placing the natural fibres based plies at the middle of hybrid natural composite is of primary importance to improve the delamination fracture toughness. For example, in glass/silk hybrid composite, the silk fabric placed in the middle of hybrid composite laminate might hinder further propagation of crack and reduce the crack delamination through the bending process, enhancing resistance to bending and delamination [166]. The properties of FFs based composites can be customized through suitable hybridization with glass fibres to produce hybrid composite with appropriate balance between cost and performance which reduces at the same time the environmental impact of synthetic composite [167]. The hybridization between glass and FFs exhibits excellent performance in term of inter-laminar shear strength and fracture toughness, which are even higher than that of pure glass fibres based composite due to outstanding performance of hybrid composite at hybrid interface [168].
This improvement can be attributed to the rough surface of FFs, effective bridging mechanism between glass fibre layers and FFs layers, and twisted flax yarn structure [168]. Carbon fibres are used to hybridize FFs at low weight fractions. The morphology of mating hybrid plies could influence stiffness in woven fabrics. The major mode of failure noticed in hybrid laminates is brittle failure of FF and carbon plies. The failure strain value of carbon fibre is lower than FFs and hence reach to failure first. The brittle failure of carbon fibre plies motivates cracks to develop at the interfaces of flax-carbon plies, and the accompanying spring effect strains the adjacent FFs locally, leading to sequential failure of FFs [175]. In hybrid laminate, delamination is the main failure mode while in natural fibre laminates fibre breakage and matrix cracking are the major failure modes [176]. Figure 3 shows the SEM images of the delamination fracture at hybrid flax-glass fibres based laminate due to the incompatibility between the plies of FFs and synthetic ones of glass fibres.
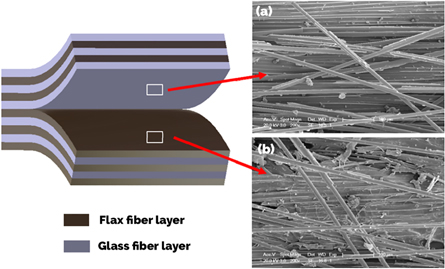
Figure 3. SEM of fracture surface resulted from delamination between plies of (a) glass and (b) flax fibres reinforced polymer. 'Reprinted from [168], Copyright (2013), with permission from Elsevier'.
Download figure:
Standard image High-resolution imageFor natural hybrid composites, it is recommended to use the stitching technique in order to improve the delamination resistance between the plies of different fibres used to reinforce the composite. For example, hybridization with basalt fibres and stitching technique are applied on FFs/VE composite in order to improve mode II fracture toughness and moisture absorption. The stitching technique increases the hybrid composite capability to arrest delamination and has great contribution in increasing initiated fracture energy GIIC by 62%. However, the propagated inter-laminar fracture toughness is reduced by 36%. For unstitched hybrid flax/basalt/VE composite the initiated and propagated mode II fracture energy are increased by 58% and 21%, respectively relative to un-hybridized flax fibre/VE composite. The water absorption of flax/basalt/VE composite increases the ductility of the matrix and hence enhances the resistance to crack initiation. However, the moisture absorption reduces the interfacial bond strength of unstitched hybrid composite and causes great reduction in delamination resistance to crack propagation. Using basalt fibres as external layers for unstitched basalt/flax/VE composite improves resistance to crack propagation and increases the composite capability to resist delamination [35].
7. The multi-scale toughening effect of nano reinforcements
The fracture toughness of multi-scale composites can be measured in terms of stress intensity required for the initiation and subsequent propagation of crack as function of crack extension. The length of crack in multi-scale composites can be used as a measure of composite's capability to absorb impact energy. Larger crack length means that the composite absorbs more impact energy prior to the initiation of crack and the length of crack increases significantly during fracture. The fracture mechanism can be classified as extrinsic and intrinsic types. The intrinsic fracture mechanism is independent of crack size and progress in front of the crack tip, whereas the latter includes crack bridging, which provides local protection for crack. New composite materials, which are reinforced with nano and micro fillers can be tailored with toughening mechanisms, functioning at various scales. The nano-scaled fillers have considerable effect on the intrinsic fracture properties for multi-scale composite [177–179]. The nano-particles act as stress concentration factors upon the application of mechanical stress to nano-composites and induce shear yielding of nano-composites from the tip of the crack. Hence, additional energy can be dissipated through shear yielding prior to the fracture, which leads to considerable improvement on the impact strength of nano-composites relative to raw composite [179]. Using both nano and micro fibres to reinforce the cementitious composite leads to significant improvement on the toughness and mechanical properties of the composite. In other words, the nano-fibres prevent the nano-crack propagation within the composite structure. However, the micro fibres cannot delay nano cracks and arrest their initiation and can postpone the growth of micro-cracks. The long nano-fibres, which is about four times longer than nano-tubes, act to increase the capability of nano-fibres to hinder crack propagation at various scales from nano to micro then macro scale [180].
Based on the interfacial strength between nano-fillers and matrix, the existence of these fillers at small loadings improves the impact strength of fibre reinforced polymer composite. This improvement is due to the participation of nano-fillers in bridging of micro-cracks and matrix toughening. The main fracture mechanisms in multi-scale composites are fibre pull-out, matrix cracking, matrix deformation, and interface de-bonding. For composite reinforced with micro-fillers, crack pinning, crack front twisting, and crack tip blunting are the main fracture mechanisms are observed. The micro-fillers can introduce considerable improvement on inter-laminar fracture energy in the range from 94 up to 200% relative to control sample. The average weight fraction required to improve the mechanical properties of multi-scale composites is in the range of 0.1–10 wt% for nano-fillers and within the range of 10–50 wt% for micro-filler. The surface area of the filler has direct relation to the filler dimension, since it can be increased up to 100 times when the filler size is reduced from 10 μm to 100 nm at constant content of the filler. Usually, the ILSS is increased with increasing filler loading since the increasing content of nano-fillers mitigates the void fraction. The delamination failure mechanism is transformed into combination of flexure/shear because of high shear resistance after the incorporation of nano-fillers. This improves the ILSS of the multi-scale composites due to the contribution of nano-fillers in crack bridging and hence slowing down the initiation of crack and crack growth [28, 178, 181, 182].
The improving effect of fracture toughness mechanisms are directly related to dispersion state of nano and micro fillers with respect to the loading [66, 183]. There are large number of studies investigated the effect of nano-fillers on improving the toughness properties of natural composites [28, 90, 179, 181, 182, 184–191]. As it can be inferred from figure 4, the most familiar natural nano-fillers used to improve the fracture toughness and impact strength of natural composites is nano-clay, while the most effective synthetic nano-fillers on improving fracture strain energy and impact strength is CNT. It can be noticed that the nano-rubber fillers introduce significant improvement on the fracture strain energy due to the capability of these filler on increasing the ductility of the natural composite and hence increasing the dissipation of impact energy. The nano-fillers can be used as coating on natural fibre surface in order to create strong interface with hosting matrix and to provide protection for the fibre against any potential structural damage. For example, nano-fibrillated cellulose and nano-crystalline cellulose are used as surface coatings for bagasse fibre reinforced cement composite. The combination of both nano and micro cellulose fibres within the reactive concrete powder is considered as effective technique to increase the concrete toughness. The nano-cellulose fibres increase the entanglement between cement and fibres which leads considerable improvement on mechanical interlocking [192]. The nano-fillers improve the impact strength by absorbing higher amount of dynamic impact energy, which then hinder the initiation and propagation of cracks within the composite structure under the application of loads. Reinforcing composite with nano-fillers mitigates the number of fibre pull-out, the loading of void, fibre tearing and swelling on the fractured surface by only breaking or fracturing the fibres because of better interfacial bonding and adhesion between matrix and fibre [2, 3].
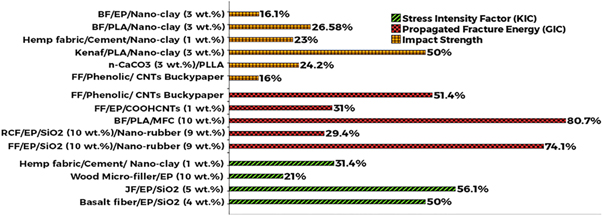
Figure 4. The improvement on fracture toughness attained from reinforcing natural composites with nano-fillers. The value stated between parentheses represents the loading of the filler. The composition of nano-composites mentioned in the figure can be read as: reinforcing fibre/hosting matrix/nano-reinforcement. BF/EP/Nano-clay [179], BF/PLA/Nano-clay [191], Hemp fabric/Cement/Nano-clay [185], Kenaf/PLA/Nano-clay [190], n-CaCO3/PLLA [189], FF/Phenolic/CNTs Buckypaper [188], FF/EP/COOHCNTs [187], BF/PLA/MFC [186], RCF/EP/SiO2/Nano-rubber [182], FF/EP/SiO2/Nano-rubber [182], Hemp fabric/Cement/Nano-clay [185], Wood Micro-filler/EP [28], JF/EP/SiO2 [184], Basalt fibre/EP/SiO2 [181].
Download figure:
Standard image High-resolution imageFurthermore, the uniformly distributed SiO2 improves the interfacial stress between epoxy matrix and reinforcing fibres of Kevlar and carbon. This leads to considerable improvement on tensile and flexural strengths. The damage mechanisms on the failure surfaces depend strongly on the uniform distribution and loading of nano particles of silica within the epoxy resin [193]. The nanotechnology has promising applications in cementitious composites since it makes them more durable, stronger, and provides them with new smart/multi-functional properties. The nano fillers used to reinforce the cementitious composites create nano-core effect within the composite structure. The nano-core effect combines two major improving effects which are the effect of nano-fillers and the core effect which is created by nano-fillers once they are used to reinforce the cementitious composites. The nano-fillers prevent the propagation of nano-scaled cracks and the creation of nano-core regions reduces the major cracks in the nano-structure. Furthermore, nano-fillers characterized with high thermal conduction can facilitate the hydration heat transfer easily, hence reducing the thermal stress and mitigating the amount of cracks induced by hydration heat. When the nano-fillers are well distributed at the nano-core region, they can increase the fracture toughness of the cementitious composites by effective crack bridging and pinning effect. Thanks to their bridging coupling effect, the nano-fillers can ensure the load transfer across cracks and voids. Furthermore, the nano-fillers dissipate the crack energy into a cement matrix to hinder the propagation of cracks and make cracks deflection [194].
Blending 0.5 wt% of SiO2 with concrete introduces the largest improvement on fracture toughness of concert composite in two fracture toughness modes (mode I and mode II). The nano-fillers contribute effectively in changing the behaviour of micro-cracks from tensile mode to shear mode. In other words, the unreacted nano-particles of SiO2 behave like ultra-fine aggregate, which prevent crack from further propagation [12]. Likewise, 3 wt% of SiO2 nano particles improve the modulus of rupture for cementitious composite reinforced with 15 wt% waste paper pulp fibres [195]. The incorporation of SiO2 in geo-polymer composite improves the properties of hosting matrix and enhance the interfacial adhesion between fibre and matrix leading to significant increase on flexural toughness at low loadings of nano-silica [196]. In addition to silica nano-particles, there are number of other natural nano-fillers and bio-polymer resins which are frequently investigated in the recent published literature. The fracture toughness and impact strength properties of the nano-composites fabricated from these nano-fillers and bio-polymers have been discussed through the sections 7.1 to 7.4.
7.1. Additively manufactured PLA based nano-composites
The AM process can be defined as a set of computer automated processes for manufacturing 3D objects in layer by layer style using plastic, metallic, ceramic, biological and composite materials [197]. Using bio-materials in AM processes is a promising area of research. Recently, there is a growing interest in the implementation of biodegradable polymers for manufacturing different types of bio-degradable composite materials [198]. PLA is considered fully sustainable and biodegradable polymer resin, which is developed from renewable raw materials. PLA has more suitable properties compared to different types of bio-polymers for the matrix material to be implemented in green composites [1]. PLA thermoplastic polymer is used frequently in different industries, which employ additive manufacturing technologies in order to manufacture their products. Beside PLA polymers, there are many natural bio-polymers such as cellulose, chitosan, and starch, which have high degree of compatibility with various AM technologies. The PLA is usually used as feedstock for fused filament based 3D printers such as FDM printer. The PLA resin has poor toughness properties since its impact strength is around 25 kJ m−2. In order to improve the mechanical properties of PLA resin, it should be reinforced with inorganic high strength reinforcements such as basalt microfibers, talc nano-platelets, and clay nano particles. The aforementioned reinforcements can be used separately or in combination to reinforce the PLA resin [199–206]. For the fused filament based 3D printers, it is difficult to use high loading of fillers in order to reinforce the printing filament of FDM printer, hence the polymer materials should be reinforced with low loading of fillers in order to produce filaments with acceptable properties and to avoid any potential agglomeration at the printing nozzle [207]. The agglomerated nano-fillers act as stress concentration factors. The nano particles play important role during the crack propagation since they act as barrier to the propagation of micro-fractures within the matrix through the plastic deformation of the specimen. When the cracks lose their capability to progress through the nano particles, the effective ductility of the sample is mitigated. The accumulation of micro-fractures within specific area will finally lead to a brittle macro-fracture once the rupture occurs [208]. Blending PLA resin with another rubbery polymer characterized with low Tg is an effective technique to dissipate energy during the dynamic impact and to improve the elongation at break of the modified PLA polymer [209, 210]. Another technique to improve the impact strength of PLA based bio-composites is to use the most compatible reinforcing fibres in terms of polarity. For example, PLA self-reinforced composite can be developed through using PLA fibres to reinforce PLA matrix. It is observed that there is a high degree of compatibility at fibre—matrix interface since the reinforcements and hosting matrix have the same chemical structure [211].
The mechanical properties of composite parts, manufactured by AM technologies, depend on the following factors: hatch spacing, transverse movement speed which has direct influence on the contact pressure among deposited layer and printing nozzle, layer thickness, fibre loading of the manufactured composite, feeding rate of the filament, and temperature of liquefier located at the printing head. For parts fabricated from wide layer thickness, shear delamination, fibre pull-out, and insufficient impregnation are noticed in fractured composite samples. The layer thickness and hatch spacing have similar effect on the contact pressure. Small hatch spacing can enhance the overlapping extent and attain large contact pressure. It can be concluded that pressure and temperature are the most critical parameters that directly affect the mechanical properties of the composites [212]. Moreover, the manufacturing defects have considerable effect on mechanical properties of manufactured parts such as micro-cracks, shape distortion and warping, poor surface finish, and porosity. The recent defect is common defect at additively manufactured parts, which occurs due to lack of material feed storage and binding materials. This defect can be noticed at the border of molten tracks. The major influence of the porosity is to reduce the stress level at which rapid fracture occurs. The porosity reduces stiffness, elongation at break, and the fracture stress. However, when the porosity is mitigated, the strength increased considerably and becomes very close to the yield strength. In polymeric substances, the interlayer porosity and inadequate molecular bonding among layers lead to delamination during loading in the build direction and lowering the impact resistance and strength of the produced parts. It is observed that the incorporation of reinforcements, which are used to improve the fracture toughness of printed parts, could increase the porosity level of the printed part due to weak interfacial bonding with polymer matrix. Hence, the enhancement introduced by fillers may be exploited by the induced porosity. The fast solidification from the melt during AM lead to residual stress build-up because of shrinkage as the pool of molten becomes solid along with additional thermal contraction through cooling. This build-up motivates and drive crack growth in printed component. Furthermore, the rough surface in pre-finished additively manufactured parts provides significant degree of stress concentrations leading to accelerated crack growth and nucleation [207, 213–215]. The porosity can considerably affect the strength of 3D printed part through locally reducing the physical cross sectional area of the specimen and micro-cracks creation under tension. The micro-cracks propagate in direction where two deposited layers get bonded during the 3D printing process. Achieving good bonding between layers and increasing the strength of individual layers are critical factors to maximize the energy absorption capability of the 3D printed part under loading. Good bonding between deposited layers can be achieved by increasing the temperature of the printing process, which as a result reduces the air gap among the infill layers. The level of material's crystallinity for 3D printed part has considerable effect on the mechanical properties since increasing the crystallinity can effectively increase yield strength and stiffness while reducing the toughness of the material. The crystallinity can be controlled through the material cooling rate and thermal history. The material needs to be cooled slowly in order to improve the crystallinity level [216].
Printing path of additively manufactured parts controls the impact resistance, tensile strength, and modulus of rupture. When the printing direction is in line with the load direction (sample printed in 0° direction), the impact resistance and tensile strength are improved compared to other layer orientations [32]. The AM technologies can be used to fabricate special type of composites called IPC, which shows abnormal combination of high strength, stiffness, damage tolerance, and energy absorption. The IPC manufactured from AM techniques shows fracture toughness 16 times higher than that of traditional composites. The fracture toughness in IPCs can be improved by modifying the stiffness contrasts between two composite's compositions. The direction of printing in IPC structures has direct effect on the fracture toughness. The IPC structures printed in 90° and 0° directions have the same fracture toughness, while the IPC printed in 45° direction have the weakest fracture toughness. These variations in fracture toughness can be attributed to the anisotropy from 3D printing. Hence, the fracture toughness of IPC can be tailored by managing the printing directions, which consequently provides chances to design hard composites subjected to specific loading directions [217].
7.2. Cellulose based nano-composites
The natural cellulosic bio-fibres have much lower strength relative to ideal theoretical value of cellulose due to the presence of the amorphous cellulose regions and other constituents like hemicellulose. In order to benefit from cellulose's feature, it is essential to acquire the cellulose micro-fibrils with distinct properties, specifically high strength, by growing cellulose using bacteria and managed disintegration of natural fibres. CNC can be produced through hydrolyse the amorphous and hemicellulose. The MCC can be manufactured through using hydrochloric acid hydrolysis [19, 218]. The cellulose nano-composites find wide applications as composite films qualified to be used for food packaging and drug delivery applications [219–221]. The uniformly distributed cellulose nano-fibres with high aspect ratio have significant contribution to the mechanical properties of natural and hybrid composites [222]. Cellulose based nano-fillers can effectively improve the strength of interfacial bond between fibre and matrix without modifying the surface of the reinforcing fibres either chemically or physically. For instance, CNFs can introduce significant improvement on high cycle fatigue strength of carbon fibre/epoxy composite when they are used to reinforce the matrix at 0.3 wt%. The improvement on the interfacial strength between carbon fibre and epoxy by using CNFs justifies the extended fatigue life. The CNFs support the composite capability to resist the initiation and growth of crack in the matrix and succeeding delamination [223]. Bacterial cellulose based nano-composites show similar improvement on mechanical properties due to the enhanced adhesion between fibre and matrix upon the incorporation of SiO2 nano-particles [224]. MCC is dispersed in epoxy matrix in order to improve the interfacial adhesion between jute fibre and epoxy. It is observed that there is a significant increase at the IFSS between epoxy and jute fibre leading to an improvement of 28.3% on impact energy absorption value compared to raw epoxy/jute composite. The MCC can introduce higher improvement in mechanical properties of jute/epoxy composite compared to multi-walled carbon nano-tubes (MWCNTs). This observation confirms that the natural nano-fillers introduce higher degree of improvements in natural fibres based composites relative to high strength synthetic nano-fillers such as CNTs. Hierarchical cementitious composite is fabricated by dispersing both MWCNT and MCC within the concrete matrix. The hybrid combination of nano and micro fillers reduces the average diameter of the void within the plain concrete structure from 47.5 nm to 30 nm. The hierarchal composite shows better crack bridging from the reinforcing effect of CNTs, which increases the fracture energy of the composite [225–227]. Using cellulose nano-fillers to reinforce cementitious composites enhances the particle packing within the composite structure and reduces the rate of crack growth at nano-scale. Cellulose nano-fibres are used to reinforce pulp fibre reinforced cement composite. Due to the high specific surface area of cellulose nano-fibres, which leads to great adherence with cement particles, significant improvement on mechanical behaviour can be achieved. The cellulose nano-fibres contribute effectively to the delay of crack propagation and behave like stress transfer bridges over the cracks. Hence, they improve the compressive and flexural strength of cementitious composite [228].
At 1 wt% of CNFs, the Young's modulus and yield strength of CNFs/polyamide 11 nano-composite are increased with great reduction noticed on the plasticity of the matrix material. Consequently, the elongation at breakage is decreased with increasing content of CNFs [229]. This brittle behaviour is noticed when 5 wt% of CNCs modified with surfactant are used to reinforce PLA resin. The reduction on the elongation at breakage can be decreased by preventing the agglomeration of CNCs particles since the particles' agglomeration creates stress concentrators in the hosting matrix and influences the external stress dissipation through using the interaction between polymer and particle [218]. The elongation at breakage decreases with increasing content of nano-clay and nano-composite becomes more brittle. However, TiO2 can be used to equalize the negative impact of nano-clay on the ductility of ternary nano-composite of nano-clay/TiO2/carboxymethyl cellulose (CMC) [230]. The improving effect of TiO2 nano-particles can be realized when they are used to reinforce the epoxy matrix of flax fibres/epoxy composite. The TiO2 nano-particles improve interfacial bond strength between fibre and hosting matrix which leads to significant increase on the tensile strength. The TiO2 nano-particles bridge the fibres and matrix and facilitate the transfer of stress between them during the application of load finding delay in crack initiation leading to increase on maximum load at break value or the load bearing capacity [231].
Therefore, it can be concluded that reinforcing effect of CNFs and other cellulose based nano-fillers can be fully utilized by using particles with high aspect ratio, ensuring uniform distribution of these particles within the hosting matrix, improving the adhesion between nano-particles and finally reinforcing fibres in multi-scale composite structure [232–234]. For example, the agglomeration of nano-crystalline cellulose (NCC) within the polymeric matrix is highly related to the weakening of the elongation at breakage and tensile strength of nano-composite [235]. Moreover, the improvement on mechanical properties of cellulose based composites including fracture toughness depends to the higher degree on the enhancement achieved at the interaction between nano, micro, and macro fillers and hosting matrix. One of the proposed techniques is to modify the surface of cellulose fillers with chemical or physical treatment method in order to increase their compatibility with surrounding matrix [236–238]. Silane agent is implemented to modify the surface of CNFs, which are used later to reinforce bio-based epoxy composites. Silane agent contributes effectively to the toughness of CNFs based composite through reduction of void level and improved interfacial adhesion of CNFs with hosting matrix. Silane treated CNFs based nanocomposites exhibit lower amount of voids or air bubbles over the raw CNFs based composite. This behaviour indicates that the silane agent improves the wettability of CNFs by the hosting resin. Consequently, the silane agent improves the interfacial adhesion between CNFs and bio-based epoxy matrix [239]. However, treating the regenerated cellulose fibres with silane coupling agent reduces the strength and stiffness of fibres by 10% and 22% respectively while the strain at failure is improved. On the contrary, when the CNCs are deposited on the surface of silane treated fibre, the stiffness is recovered by 20% increase relative to treated fibre without CNCs [240].
7.3. Clay nano-composites
Clay nano-particles (CNPs) are considered as one of excellent reinforcing fillers for polymeric matrix due to their high aspect ratio, ease of availability, high intercalation, and low cost. The uniformly dispersed CNPs can improve the thermo-mechanical properties since they have high aspect ratio and large interfacial adhesion between layered silicate and matrix. The CNPs improve the fracture toughness of nano-clays based nano-composites by the bridging and interlocking effects. With increasing loading of CNPs in nano-composites, there is a reduction observed on fracture toughness, tensile strength, impact strength as well as elongation at breakage. This reduction is attributed to agglomeration of CNPs at higher loading leading to reduction on the surface interaction at clay/polymer interface and decreasing of filler surface area. Moreover, the increasing content of CNP increases the viscosity of the nano-composite resulting in the formation of nano-voids and increases the heterogeneity of the nano-composite. In order to obtain uniform dispersion of CNPs within reinforced polymer with reasonable viscosity, 0–5 wt% loading of these nano-particles is recommended [191, 241–248]. CNPs greatly improve some mechanical properties like tensile strength and elastic modulus while at the same time reduce the ductility of polymeric nano-composite. However, this negative impact of CNPs can be compensated by using additional nano-fillers like TiO2 and zinc oxide (ZnO), which may improve the distribution of CNPs [230, 249–252]. Iron nano-particles are added to polypropylene nano-composite reinforced with organo montmorillonite (OMMT) in order to improve its mechanical properties. It is observed that iron nano-particles have reverse influence on the exfoliation and intercalation of nano-clay to some extent. The iron nano-particles introduce minor improvement on the elongation at breakage and ultimate tensile strength, while the yield strength is increased substantially [253]. The reduced elongation at breakage is an indication of decreased energy at breakage with some exceptions. Furthermore, the reduction in energy to break or ductility become more critical when the polymeric matrix is under its Tg. However addition of clay is not very effective if the matrix is above its Tg [254, 255]. Regardless of environmental conditions, nano-clay and n-SiC fillers can improve the fracture toughness properties of composite such as the crack propagation resistance at wet conditions [256, 257].
CNPs improve the capability of the polymeric nano-composites to resist the water damage. Consequently, CNPs based nano-composites are used in different practical applications such as food packaging and drug delivery [253, 258, 259]. Normally, clay/polymer nanocomposites are classified into three major categories based on their configurations and structures, which are shown in figure 5, as follows: (i) traditional composites: where sheets of nano-clay exist in their raw agglomerated states without diffusion of polymer matrix into the galleries of clay nano-particles; (ii) intercalated nano-composites: where the polymers can penetrate into the galleries of CNPs; (iii) Delaminated (exfoliated) nano-composites: where individual clay's layers each with a thickness of 1 nm are uniformly dispersed in a continuous polymeric matrix. The exfoliated arrangement of CNPs is desired in nano-composites since at this dispersion state the interactions between clay and polymer are maximized. In order to maximize the fracture toughness of clay/polymer nano-composites, the clay content should be optimized since at higher loadings (higher than 10 wt%), clay agglomeration could take place. The intercalated or exfoliated morphology is desired for better GIC and KIC. The exfoliated and highly exfoliated clay nano-composites possess the highest fracture energies followed by intercalated clay nano-composites. Reinforcing polymer with low loadings of CNPs is preferred to improve the fracture toughness properties. Ideally, using nano-clays to reinforce epoxy matrix would introduce improvement on the fracture toughness in the range of (15–125) % and the nano-effect of CNPs in resisting crack growth is effective in highly exfoliated nano-composites. Reinforcing composite with CNPs enhances the out of plane properties, while the fibres improve the in-plane properties [260–262].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 5. Schematic representation related to different structures of polymer/clay composites. 'Reprinted from [262], Copyright (2017), with permission from Elsevier'.
Download figure:
Standard image High-resolution image{kind=link}
The mechanical behaviour and clay morphology (exfoliation/intercalation) of nano-composites are highly affected by various factors such as the effect of crosslinking agents, processing techniques, interfacial interactions, and inorganic filler modifier [263–266]. The uniform dispersion of CNPs creates high interfacial area for bonding with hosting matrix leading to tremendous enhancements in nano-composite properties such as strain to failure, strength, fatigue life, and fracture toughness [267–269]. The viscoelastic response of clay/polymer nano-composites is highly affected by the degree of dispersion and the extent of interaction. When there is strong interaction between polymer and clay nano-particles, even though an intercalated clay/polymer structure can considerably improve the properties of polymeric materials which are in some cases higher than that of fully dispersed structures [270].
PP/clay nano-composite modified with MA-PP coupling agent exhibits higher particle surface density, which is the number of particles per unit area at scale levels (micro, sub-micro, and nano levels). This indicates that the maleic anhydride grafted polypropylene significantly improves the dispersion of CNPs within the polymeric matrix [271]. The nature and concentration of surfactant, which is used to treat the organo-clays considerably, affect the yields of nano-composite. The optimum yields can be attained through organo-clays treated with low concentrations of the surfactant. This is an indication of a considerable diffusion of the monomer in the galleries of the organo-clays [272]. Grafting silane molecules on the surface of organo-clay enhances the properties of organo-clay nano-composites by strengthening the interfacial adhesion between polymer and organo-clay. The aforementioned enhancement is also related to their high capability to improve the spatial dispersion distribution of nano-particles within the polymer medium [273]. The supercritical CO2 and sequential mixing can be used together in order to achieve good dispersion of CNPs when they are used to reinforce polymeric matrix at high loadings up to 10 wt%. The mixing should be adequate to efficiently disperse CNPs but not too much in order to avoid any potential collapse of the nano-particles. Clay nano-composites, which are prepared by supercritical CO2 and sequential mixing, have good mechanical performance and elongation at breakage compared to those containing MA coupling agent [274]. High aspect ratio nano-mica (O-hect) particles are effectively dispersed in PMMA polymeric matrix. Improvement of the dispersion quality of O-hect nano-particles results in higher stiffness without increasing the brittleness of nano-composite. Furthermore, maximum increase on the fracture toughness of 63% can be achieved at low volume fraction (0.8 vol%) of nano-clay. The plastic deformation of PMMA matrix is reduced with increasing content of O-hect nano-particles as confirmed by the reductions noticed in the elongation at breakage [275].
Nano silicate clay is used to reinforce epoxy matrix in order to fabricate nano-clay/epoxy nano-composite. It is noticed that there is intermediate phase formed between the silicate nano-clay and the joint surfaces of the neat epoxy, which is called interphase. Particularly, the interphase zone can be realized with specific thickness. The interphase zone has unique properties, which are different from other composite components. The GIC related to interphase zones influences the dissipation of energy depending on the thickness of interphase zone. The dissipated energy for fully bonded model is considerably lower compared to the model, where the interphase region is considered. This significant increase on dissipated energy can be attributed to the crack diffusion near to the clay nano-platelets, which as a result creates additional micro-cracks relative to fully bonded nano-composite sample [276]. Nano-composites reinforced with CNPs and CNTs have effective capability to dissipate the dynamic impact energy through matrix crack and delamination. CNTs and CNPs behave like secondary fibres in the composite structure for impact energy absorption, hence laminates reinforced with 2 wt% CNTs and 3 wt% clay nano-particles exhibit higher resistance to perforation compared to raw laminates. Moreover, reinforcing matrix with only 5 wt% of nano-clays enhances the energy absorption and impact resistance in different failure modes. The cracks within the matrix are responsible for the reduction of the inter-laminar strength of the composite, hence additional deformation and loading causes delamination. The increased delamination in nano-composites induces the multi-scale composite to absorb more energy relative to composite laminates without clay. By increasing the content of CNPs, there is an increase at the delamination area compared to raw laminates [277, 278].
7.4. Iron oxide nano-composites
Metallic nano-particles are widely used to enhance the mechanical properties of the polymeric materials due to their intrinsic properties such as high Young's modulus and wide surface area which enables these particles to create strong interphase and interfacial area with hosting matrix [279]. Iron oxide nano-particles are impregnated into the pores of regenerated cellulose membrane. The iron oxide nano-particles are bond to the groups of hydroxyl provided by the regenerated cellulose film through hydrogen bonding. Relative to raw regenerated cellulose film, the iron oxide nano-particles introduce significant improvement on stiffness and tensile strength properties [280]. Hematite nano-particles is considered as the most stable form of iron oxide under normal circumstances which is characterized with low cost, high corrosion resistance, non-toxicity, and environmentally friendly aspects. Fe2O3 nano-particles are used to reinforce epoxy polymer matrix. The fracture toughness (KIC) is increased by 106% compared to neat epoxy. The improvement on fracture toughness is attributed to good adhesion between treated Fe2O3 nano-particles and epoxy polymer, hence the nano-particles are broken rather than pulled-out [281]. The metal/polymer nano-composites are used in various daily life applications. For example, magnetite nano-particles (Fe3O4) can be used to reinforce polyvinyl chloride-blend-cellulose acetate films, which are used to remove lead from wastewater [282, 283]. Core-shell design of Fe3O4/graphene nano-composites have been synthesized. This type of composite design with improved mechanical, electrical, and magnetic properties find potential applications in electronic like advanced anode materials for lithium- ion batteries, photo-thermic therapy, and super-capacitors [284, 285]. Bimetallic nano-particles are fabricated through combining two distinct metals. The bi-metallic nano-particles exhibit better properties relative to monometallic nano-particles [286]. Epoxy nanocomposite is fabricated from nickel and iron nano-particles reinforced epoxy resin. These nano-particles contribute to an increase on the fracture energy of nano-composite through various failure mechanisms. The structure of nano-particles is composed of metallic core of nickel or iron surrounded by carbonaceous shell. The metallic nano-particles behave like stress concentration points within the composite structure since they have different elastic properties relative to polymer matrix. The high level of stress concentration results in micro-cracks in the carbonaceous shell and thereby absorbing more energy. As the applied load increases, the local stress located at the interface exceeds the interfacial strength leading to de-bonding at polymer-metallic interface. After de-bonding the shear yielding mechanism becomes active and the nano-composite has higher capability to consume large amount of energy upon fracture. The values of KIC are slightly decreased with increasing load of nano-particles. The cracks tend to propagate through stress concentration points where the metallic nano-particles exist. The incorporation of metallic nano-particles increases the GIC value. The elasticity and thickness of carbonaceous shell determine its capability to dissipate the fracture energy. When the metallic nano-particles are synthesized at lower temperatures, they exhibit degradation on coating and increase on thickness. Hence they have higher capability to absorb more energy, raising the value of GIC [13].
8. Conclusion
Based on the extensive review of the literature, it is found out the major factors influencing the fracture toughness and impact strength of natural composites are directly related to each other in a complex manner. For example, the loading and orientation of natural fibres impose a limit on the interfacial bond strength between natural fibres and hosting matrix. Furthermore, the moisture absorption from the surrounding medium lead to complete destruction of the interfacial bond at fibre-matrix interface. In addition, the elevated temperatures increase the brittleness of natural composites causing these composites to be abruptly fractured upon exposure to mechanical loads. The interfacial bond strength plays key role in improving the dynamic impact resistance of natural composites. Specifically speaking, when the interfacial bond between fibre and resin is weak, the natural composites have large capability to dissipate the impact energy through the fibre pull-out mechanism leading to noticeable increase on the impact strength of the composite. However, the natural composites with strong interfacial bond strength exhibit brittle behaviour and there is great reduction noticed on the capability of composite to absorb the impact energy. On the other hand, there is considerable increase on the fracture toughness and fracture strain energy properties for natural composites with enhanced interfacial adhesion since higher levels of mechanical load are needed in order to pull the fibre out of its hosting matrix. The treatment of natural fibres both physically and chemically can be used to greatly improve the fracture toughness of natural composites. It is found out that the chemical treatment has higher capability to improve the properties of natural composites relative to physical methods since some of the physical methods ruin the structure of the natural fibre through the removing process of pectin materials which affects the strength and toughness of the fibre itself. Moreover, the type and packing arrangement of fibres used in the hybridization process for natural composites have major contribution in improving the fracture toughness in addition to other properties like resistivity to moisture absorption. The nano-fillers have significant role in fracture toughness and impact strength improvement process of the natural composites even under wet conditions through providing the composite with capabilities to dissipate the impact energy and crack pinning at micro and nano-scale levels. Improving the fracture toughness and impact strength properties of natural composites is considered as future research direction in order to produce natural composite materials so that they can qualified to replace the synthetic fibres based composites such as glass and carbon fibres composites.