
Abstract
Three-dimensional (3D) printing is used to fabricate tissue scaffolds. Polymer chains in these objects are typically unoriented. The mechanical properties of these scaffolds can be significantly enhanced by proper alignment of polymer chains. However, post-processing routes to increase orientation can be limited by the geometry of the printed object. Here, we show that it is possible to orient polymer chains during printing by optimizing printing parameters to take advantage of the flow characteristics of the polymer. This is demonstrated by printing a polymeric scaffold for meniscus regeneration using poly(desaminotyrosyl-tyrosine dodecyl dodecanedioate), poly(DTD DD). Alignment of polymer chains was achieved by translating the printhead at sufficiently high speeds when the polymer was still in a semi-solid state as it cooled from the fluid state at the tip of the nozzle using a critical combination of nozzle diameter, extrusion pressure, and temperature. The degree of orientation as evaluated by x-ray diffraction and thermal shrinkage, was greater than that of drawn fibers. Significant orientation and defect-free printing was achieved even for scaffolds with complex geometries. The ability to orient polymers during 3D printing has the potential to combine the advantages of 3D printing with the superior mechanical performance of more conventional polymer processing methods, such as drawing.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 3.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
Introduction
Three-dimensional (3D) printing is an additive manufacturing process. Thermal extrusion-based 3D printing, which resembles melt extrusion, is one of the common modalities. 3D printing is beneficial for biomedical applications because complex patient-specific scaffolds with interconnected pores can be fabricated as a single piece without retooling. However, due to the inability to orient the polymer chains, the mechanical properties of these objects are suboptimal.
The term 'orientation' in 3D printing often refers to the relative physical orientation of the fibers in successive layers, e.g., at 0° and 90° (Zein et al 2002, Moroni et al 2006, Farzadi et al 2014). While such a geometric arrangement of the printed filaments contributes to the strength and the stiffness of the printed object, it does not take advantage of the strength, modulus, and the deformation characteristics achievable by oriented polymer chains within the printed filament. In conventional melt-processing, the polymer chain orientation is enhanced subsequent to extrusion by drawing, rolling, and high pressure crystallization (Bigg 1988). The temperature range within which this drawing can be done efficiently is rather narrow: at temperatures far below the melting point of the polymer, the force required for mechanical deformation is too high, and at temperatures closer to the melting temperature, the polymer molecules can quickly relax to a randomly oriented state. Therefore, such molecular orientation is difficult to achieve in 3D printing. Shear-induced alignment of the carbon and silicon carbide fibers embedded in a carrier polymer has been able to produce oriented fiber-filled composites with exceptional mechanical properties (Compton and Lewis 2014, Lewicki et al 2017). But orientation of the polymer chains, not those of the embedded fibers, has been elusive. Just this year, such orientation was achieved in the skin of liquid crystalline filaments (Gantenbein et al 2018) and poly(lactic-co-glycolic acid) scaffolds (Guo et al 2018). Here, we demonstrate polymer chain orientation in the bulk and demonstrate that we can 3D print a meniscus with performance similar to that made with fibers.
In this study, we show that a high degree of molecular orientation comparable to drawn fibers can be obtained in the bulk of the polymer in 3D printing by translating the printhead at sufficiently high speeds. An optimal combination of print speed, nozzle diameter, extrusion pressure, and temperature keeps the polymer in a semi-solid state at the tip of the nozzle to allow the polymer to be drawn before it cools into a solid. The method is illustrated with poly(desaminotyrosyl-tyrosine dodecyl dodecanedioate), poly(DTD DD). Poly(L-lactic acid) (PLLA), a commonly used polymer in 3D printing, was also processed to illustrate the limitations of the method.
Material and methods
Materials
Poly(DTD DD) (Mw = 108 kDa) was synthesized using previously described methods (Brocchini et al 1997, 1998). Medical grade PLLA, Purasorb PL 18 (Corbion Biomedical, Lenexa, KS), 1-ethyl-3-(3-dimethaylaminopropyl) carbodiimide hydrochloride (EDC) and N-hydroxysuccinimide (NHS) (Sigma-Aldrich), and lyophilized bovine achilles tendon collagen (Worthington Biochemical Corporation, Lakewood, NJ) were used as received.
Differential scanning calorimetry (DSC)
DSC data were obtained using a Mettler 823e DSC equipment (Mettler Toledo, Columbus, OH). The samples were sealed in an aluminum pan, and the scans were obtained during heat-cool-reheat cycles at 10 °C min–1.
Thermal degradation of poly(DTD DD)
Poly(DTD DD) was held at 140, 150, and 160 °C in a Melt Indexer (Extrusion Plastomer Model MP200, Tinius Olsen, Horsham, PA). At 0, 1, 2, 4, and 6 h, at least 100 mg poly(DTD DD) was extruded and dissolved in tetrahydrofuran (THF). The samples were analyzed using gel permeation chromatography (Waters Corporation, Milford, MA; 515 HPLC pump, 717plus autosampler and a 410-differential refractometer).
Rheology
Rheology measurements were performed in a capillary rheometer (Malvern RH 2000) with a 0.5 mm diameter die. The polymers were dried overnight at 45 °C in a vacuum oven and kept desiccated until use. Approximately 15 g of the polymer was packed into the barrel and allowed to reach the test temperature. The polymers were tested in duplicate at shear rates of 10/s to 5000/s in five logarithmic steps. Poly(DTD DD) was tested at 140, 150, and 160 °C. PLLA was tested at 160, 170, 180, 190, and 200 °C.
Fiber drawing
Fibers produced by conventional melt spinning and drawing were used for comparison. The fibers were extruded using a ¾ inch single screw extruder (Alex James & Associates, Inc., Greenville, SC) through a 1 mm diameter die at 140 °C, and picked up a roller whose speed was adjusted so that the spooled fiber has a diameter of 170 μm. The fibers were then drawn 2.5 X at 55 °C to a final diameter of 100 μm.
3D printing
3D printing was done on a pneumatic extrusion-based 3D Bioplotter (EnvisionTEC, Dearborn, MI). Unless otherwise specified, strips of polymer were directly printed on a Kapton tape with the platform at room temperature. The printing parameters, extrusion pressure, polymer temperature, nozzle inner diameter, and printing speed were varied to achieve the best possible orientation (figure 1). Optimum orientation was obtained at 9 bar (max. possible) pressure, at 160 °C, using a 400 μm nozzle, and print speeds of 12 mm s−1. Some of this work was performed using 'mid-air printing' in which the printhead was positioned at a relatively large vertical distance (600 μm) from the printing platform to allow for much higher print speeds.
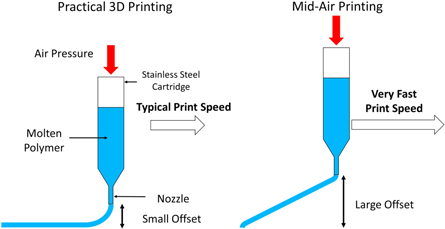
Figure 1. Schematic of the practical 3D printing apparatus, and the mid-air printing process.
Download figure:
Standard image High-resolution imageOrientation characterization
The degree of polymer chain orientation (molecular orientation) of the fibers and 3D printed strips was measured using x-ray diffraction (XRD). In this method, the sample was placed in the path of an x-ray beam (figure 2(A)). Coherently scattered x-rays from the polymer chains interfere and give an enhanced intensity at an angle 2θ determined by spacing between the polymer chains, the d-spacing (d = λ/(2 sin θ), where λ is the wavelength of the x-rays). If the chains are oriented, the scattering is enhanced perpendicular to the direction of orientation, referred to as the equator (figure 2(B)). The azimuthal spread of this reflection can be quantified by the full-width at half-maximum (FWHM, figure 2(C)). FWHM is a measure of the degree of orientation; with a higher orientation corresponding to a smaller azimuthal spread.
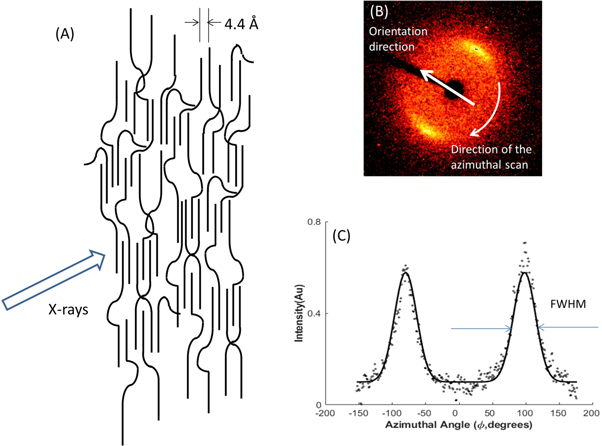
Figure 2. The XRD method used for determining the molecular orientation in 3D printed polymers. (A) Schematic of the polymer sample exposed to the x-ray beam. (B) X-ray diffraction pattern obtained from one of the samples. (C) Azimuthal scan of the 4.4 Å reflection used to calculate the degree of polymer chain orientation.
Download figure:
Standard image High-resolution imageTwo-dimensional (2D) XRD patterns were recorded with Mo Kα radiation (λ = 0.709 Å) using a Smart APEX detector mounted on a Bruker AXS diffractometer. The 2D patterns were used to obtain the azimuthal intensity distribution of the main equatorial reflection at a scattering angle (2θ) ∼ 9.3°, corresponding to ∼4.4 Å interchain distance. The scan was fit to a Gaussian model in MATLAB (Mathworks) to obtain FWHM (Δϕ) calculated using equation (1) (Murthy 2016):

where I(ϕ) is the observed intensity, ϕ is the azimuthal angle, and Ib is the background.
The degree of orientation was also assessed by measuring the thermal shrinkage, which was calculated as the ratio of the length of the fiber before and after immersion in water at 65 °C water for 0.5 to 1 min By heating a polymer above its Tg, the deformation stresses applied during molecular alignment are allowed to relax and the molecules are allowed to return to a random orientation. This causes the sample to shrink in the direction of orientation. This thermal shrinkage provides a direct physical evidence of the orientation. The temperature 65 °C was chosen so that the polymer was exposed to temperatures above the first thermal transition event of 55 °C, but below its final melting point of 100 °C (Bedoui et al 2017).
XRD provides the orientation at the molecular level across small areas. Thermal shrinkage provides an average measure of orientation across a larger sample size (50 mm) than x-rays (1 mm), and reflects the inhomogeneities, local stresses as well molecular alignment.
Partial meniscus scaffold mechanical testing
Poly(DTD DD) meniscal scaffolds were printed at 160 °C and 9 bar with a 500 μm inner diameter nozzle, at printing speeds of 2 and 4.5 mm s−1. 20 g/l lyophilized bovine Achilles tendon collagen was ground and swollen in dilute hydrochloric acid (pH = 2.35). The scaffolds were infused with collagen, frozen, and lyophilized. Scaffolds were cross-linked with 10 mM EDC and 5 mM NHS for 6 h, rinsed three times for 10 min in DI water, one time for 3 h in 100 mM sodium phosphate, and again rinsed for 24 h in DI water.
Scaffolds (n = 4 per group) were hydrated in PBS at room temperature for at least one hour. Each scaffold was loaded into cryogenic freeze clamps (TA Instruments, New Castle, DE) with an 8 mm gage length encompassing the central region. The samples were loaded in tension at a rate of 10 mm min−1 to failure (model 5592; Instron, Canton, MA). Circumferential tensile stiffness and ultimate tensile load were calculated for each sample.
Results
Thermal stability of poly(DTD DD) was investigated to determine how long the polymer can be kept at elevated temperatures while printing the entire object. A series of 3D printing experiments were carried out to determine the optimum printing parameters for achieving the highest polymer orientation by systematically varying a range of printing parameters including nozzle diameter, polymer pressure and temperature, and platform temperature.
Polymer properties
DSC scans of poly(DTD DD) are shown in figure 3. The first heating cycle shows an endothermic transition beginning at 40 °C and ending at 110 °C. The cooling cycle shows a crystallization peak at 42 °C. The reheat cycle shows that the main melting point of the polymer to be 58 °C. These values are typical for this polymer (Bedoui et al 2017).
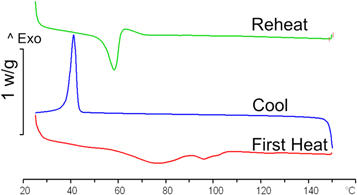
Figure 3. DSC Scans of poly(DTD DD) during heat (bottom, red), cool (middle, blue), and reheat (top, green) cycles.
Download figure:
Standard image High-resolution imageThermal stability of the polymer was assessed by monitoring the degradation of the polymer over a large temperature range. At 150 and 160 °C, the molecular weight decreased by 35% and 33% at 4 h, and by 52% and 57% at 6 h, respectively (figure 4). The data show that an object can be printed for as long as 2 h with poly(DTD DD) at a temperature as high as 160 °C without significant thermal degradation.
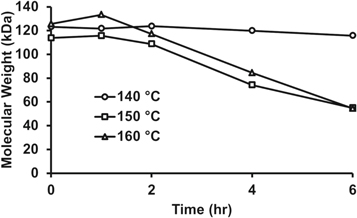
Figure 4. Thermal Degradation of poly(DTD DD) at 140, 150, and 160 °C as measured by GPC.
Download figure:
Standard image High-resolution imageTo assess the low viscosity regime for high print speeds, rheological properties of the polymer were determined at temperatures above those typically required for fiber drawing. Of particular interest is the viscosity of the polymer at low shear rates for this type of 3D printing. The viscosity of poly(DTD DD) decreased markedly as the temperature was increased from 140 °C to 160 °C (figure 5). At low shear rates, the viscosity decreased by 30%–40% as the temperature was raised from 140 °C to 150 °C, and 70%–80% from 150 °C to 160 °C. Thus, relatively small changes in temperature will result in large changes in maximum extrusion rate. Since the objects need to be printed at high nozzle speeds to achieve significant polymer orientation, these results suggest the nozzle should be operated at the highest possible temperatures to lower the melt viscosity.

Figure 5. Shear viscosity as a function of shear rate for poly(DTD DD) and PLLA at various temperatures.
Download figure:
Standard image High-resolution imageRheological characteristics of poly(DTD DD) were compared with those of PLLA. PLLA could not be tested below 180 °C because of the high pressures required to extrude the polymer at these temperatures. The shear viscosity decreased by about a third when the temperature of PLLA was increased from 190 °C to 200 °C (figure 5). The shear viscosity of PLLA at 200 °C matched most closely that of poly(DTD DD) at low shear rates. Therefore, PLLA was printed at 200 °C to emulate 3D printing of poly(DTD DD) (see the discussion).
Extrusion parameters
Thermal analysis data, especially capillary rheometer data, were useful in determining the effect of nozzle size on flowrate and the pressures, for selecting the molecular weight of the polymer, and in choosing temperature limits based on degradability. The extrusion parameters that were first chosen based on the rheometer data were optimized iteratively during 3D printing. 3D printing trials were performed at 9 bar, the maximum rated pressure of the 3D printer. The polymer temperature and nozzle diameter had strong effects on the printing speed needed to orient the polymer chains. Higher temperatures permitted higher printing speeds and increased the adhesion of the polymer to the platform and underlying printed polymer layers. The printing speed is the most significant factor in achieving molecular orientation. Platform temperature had only a small effect on orientation.
Effects of polymer temperature and printing speed were examined by printing test strips with a 400 μm inner diameter nozzle in midair. Lower printing temperatures are expected to produce higher orientation similar to that in fiber drawing. The degree of orientation increased significantly with speed at 140 and 160 °C and was greater than that routinely achieved by fiber drawing (figure 6). Higher speeds were required at higher temperature to achieve the same orientation as at lower temperatures. Thermal shrinkage results confirmed the high degree of orientation of the strips; however, the shrinkage values were 7% and 4% less than those measured in drawn fibers for 140 and 160 °C, respectively. The shrinkage indicates a significant increase in orientation with increasing printing speeds; the trend was linear at both 140 and 160 °C (regression analysis, p < 0.001).

Figure 6. Characteristics of the poly(DTD DD) filaments printed at 140 and 160 °C with a 400 μm nozzle printed in midair. (A) Full width at half maximum (n = 1) and (B) corresponding XRD patterns. (C) Thermal shrinkage (n = 4).
Download figure:
Standard image High-resolution imageThe orientated samples used in figure 6 were obtained by printing in midair. Although printing at these heights and speeds is not practical with our equipment, this showed that a continuous stream of polymer can be printed at very fast printing speeds to obtain orientations similar to those of conventionally drawn fibers. 3D printing directly onto the platform at similar speeds resulted in fiber breakages. For practical printing directly onto the platform, the maximum speeds at 140 and 160 °C were found to be 0.5 and 1.7 mm s−1, respectively. To further understand the influence of temperature and printing speed on orientation while printing directly onto the platform at practical printing speeds, poly(DTD DD) was 3D printed at 150 °C and 9 bar with a 400 μm inner diameter nozzle at speeds ranging from 1 to 2.5 mm s−1. There was no significant orientation in XRD patterns (FWHM > 75°) (figure 7). Thermal shrinkage results showed moderate polymer orientation that increased linearly with printing speed (regression analysis, p < 0.001).

Figure 7. Characteristics of the poly(DTD DD) filaments printed at 150 °C with a 400 μm nozzle directly on the printing platform. (A) Full width at half maximum (n = 1) and (B) corresponding XRD patterns. (C) Thermal shrinkage (n = 3).
Download figure:
Standard image High-resolution imageIn order to understand the effect of nozzle diameter on orientation, poly(DTD DD) was printed at 160 °C and 9 bar with a larger 600 μm inner diameter nozzle directly on the printing platform, with speeds of 2 to 10 mm s−1. The increase in orientation was moderate from 2 to 4 mm s−1, with no significant increase as printing speed was increased further to 10 mm s−1 (figures 8(A), (B)). In a follow-up study at higher printing speeds of up to 50 mm s−1, a linear correlation was observed between FWHM and printing speeds of 10 to 50 mm s−1, (figures 8(C), (D)). Thermal shrinkage measurements were carried out to confirm this XRD measurement (figure 8(E)). It should be noted that the speeds with significant orientation could be only used to print rectilinear geometries. Curvilinear geometries required that the printing be done at speeds 10 to 20 mm s−1 to avoid problems such as inability to trace the curve or absence of adhesion to a previously deposited layer.
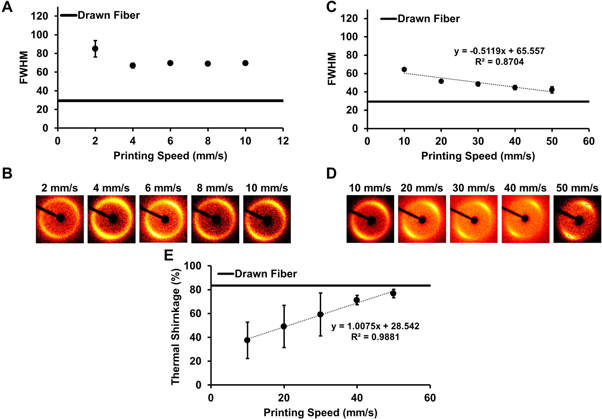
Figure 8. Characteristics of the poly(DTD DD) filaments printed at 160 °C with a 600 μm nozzle directly on the printing platform. (A and C) Full width at half maximum and (B and D) corresponding XRD patterns. (E) Thermal shrinkage (n = 4).
Download figure:
Standard image High-resolution imageWith a 600 μm diameter nozzle, orientations similar to with a 400 μm diameter nozzle could be achieved at ∼7-fold greater printing speeds, i.e., by increasing the speed from 1.7 mm s−1 to 10 to 20 mm s−1. An intermediate nozzle (500 μm inner diameter) was tested to determine if significant orientation could be achieved at practical printing speeds. Poly(DTD DD) strips were printed at 160 °C and 9 bar directly on the printing platform from 2 to 12 mm s−1. There was a linear relationship between orientation and printing speed, as measured by XRD and thermal shrinkage (figure 9). Although the orientation was high (FWHM 39° and thermal shrinkage 78%), it did not match those of drawn fibers. These printing speeds represent practical speeds for rectilinear geometries. Printing speeds need to be reduced to 4–8 mm s−1 for printing object with complex curvilinear geometries, such as a meniscal scaffold, with similar resolutions.

Figure 9. XRD Orientation and thermal shrinkage of poly(DTD DD) printed at 160 °C and a 500 μm nozzle on the printing platform. (A) Full width at half maximum (n = 1) and (B) corresponding XRD patterns. (C) Thermal shrinkage (n = 4) of poly(DTD DD) printed at 160 °C and a 500 μm nozzle on the printing platform.
Download figure:
Standard image High-resolution imageThe results from small, intermediate, and large nozzles at 160 °C show that printing speed needs to be changed to achieve the same degree of polymer orientation with different nozzle diameter. Orientations with a 500 μm nozzle at 2 to 10 mm s−1 were similar to those from a 600 μm nozzle at 10 to 50 mm s−1. The orientation from 400 μm nozzle was much higher, and in fact higher than that of traditionally drawn fibers. As the nozzle diameter was increased from 400 to 500 to 600 μm, the maximum practical printing speed could also increased from 1.7 to 4–8 to10–20 mm s−1, respectively. Interestingly, the 500 μm nozzle yielded significant orientation at practical printing speeds.
The printing platform temperature had the least effect on orientation. Poly(DTD DD) was 3D printed at 0.5 and 1 mm s−1 and the platform temperature was maintained at room temperature and 8 °C (polymer at 150 °C; extrusion pressure: 6.5 bar; and nozzle inner diameter: 400 μm). Although negligible orientation (>94°) was achieved with the platform at 8 °C at all speeds tested, the orientation increases from 114° to 69° with increasing printing speed at 25 °C. These results were confirmed by the low values for thermal shrinkage in all conditions (figure 10). There were no significant differences among any of the conditions tested (one-way ANOVA, p = 0.18). These results suggest that greater orientation can be achieved with the platform at room temperature, most likely due to a slower cooling rate.

Figure 10. XRD orientation and thermal shrinkage of poly(DTD DD) printed on the printing platform at 8 and 25 °C. (A) Full width at half maximum (n = 1) and (B) corresponding XRD patterns. (C) Thermal shrinkage (n = 4).
Download figure:
Standard image High-resolution imagePrinting and mechanical characterization of meniscus scaffold
Meniscus scaffolds were printed using the previously published designs (Ghodbane et al 2018, Ghodbane et al 2019) except for a minor change so that the radial filaments could be extruded continuously instead of in discrete segments. This way, scaffolds could be reproducibly printed at higher speeds with fewer defects (figure 11). The FWHM was reduced by 52% from 72° to 34° by increasing the speed from 2 to 4.5 mm s−1.

Figure 11. (A) Meniscus scaffold printed using poly(DTD DD) at 160 °C with a 500 μm nozzle at 2 and 4.5 mm s−1. (B) XRD patterns of the filament in the meniscus, (C) Full width at half maximum (n = 1) and tensile mechanics. *denotes significant differences.
Download figure:
Standard image High-resolution imageThe tensile modulus of 4.5 mm s−1 meniscus scaffolds was 2.2 times that of the scaffold printed at 2 mm s−1 (142 ± 49 versus 64 ± 23N mm−1) (p = 0.03). There was a marginal (27%) increase in the ultimate load (105 versus 82 N) (p = 0.14) due to printing speed. The structural integrity of the meniscus deteriorated at higher printing speeds as observed with a meniscus fabricated at 6 mm s−1.
Discussion
In thermal extrusion-based printing, polymers are extruded from the molten state and then cooled to a solid state. The orientation of the molecules and polymer chains within these printed filaments is an important parameter that determines the mechanical properties of the printed object. Ours is the first attempt in which polymer orientation was achieved in the bulk and measured in objects fabricated by 3D printing. In a recently published work, polymer molecule orientation was claimed based on the observation of an equatorial streak in small-angle x-ray scattering (SAXS) data from 3D extruded scaffolds (Guo et al 2018). However, this equatorial streak in SAXS, which arises from surface refraction (Grubb and Murthy 2009), indicates that the fibrils, not the polymer chains, are oriented. The XRD method used here provides conclusive evidence of polymer chain orientation.
The advantage of increased polymer orientation achieved by simply altering the processing parameters is that it results in higher tensile stiffness of a partial meniscus scaffold. It is been previously shown that a similar meniscus scaffold fabricated with drawn circumferential poly(DTD DD) fibers resulted in significant collagen bundle alignment along the direction of the fibers in an ovine model at two years post-implantation (Patel et al 2018).
In an unoriented polymeric object, the molecular structure can be characterized as a random assemblage of polymer chains. In crystallizable polymers, there will be random assembly of folded-chain lamellae, which in some instances can even form spherulites (Bigg 1988, Murthy 2016). When stretched, these units break up as blocks of chains slide out and rotate to orient in the direction of deformation (Osswald and Menges 2012). Orientation increases the modulus and strength of a polymer and approaches the theoretical limit of the bond stretching and bending forces of the covalent bonds in the backbone of the polymer (Dulmage and Contois 1958). For example, ultra-high molecular weight polyethylene had a nearly 14-fold increase in tensile modulus and a 23-fold increase in tensile strength when drawn relative to its non-oriented state (Zachariades and Kanamoto 1988). Therefore, the ability to 3D print oriented polymeric objects has the potential to dramatically increase the tensile modulus and strength of these objects.
Multiple parameters need to be optimized to achieve orientation in 3D printing. As in fiber drawing, the polymer must be stretched while the polymer is below its melting point (Tm), with greater forces being necessary at lower temperatures. This tensile force is limited by the cohesive force of the semisolid extruded polymer. The printing speed directly governs the deformation rate imposed on the cooling polymer and is, therefore, the most crucial 3D printing parameter in regard to polymer orientation. The printing speed must be sufficiently high to deform the portion of the extruded material that is below its Tm but be small enough so as not to exceed the cohesive force in the semi-solid polymer resulting in breakage and interrupt printing. Thus, both the extrusion rate and cooling rates need to be closely regulated to optimize the molecular orientation of the printed polymer.
The volumetric extrusion rate is a function of the polymer temperature, extrusion pressure, and nozzle diameter. The polymer temperature is inversely related to the melt viscosity. A faster extrusion rate is possible at higher extrusion pressure. The nozzle diameter modulates the pressure drop required for a specific flow rate and the initial diameter of extruded filament. A larger initial polymer diameter allows for a greater draw ratio as there is more material to deform.
The cooling rate of the polymer is a function of the nozzle diameter and ambient temperature. A larger nozzle diameter corresponds to a lower surface to volume ratio and, therefore, a slower cooling rate. The ambient temperature of the 3D printing environment can be altered by controlling the printing platform temperature, with a colder platform temperature increasing the rate of cooling.
The question is: can the orientation observed here with poly(DTD DD) be achieved more generally with other polymers? At the beginning of our study, the crucial criterion appeared to be the viscosity of the polymer at low shear rates. As a test, we 3D printed PLLA, with a shear viscosity similar to that of poly(DTD DD) at 200 °C and 9 bar with a 500 μm inner diameter nozzle directly on the printing platform from 2 to 12 mm s−1 (figure 12). We did not observe any significant molecular orientation under these conditions except at 4 mm s−1, and even this appears to be a small fraction of the whole polymer and is most likely due to a combination of parameters and not exclusively the speed. Critical criterion for polymer orientation appears to include flow-induced orientation and retention of this orientation as the polymer cools. It may not be possible to induce orientation during 3D printing in PLLA because of a sharper thermal melting transition relative to poly(DTD DD) (Tovar et al 2010). For a polymer to be successfully oriented, there needs to be an appropriate window of time for the polymer to be adequately sheared (D'Haese et al 2011). This window may be too narrow for PLLA to orient under the processing limitations used in this setup.

Figure 12. XRD patterns of PLLA printed at 200 °C, 9 bar, and a 500 μm nozzle on the printing platform. The 4 mm s−1 is unusual and interesting as it shows highly crystalline orientation is achievable even in PLLA.
Download figure:
Standard image High-resolution imagePoly(DTD DD) proved to be orientable via 3D printing. However, the challenge was determining processing conditions that orientated the polymer without introducing defects such as replacement of arcs with straight segments and lifting the printed filament from the layer beneath. We were able to achieve these goals and also obtain orientation greater than that achieved via fiber drawing. Rectilinear scaffolds could be printed with orientations (22°) similar to those of drawn fibers (29°), and more complicated geometries, such as the meniscus scaffold, could be printed with FWHMs as low as 34°.
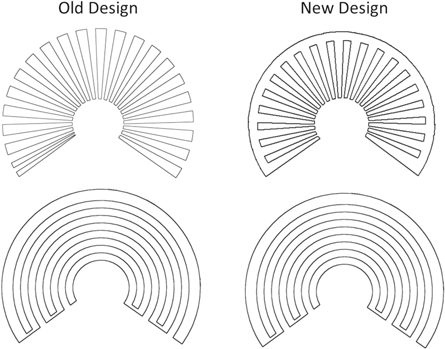
However, to make this method more practical, the meniscus scaffold design had to be modified from previous designs in order to allow for the 3D printing conditions that result in molecular orientation (Ghodbane et al 2019). In this previous study, the design consisted of a continuous circumferential layer and discrete pairs of radial segments (figure 13). In order to allow for the high print speeds, the discrete radial filaments were combined into a single continuous unit to eliminate the need to stop and start extrusion multiple times. Since the filaments has to be anchored to the layer below at the start of each new filament, a process with a continuous filament eliminated these anchor spots and thus resulting in a more uniform layer.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 13. An older and a newer meniscus scaffold designs for high speed 3D printing.
Download figure:
Standard image High-resolution image{kind=link}
The orientations achieved in this study do not represent the maximum achievable orientations via 3D printing because of the limitation on the extrusion rate in the apparatus that was used. The extrusion rate of poly(DTD DD) could be increased by using an external lubricant such as zinc stearate (Stepek and Daoust 1983), which would allow for faster print speeds. Alternatively, the polymer flow rate could be significantly increased without any additives by replacing the pneumatic extruder with a screw-based extruder of the 3D printer (Ragaert et al 2010).
This work highlights major areas for advancement of 3D printing of scaffolds by fusion deposition modeling (FDM). First, faster extrusion speeds are required, and this can be achieved by mechanical means, such as a plunger and screw extrusion, rather than pneumatic pressure. These mechanical extrusion mechanisms also permit the use of higher molecular weight polymers necessary to produce stronger scaffolds. A second area of advancement for producing oriented structures is the development of polymers and polymer additives that produce flow-induced orientation and preserve this orientation upon cooling.
Conclusions
Molecular orientation can be achieved in objects 3D printed via fusion deposition modeling. This was demonstrated by orienting poly(DTD DD), a poly(ester amide), to the same or greater degree than in conventionally drawn fibers using a pneumatic extrusion based 3D printer. The printing parameters need to be optimized for each polymer based on its rheological properties. For polymers having flexible chains such as PLA, it may be difficult to achieve flow-induced orientation in the melt, and then preserve it during solidification. The utility of this technique was illustrated by fabricating mechanically superior biomedical scaffolds for partial meniscus regeneration. The knowledge gained from this study has the potential to combine the advantages of 3D printing with the superior mechanics of conventional manufacturing techniques.
Acknowledgments
We thank Joseph Steele and Joseph Molde for help with 3D printing operation. This work funded by RESBIO—The National Resource for Polymeric Biomaterials funded by the National Institutes of Health (NIH grant EB001046) and by the New Jersey Center for Biomaterials.