
Abstract
Sintering is a fundamental technology for powder metallurgy, the ceramics industry, and additive manufacturing processes such as three-dimensional printing. Improvement of the properties of sintered materials requires prediction of their microstructure using numerical simulations. However, the physical values and material parameters used for such predictions are generally unknown. Data assimilation (DA) enables the estimation of unobserved states and unknown material parameters by integrating simulation results and observational data. In this paper, we develop a new model that couples an ensemble-based four-dimensional variational (En4DVar) DA with a phase-field model of solid-state sintering (En4DVar-PF model) to estimate the state of the sintered material and multiple unknown material parameters. The developed En4DVar-PF model is validated by numerical experiments called twin experiments, in which a priori assumed-true initial state and multiple material parameters are estimated. The results of the twin experiments demonstrate that, using only three-dimensional morphological data of the sintered microstructure, our developed En4DVar-PF model can simultaneously and accurately estimate the particle shape, distribution of grain boundaries, and material parameters, including diffusion coefficients and mobilities related to grain boundary migration. Furthermore, our work identifies criteria for determining appropriate DA conditions such as the observational time interval required to accurately estimate the material parameters using our developed model. The developed En4DVar-PF model provides a promising framework to obtain unobservable states and difficult-to-measure material parameters in sintering, which is crucial for the accurate prediction of sintering processes and for the development of superior materials.
Export citation and abstract BibTeX RIS

Content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Sintering is a manufacturing process that compacts a powder into a solid material [1, 2]. Using sintering, various materials such as polycrystalline bulk high-temperature superconducting materials [3] and nuclear fuel materials [4] have been manufactured. Recently, sintering technology has also attracted attention in the field of three-dimensional (3D) printing [5].
The properties of sintered materials depend on their underlying microstructures. For example, the electromagnetic properties of polycrystalline bulk high-temperature superconducting materials are strongly affected by grain boundary misorientation [6]. Therefore, controlling the microstructures of sintered materials is necessary to improve their properties. To control the microstructures of sintered materials, the multiple physical phenomena that occur during solid-state sintering, including pore annihilation, neck growth, densification, and grain growth, should be predicted.
Extensive experimental observations of the microstructural evolution of materials during solid-state sintering have been reported [7–14]. Asoro et al [9] in situ observed the sintering process of platinum nanoparticles in two dimensions (2D) using a high-angle annular dark-field detector. In addition, 3D non-destructive in situ observations of the sintering process have been conducted [12, 13]. However, experimental observations alone are unlikely to lead to a complete prediction of the microstructural evolution during solid-state sintering, which is driven by atomic and vacancy diffusion, the rigid body motion of particles, and stress in the material [1, 2].
The microstructural evolution occurring in the solid-state sintering process has been investigated using numerical simulations in previous studies [15–17]. Recently, the phase-field (PF) method [18] has been used to simulate the sintering process [19–28]. The PF method is one of the most powerful numerical methods that can simulate the complicated evolution of interfaces without explicitly tracking them. Furthermore, the PF method allows for the simulation of various microstructural evolutions driven by multiple physical processes based on the free energy minimization of the material. Wang [19] was the first to propose a PF model to simultaneously simulate the physical phenomena occurring in solid-state sintering by calculating the multiple types of atomic diffusion and rigid body motion of sintered particles. Biswas et al performed PF simulations of solid-state sintering affected by the stress field [21] and crystal orientation [22]. Hötzer et al [24] examined the 3D microstructural evolution during solid-state sintering by performing a large-scale 3D PF simulation of 25 000 Al2O3 particles.
PF simulations for predicting the microstructural evolution of materials during solid-state sintering require material parameters including physical values and PF model parameters. The physical values of common materials, such as copper and silver, have been calibrated from experiments and molecular dynamics (MD) simulations [29–36]. However, the use of experiments and MD simulations to identify physical values is time consuming. Moreover, some of the PF model parameters have no established method for their determination from physical values.
Data assimilation (DA), a computational technique that integrates numerical models and experimental data based on Bayesian inference [37], enables the estimation of unobserved states and unknown parameters by its application to numerical simulation models. In DA, the model state variables and experimental data are assumed to follow a probability density function (PDF). This assumption allows for the use of DA to estimate unobserved states and unknown parameters by accounting for the uncertainties in the numerical model and experimental data.
DA schemes are generally categorized into sequential and non-sequential DA. The ensemble Kalman filter (EnKF) [38, 39] and particle filter [40] are typical sequential DA algorithms, while four-dimensional variational (4DVar) methods [41, 42] and the adjoint method [43, 44] are typical non-sequential DA algorithms. The DA methodology has mainly been developed in meteorology and oceanography [45]. In materials sciences, DA schemes have recently been applied to PF simulations of solidification, grain growth, etc [46–52]. For example, Koyama et al [46] applied a particle filter to a PF simulation of spinodal decomposition in a Cu–Ag alloy and identified the gradient energy coefficient involved in the PF model. Sasaki et al [47] developed an EnKF-based DA methodology to estimate a parameter used in the PF model of the isothermal austenite-to-ferrite transformation of an Fe–C–Mn alloy. Ohno et al [49] estimated the solid–liquid interfacial energy, interfacial mobility, and anisotropy parameters in Fe by combining MD and PF simulation using the EnKF.
Implementation of the EnKF and other sequential DA schemes in PF models requires less complex programming than non-sequential schemes. However, when sequential DA is applied to a massive simulation, the computational cost is usually much larger than that with the use of non-sequential DA. Furthermore, the sequential modification of all state variables occasionally leads to less stable PF simulations performed in the estimation. On the other hand, non-sequential DA schemes estimate an initial state of the simulation such that the time evolution of the simulated state agrees with the time series of observational data. Among the non-sequential DA schemes, 4DVar has the advantage of using a variety of observational data and physical constraints [42]. Ito et al [51, 52] developed a new non-sequential DA methodology based on the 4DVar and second-order adjoint methods [53] and applied it to the PF simulation of solidification and grain growth. They demonstrated that the 4DVar-based DA methodology can estimate the optimal state and parameters with their uncertainties.
Although 4DVar is a powerful DA method, its application to highly nonlinear numerical models such as the PF models of solid-state sintering is difficult. To overcome this challenge, an ensemble-based four-dimensional variational method (En4DVar) has been developed [54, 55]. En4DVar is easy to implement in numerical models by approximating PDFs with an ensemble of realizations (known as a Monte Carlo approximation). Furthermore, the state and parameter estimation accuracy using En4DVar is the same as the 4DVar accuracy [54, 55]. To enable the elucidation of the unobservable state and unknown parameter for nonlinear phenomena, it is strongly demanded that a novel numerical model that couples the En4DVar method with the PF model be developed.
In the present study, we develop a new model that couples En4DVar with the PF model of solid-state sintering (En4DVar–PF model) for simultaneously estimating the unobserved states and multiple unknown material parameters involved in solid-state sintering. To validate the En4DVar–PF model, we perform numerical experiments, called twin experiments, which are commonly used for validation of the DA method [56, 57]. The twin experiments employ synthetic observational data obtained from a PF simulation using a priori assumed-true initial conditions and parameters. The solid-state sintering of silver particles is chosen as a benchmark objective because the material parameters can be obtained from the literature. Through the twin experiments, we demonstrate that the En4DVar–PF model is a powerful approach for estimating the unobserved states and determining the unknown material parameters of sintered materials.
The remainder of this paper is organized as follows. section 2 describes the developed En4DVar–PF model. In section 3, we describe the conditions of the twin experiments. Section 4 presents the results of the twin experiments for the estimation of sintered silver particle shape, grain boundary distribution, and material parameters. Ensemble members are used to approximate the PDFs in En4DVar. The number and generation conditions of the ensemble members are key factors affecting the estimation accuracy when using the En4DVar–PF model. In section 4.1, a reasonable number of ensemble members is determined according to the variation of estimated material parameters using the En4DVar–PF model. In section 4.2, the accuracy of the parameter estimation is investigated. Moreover, we demonstrate that the estimation accuracy is improved by tuning the standard deviations (SDs) employed to generate the ensemble members using a Gaussian distribution. In section 4.3, the effect of the time interval of the observational data on the parameter estimation accuracy is discussed.
2. En4DVar–PF model
The En4DVar–PF model developed in the present study couples En4DVar with the PF model of solid-state sintering. The components of the En4DVar–PF model are explained in this section. Section 2.1 shows the PF model of solid-state sintering [19] used in this study. Section 2.2 describes the theory of the DA methodology used for the En4DVar–PF model. Section 2.3 presents a flowchart for estimating states and material parameters via the En4DVar–PF model.
2.1. PF model
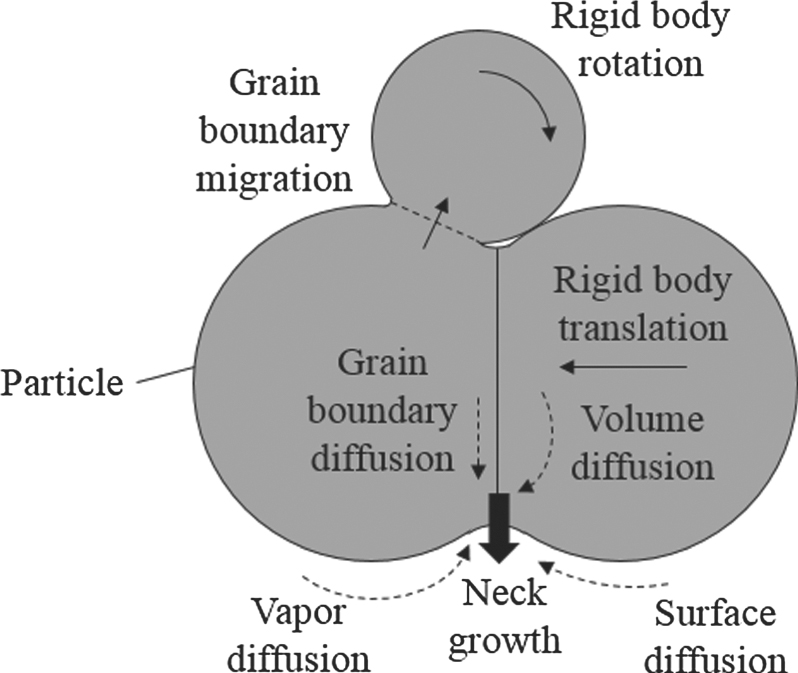
Figure 1 shows the multiple physical phenomena that occur during solid-state sintering. These types of microstructural evolution including neck growth, grain boundary migration, and grain growth occur by four types of atomic diffusion: volume, vapor, surface, and grain boundary diffusion. In addition, over-saturation of vacancies at grain boundaries caused by the atomic diffusions leads to rigid body motion of sintered particles [19]. The rigid body motion consisting of particle translation and rotation drives the densification of the sintered material. To describe these sintering phenomena, we employ the PF model proposed by Wang [19], which can simultaneously analyze both microstructural evolution and densification by calculating the four types of diffusion and the particle rigid body motion.

Figure 1. Schematic diagram of the multiple physical phenomena occurring in solid-state sintering.
Download figure:
Standard image High-resolution imageTo simulate the microstructural evolution during solid-state sintering, we define two types of PF variables: the density field, ρ, and orientation field, ηi (i = 1, 2, 3, ..., N, where N is the total number of particles). Figure 2 shows the distributions of ρ and ηi employed to describe two sintered particles. ρ represents the probability of particle existence, while ηi identifies the individual particle geometry. Both ρ and ηi change smoothly from 0 to 1 on the surface and in the grain boundary regions.

Figure 2. Definitions of the density field, ρ, and orientation field, ηi , used in the PF model of solid-state sintering. The distributions of the variables along the solid arrow across the two particles are depicted in the lower graph.
Download figure:
Standard image High-resolution imageThe total free energy F is defined as

where fbulk(ρ, ηi ) is the bulk chemical free energy density. The second and third terms are the gradient energy densities. κρ and κη are the gradient energy coefficients [21, 22]. The function fbulk(ρ, ηi ) is given by [19–23]

where A and B are constants [21–23].
Because we assume that mass conservation is satisfied during sintering, the integrated particle density remains constant. Therefore, ρ is defined as a conserved variable. The time evolution of ρ can be derived from the Cahn–Hilliard equation [58]:

Here, Mρ is the diffusion mobility, which can be written as [21]

where Mvol, Mvap, Msurf, and Mgb are the atomic mobilities related to the bulk, vapor, surface, and grain boundary diffusion coefficients, respectively. q(ρ) is an interpolation function given by q(ρ) = ρ3(10 − 15ρ + 6ρ2). The mobilities are defined as MX = Vm DX /RT, where X (X = vol, vap, surf, gb) expresses each diffusion path [21, 59], R is the gas constant, T is the absolute temperature, and Vm is the molar volume. DX is the diffusion coefficient for each diffusion path.
To simulate the rigid body motion of the particles during sintering, an advection term is added to the right-hand side of equation (3):

where v adv,i is the advection velocity of the ith particle (i = 1, 2, 3, ..., N). Because the rigid body motion of a particle consists of translation and rotation, v adv,i is given by

where v tr,i and v ro,i are the translational and rotational velocities of the ith particle, respectively. v tr,i is given by

where mtr is the translational mobility of the particle, Vi is the volume of the ith particle, and F i is the force acting on the ith particle. F i is given by

where d F i is the local force density that is defined as

The coefficient kst in equation (9) is a stiffness constant related to the magnitude of the force caused by the over-saturated vacancies at grain boundaries. ρ0 is an equilibrium value of ρ at grain boundaries and is set to slightly smaller than ρ = 1 to mimic the over-saturation of vacancies. The operation ⟨ηi ηj ⟩ is defined as

where c is a threshold value for identifying grain boundary regions. The rotational velocities of the ith particle, v ro,i , in equation (6) is given by

where mro is the rotation mobility of the particle. r is the position vector and r c,i indicates the center of the ith particle. The symbol '×' denotes the vector product operator. T i is the torque acting on the ith particle and is given by

During sintering, the shape of each particle changes due to grain growth and grain boundary migration. Thus, the orientation field ηi is defined as a non-conserved variable. The time evolution of ηi can be defined by adding an activation term to the Allen–Cahn equation [60]:

where Mη is the PF model parameter that is correlated to the mobility of grain boundary migration.
The time evolution equations of ρ and ηi given by equations (5) and (13), respectively, are solved by the first-order Euler finite difference method for time integration and the second-order central finite difference method for spatial discretization.
2.2. DA methods
A DA based on Bayesian inference requires the definition of a state vector and an observational vector. The state vector contains all state variables used in the numerical model, while the observation vector consists of experimental or observational data.
The vectors x t and y t are defined as the state and the observation vector at time t (0 ⩽ t ⩽ tend), respectively. In the present study, x t contains not only the state variables but also the unknown material parameters to be estimated, and is therefore called the augmented state vector. Both x t and y t are assumed to have noise, specifically, system noise and observational noise, respectively. The system noise represents the error contained in the simulation results due to numerical calculation errors, simulation model imperfections, material parameter uncertainty, etc. The observational noise describes the error of the observational data. The noises are independent and follow a Gaussian distribution [42]. Under the above assumptions, x t and y t at arbitrary times are treated as stochastic variables that follow the Gaussian PDF. Using x t and y t , the 4DVar and En4DVar are formulized as described below.
En4DVar is a DA method based on 4DVar. In the 4DVar method [41, 42], the first estimated initial state vector,  , called the background state vector, is defined. A conditional PDF, which indicates the probability density of
, called the background state vector, is defined. A conditional PDF, which indicates the probability density of  when
x
0 is given, is expressed using a Gaussian distribution:
when
x
0 is given, is expressed using a Gaussian distribution:

where l is the number of state vector dimensions and
B
is a covariance matrix of the PDF p( |
x
0), which is called the background error covariance matrix in 4DVar. The superscript T denotes a transposition of a matrix. A conditional PDF at time t, which indicates the probability density of the observation vector
y
t
when state vector
x
t
is given, is also represented using a Gaussian distribution:
|
x
0), which is called the background error covariance matrix in 4DVar. The superscript T denotes a transposition of a matrix. A conditional PDF at time t, which indicates the probability density of the observation vector
y
t
when state vector
x
t
is given, is also represented using a Gaussian distribution:

where m is the number of observation vector dimensions and Ht is an observational operator that extracts quantities comparable to y t from x t . R t is the observation error covariance matrix of the PDF p( y t | x t ). In this study, R t is defined as R t = σ2 I , where I is an identity matrix whose dimension is m × m. σ denotes a parameter which determines the magnitude of the observational noise that mimics an observational error.
Because the time evolution of x t can be calculated by PF simulation, x t is expressed as

where M is a model operator, which corresponds to the PF model presented in section 2.1. Mt denotes that M acts on x 0 repeatedly until time t. Therefore, Mt ( x 0) is equivalent to performing a numerical simulation of solid-state sintering using the PF model. According to equation (16), Ht is written by defining another observational operator, Ĥt :

The conditional PDF p( y t | x 0) is obtained by substituting equation (17) into equation (15):

Assuming that  and
y
t
(t = 0, 1, ..., tend) are independent, the likelihood function is given by a product of the PDFs p(
and
y
t
(t = 0, 1, ..., tend) are independent, the likelihood function is given by a product of the PDFs p( |
x
0) and p(
y
t
|
x
0) [61]:
|
x
0) and p(
y
t
|
x
0) [61]:

where C is a constant calculated from the product of the non-exponential parts of equations (14) and (18). The estimated optimal initial state,  , maximizes the likelihood function given by equation (19) [61], which is equivalent to minimizing the exponential part of the equation. Thus, we define the cost function as
, maximizes the likelihood function given by equation (19) [61], which is equivalent to minimizing the exponential part of the equation. Thus, we define the cost function as

 is determined by searching for
x
0 when the gradient of the cost function ∇J(
x
0) (= ∂J(
x
0)/∂
x
0) is zero. ∇J(
x
0) is given by
is determined by searching for
x
0 when the gradient of the cost function ∇J(
x
0) (= ∂J(
x
0)/∂
x
0) is zero. ∇J(
x
0) is given by

Here, Ĥ t is a tangent linear operator of Ĥt and is given by

where H t and M t are the tangent linear operators of Ht and M, respectively. H t is defined as

and M t is defined as

Substituting equation (22) into equation (21) gives ∇J( x 0) as

To calculate ∇J( x 0), we must calculate M t . However, calculating M t analytically is difficult because the time evolution equations of the PF model used in this study are non-linear partial differential equations. Therefore, we employ En4DVar, which is easier to implement in the PF model than 4DVar.
En4DVar [54, 55] employs the ensemble approach to calculate ∇J(
x
0) without calculating
M
t
explicitly. For the ensemble approach, we generate multiple state vectors,  (s = 1, 2, ..., Np
), by performing multiple PF simulations using different Np
initial conditions and material parameters. Hereafter,
(s = 1, 2, ..., Np
), by performing multiple PF simulations using different Np
initial conditions and material parameters. Hereafter,  is referred to as an ensemble member and the number of ensemble members, Np
is referred to as the ensemble size.
is referred to as an ensemble member and the number of ensemble members, Np
is referred to as the ensemble size.
To avoid the explicit calculation of M t , the precondition matrix U is first defined as

By substituting equation (26) into equation (20), we obtain

Equation (27) also can be expressed as

where W is a vector defined as

In En4DVar,
U
is replaced with an ensemble perturbation matrix,  , which consists of the differences between the initial ensemble members,
, which consists of the differences between the initial ensemble members,  , and the mean of the ensemble members,
, and the mean of the ensemble members,  :
:

where  is given by
is given by

By replacing
U
with  , the background error covariance matrix
B
is approximated as
, the background error covariance matrix
B
is approximated as

The initial state vector, x 0, is estimated by approximating B in equation (32) as

where
w
is the control vector whose dimension is Np
× 1.  is adjusted using
w
and describes the difference between
x
0 and
is adjusted using
w
and describes the difference between
x
0 and  .
.  is given by equation (33) when
w
is properly determined. Using equation (33), the cost function used in En4DVar is defined as a function of
w
[54, 55]:
is given by equation (33) when
w
is properly determined. Using equation (33), the cost function used in En4DVar is defined as a function of
w
[54, 55]:

Thus, the gradient of the cost function, ∇J( w ), is obtained from equation (34) as

where
H
t
M
t
 is calculated by
is calculated by

As shown in equations (35) and (36), En4DVar does not require the analytical calculation of M t to calculate ∇J( w ). Therefore, En4DVar is easy to implement in the numerical model. Moreover, En4DVar is robust because it does not require extensive modification of the source code when the PF model changes.
2.3. Flowchart of En4DVar–PF model
Figure 3 shows a flowchart for estimating  and the unknown material parameters using the developed En4DVar–PF model. The calculation procedure for the En4DVar–PF model is as follows:
and the unknown material parameters using the developed En4DVar–PF model. The calculation procedure for the En4DVar–PF model is as follows:
- Step 1: Generate
 (t = 0–tend) by performing PF simulations of solid-state sintering using different Np
initial conditions and material parameters to be estimated.
(t = 0–tend) by performing PF simulations of solid-state sintering using different Np
initial conditions and material parameters to be estimated. - Step 3: Set an initial control vector w k (k = 0, where k is the number of iterative calculations to minimize J( w k )). In this study, all components of w 0 are set to 1.
- Step 4: Calculate x 0 using equation (33).
- Step 5: Perform the PF simulation using x 0 obtained in step 4.
- Step 7: Minimize J( w k ) until it converges to satisfy χ ⩽ ξ, where ξ is the convergence condition and χ denotes the rate of change of the cost function from J( w k−1) to J( w k ). χ is defined as





Figure 3. Flowchart for estimating the optimal state vector,  , using the En4DVar-PF model.
, using the En4DVar-PF model.
Download figure:
Standard image High-resolution imageJ( w k ) is minimized by updating w k according to w k+1 = w k – α∇J( w k ), where α is a parameter that controls the magnitude of the change from w k to w k+1.
In this study, we searched for  by iterating from steps 4 to 7.
by iterating from steps 4 to 7.
3. Twin experiments
3.1. Concept of twin experiments
Twin experiments are performed to validate the developed En4DVar–PF model. Before conducting the twin experiments, we perform a PF simulation of the solid-state sintering of silver particles. The material parameters used in the PF simulation are assumed or determined from the literature. In addition, the PF simulation uses an assumed initial distribution of particles. These material parameters and initial distribution are referred to as the 'a priori assumed-true parameters/state'. Assuming that only morphological data for the sintered particles can be obtained by experimental observations, we then use the distributions of ρ obtained from the PF simulation as the synthetic observational data. If the states and material parameters estimated by the En4DVar-PF model agree with the a priori assumed-true states and material parameters, the En4DVar–PF model is validated.
The En4DVar–PF model enables us to estimate the initial shape and distribution of sintered particles. However, in reality, these initial states can be determined by 3D experimental observations [12–14] or estimated from 2D scanning electron microscopy images [7–11]. The initial distribution of grain boundaries can also be deduced from the initial particle distribution [62]. Therefore, in the twin experiments, we assume that the initial states of the particles and grain boundaries are known.
In principle, arbitrary material parameters can be estimated simultaneously by using the En4DVar–PF model. In the twin experiments performed in this study, diffusion coefficients Dsurf and Dgb, translational mobility, mtr, and grain boundary mobility, Mη are estimated because these four material parameters strongly affect the microstructural evolution during solid-state sintering: mtr and Mη characterize the densification and grain growth rate, respectively. Furthermore, the diffusion coefficients of surface and grain boundary are typically larger than those of volume and vapor [19, 32–34]. Thus, Dsurf and Dgb are more influential in solid-state sintering than Dvol and Dvap.
3.2. Definition of state vector and observation vector
In this section, the state vector and observation vector used in the twin experiments are defined. We use the symbol lpoint to denote the number of finite difference grids and mpoint as the number of observation points where observational data are available. Furthermore, lpoint is assumed to be equal to or larger than mpoint. Using these variables, the augmented state vector, x t , is defined as

where ρ t and η t are lpoint-dimensional and (lpoint × N)-dimensional vectors that contain ρ and ηi at all finite difference grids at time t, respectively. The dimensions of x t are ((N + 1) × lpoint + npar) × 1, where npar is the number of estimated parameters. As shown in equation (38), npar = 4 in this study. Therefore, the ensemble member at t = 0 used for equation (31) is defined as

where  ,
,  ,
,  , and
, and  are the material parameters to be estimated included in each ensemble member. The initial values of
are the material parameters to be estimated included in each ensemble member. The initial values of  ,
,  ,
,  , and
, and  are determined randomly using a Gaussian distribution, which is a function of the mean and SD. The mean values of each parameter are equal to Dsurf, Dgb, mtr, and Mη
at k = 0. The means and SDs used to determine the initially estimated material parameters used in the twin experiments are described in section 4.
are determined randomly using a Gaussian distribution, which is a function of the mean and SD. The mean values of each parameter are equal to Dsurf, Dgb, mtr, and Mη
at k = 0. The means and SDs used to determine the initially estimated material parameters used in the twin experiments are described in section 4.
The observation vector, y t , used in the twin experiments is defined as

where ρ t ' is an mpoint-dimensional vector that contains ρ at all observation points for time t. According to the definition of the observation vector in equation (40), the observational operator Ht is defined as

where  is an mpoint-dimensional vector consisting of ρ at the finite difference grids whose coordinates are the same as the observational points.
is an mpoint-dimensional vector consisting of ρ at the finite difference grids whose coordinates are the same as the observational points.
3.3. Synthetic observational data
This section describes the simulation conditions used in all twin experiments performed in this study. As a benchmark, we simulate the sintering of silver particles and estimate the particle states and unknown material parameters.
Table 1 summarizes the physical values and material parameters used in this study. We assume a constant sintering temperature. Because the temperature is much lower than the melting point of silver, the mass transportation in vapor phase is assumed to be significantly small [63]. Actually, previous PF studies of solid-state sintering of metals [19, 21, 24] set the vapor diffusion coefficient to 10%–50% of the volume diffusion coefficient. Therefore, the vapor diffusion coefficient of silver atoms, Dvap, is set to be smaller value than the volume diffusion coefficient, Dvol. Because the actual value of the stiffness constant, kst is unknown, we use an assumed one for kst. The value of the rotation mobility, mro is also assumed and is chosen to be smaller than an a priori assumed-true value of the translation mobility,  , similarly to the previous study [19]. The detail of the setting of
, similarly to the previous study [19]. The detail of the setting of  is described later in this section.
is described later in this section.
Table 1. Silver physical properties and parameters used in the PF simulations of solid-state sintering.
| Parameter | Value | Reference |
|---|---|---|
| Gradient energy coefficients of ρ, κρ | 9.78 × 10−4 J m−1 | [21] |
| Gradient energy coefficients of ηi , κη | 4.74 × 10−4 J m−1 | [21] |
| Constant in equation (2), A | 1.50 × 104 J m−3 | [21] |
| Constant in equation (2), B | 1.32 × 103 J m−3 | [21] |
| Gas constant, R | 8.314 J (K−1 mol) | |
| Molar volume of silver, Vm | 10.27 × 10−6 m3 mol−1 | [31] |
| Bulk diffusion coefficient of silver atoms, Dvol | 3.00 × 10−16 m2 s−1 | [32] |
| Vapor diffusion coefficient of silver atoms, Dvap | 5 × 10−17 m2 s−1 | |
| Equilibrium value of ρ in grain boundaries, ρ0 | 0.98 | [19] |
| Threshold value, c | 0.14 | [19] |
| Stiffness constant, kst | 0.1 J m−3 | |
| Rotation mobility, mro | 1.00 × 10−12 m5 (J−1 s) | |
| Temperature, T | 873.15 K | |
| Thickness of particle surface/grain boundary region, δ | 0.6 μm | |
| Spacing between finite difference grids, Δx, Δy, Δz | 0.2 μm | |
| Time increment, Δt | 0.1 ms |
Figure 4 shows the initial distributions of the particles and grain boundaries. The size of the computational domain is 12.8 × 12.8 × 6.4 μm3. Eight spherical particles of silver are placed in the computational domain as an initial state. Here, to describe the distributions of grain boundaries, we define Ψ as the sum of the squares of the orientation field:


Figure 4. Initial distributions of particles and grain boundaries used for PF simulations of sintering of silver particles. The region of ρ > 0.5 is shown in (a), and the distribution of the sum of the orientation, Ψ, over the cross-section at z = 3.2 μm is shown in (b). Ψ = 0.5 regions correspond to grain boundaries.
Download figure:
Standard image High-resolution imageRegions where Ψ = 0.5 correspond to grain boundaries. As shown in figure 4(b), the grain boundaries are defined as regions where the spherical particles overlap. Therefore, the widths of the grain boundaries in the initial state are larger than δ in table 1 but are automatically corrected to δ immediately after the simulation begins. The zero Neumann boundary condition is applied to all boundaries of the computational domain.
The a priori assumed-true values of the four material parameters to be estimated,  ,
,  ,
,  , and
, and  , are summarized in table 2.
, are summarized in table 2.  and
and  are determined according to the literature [33, 34].
are determined according to the literature [33, 34].  and
and  are assumed, but are chosen such that the densification and grain growth of silver particles occur, because they have not been clarified in previous studies. Note that the material parameter values listed in table 2 are used to generate the synthetic observational data.
are assumed, but are chosen such that the densification and grain growth of silver particles occur, because they have not been clarified in previous studies. Note that the material parameter values listed in table 2 are used to generate the synthetic observational data.
Table 2. True values of material parameters to be estimated by the En4DVar–PF model.
| Material parameter | Value | Reference |
|---|---|---|
Diffusion coefficient of silver atoms on particle surfaces, 
| 1.47 × 10−12 m2 s−1 | [33] |
Diffusion coefficient of silver atoms at grain boundaries, 
| 1.28 × 10−10 m2 s−1 | [34] |
Translation mobility, 
| 1.00 × 10−10 m5 (J−1 s) | |
Mobility of grain boundary migration, 
| 2.00 × 10−7 m3 (J−1 s) |
Figure 5 shows the PF simulation results obtained using the true parameter values (table 2). The results demonstrate that the sintering phenomena of the silver particles and grain boundaries such as neck growth, pore annihilation, grain boundary migration, and grain growth are successfully simulated. As mentioned in section 3.2, only the time evolution of ρ shown in figure 5(a) is used as the synthetic observational data in the twin experiments. The observational data are 3D distributions of ρ at the finite difference grid points. The time interval of the synthetic observational data, ν, and the end time of the PF simulation of solid-state sintering, tend, are set to 1 and 20 s, respectively, in sections 4.1 and 4.2. In section 4.3, ν is set to 5 s, and tend is set to 20 or 100 s to investigate the effect of ν on the parameter estimation accuracy.

Figure 5. Snapshots of the true state obtained by the PF simulation using the true values in table 2. The region of ρ > 0.5 is shown in (a), and the distribution of the sum of the squares of the orientation, Ψ, over the cross-section at z = 3.2 μm is shown in (b). Ψ = 0.5 regions correspond to grain boundaries. The three-dimensional distributions of ρ shown in (a) are used as the synthetic observational data.
Download figure:
Standard image High-resolution image4. Results and discussion
4.1. Determination of ensemble size
As mentioned in section 2.2, En4DVar employs the ensemble approach to calculate the gradient of the cost function, ∇J(
x
0). Therefore, the state and parameter estimation accuracy using the developed En4DVar–PF model depends on the ensemble size, Np
. However, the computational time for generating the ensemble members,  in step 1 of section 2.3, is proportional to Np
. When Np
is small, the computational cost is low, but the estimated values change depending on the combination of ensemble members. On the other hand, a large Np
improves the estimation accuracy and yields a stable result at an increased computational cost. Therefore, to accurately estimate the state and material parameters at a reasonable computational cost, we must determine a reasonable Np
by considering the variation of estimated material parameters. In this section, we investigate the influence of Np
on the parameter estimation to determine a reasonable Np
for the twin experiments discussed in sections 4.2 and 4.3.
in step 1 of section 2.3, is proportional to Np
. When Np
is small, the computational cost is low, but the estimated values change depending on the combination of ensemble members. On the other hand, a large Np
improves the estimation accuracy and yields a stable result at an increased computational cost. Therefore, to accurately estimate the state and material parameters at a reasonable computational cost, we must determine a reasonable Np
by considering the variation of estimated material parameters. In this section, we investigate the influence of Np
on the parameter estimation to determine a reasonable Np
for the twin experiments discussed in sections 4.2 and 4.3.
To investigate the parameter estimation accuracy for various Np , we performed twin experiments seven times using Np = 20, 50, and 100. We then evaluated the means of the relative errors between the true values and estimated material parameters obtained from the estimation results for each Np . The mean of the relative errors is given by

where Y (Y = Dsurf, Dgb, mtr, Mη ) is the set of estimated material parameters. εn (Y) denotes the relative error calculated from the nth result of the twin experiments performed seven times and is defined as

where Ytrue and Yest,n are the true material parameters shown in table 2 and the estimated material parameters obtained from the nth (n = 1, 2, ..., 7) experiment, respectively.
To evaluate the variation of estimated material parameters, the SD of the relative error, εSD(Y), is calculated for Np = 20, 50, and 100. εSD(Y) is given by

In this section, we investigate the reasonable Np by evaluating εmean(Y) and εSD(Y) for each Np obtained after a predetermined number of the iterative calculations to minimize the cost function without setting convergence conditions, ξ. The number of minimization iterations is determined to be 100, where J( w k ) is expected to converge sufficiently at a reasonable computational cost.
Table 3 shows the means and SDs of the Gaussian distribution used to determine the initially estimated material parameters. The order of the estimated material parameters can be roughly approximated from experiments or numerical simulations such as MD. In this study, the means of the initially estimated material parameters are set to approximately half of their true values. It should be noted that parameter estimation can be performed even if the means of the initially estimated values are larger than the true values, but the computational cost increases because high diffusion coefficients and mobilities reduce the time increment required to maintain a stable computation.
Table 3. Means and SDs of Gaussian distribution used to determine the initially estimated material parameters for Np ensemble members.
| Material parameter | Dsurf (m2 s−1) | Dgb (m2 s−1) | mtr [m5 (J−1 s)] | Mη [m3 (J−1 s)] |
|---|---|---|---|---|
| Mean of ensemble members | 7.00 × 10−13 | 6.00 × 10−11 | 5.00 × 10−11 | 1.00 × 10−7 |
| SD of ensemble members | 7.00 × 10−14 | 6.00 × 10−12 | 5.00 × 10−12 | 1.00 × 10−8 |
The magnitude of the observational noise is defined as σ = 0.1, and the parameter used for updating w k to w k+1 is set to α = 0.001 from our preliminary tests.
Figure 6 shows εmean(Y) and εSD(Y) for each estimated material parameter obtained from the twin experiments. Both εmean(Y) and εSD(Y) of the four material parameters estimated with Np = 20 are larger than those obtained with Np = 50 and 100. This indicates that with Np = 20, the estimation accuracy is low and the variation of estimated values is large, while those with Np ⩾ 50 are improved. Figure 7(a) shows the means of the cost function, J( w k ), as functions of the number of the iterative calculations to minimize J( w k ). J( w k ) for all Np converge by k = 100. This result indicates that the estimated values of material parameters for all Np are not significantly improved by further minimization iterations. On the other hand, εmean(Y) and εSD(Y) in figure 6, and J( w k ) in figure 7(a) for Np = 50 and 100 are comparable, suggesting that an ensemble size of 50 is reasonable for the subsequent twin experiments shown in sections 4.2 and 4.3 because Np > 50 does not improve the estimation accuracy.

Figure 6. Mean and SD of the relative error between the true and the estimated material parameters for (a) Dsurf, (b) Dgb, (c) mtr, and (d) Mη . The error bars indicate the SDs calculated from the results of the seven twin experiments.
Download figure:
Standard image High-resolution image
Figure 7. Transitions of (a) the mean of the cost function, J( w k ), and (b) the means for the change rate of the cost function, χ, obtained from results of the seven twin experiments for Np = 20, 50, and 100.
Download figure:
Standard image High-resolution imageFigure 7(b) shows the means for the change rate of the cost function, χ, given by equation (37). For Np = 50 and 100, the means of χ are approximately 2.5 × 10−3 at k = 100. According to these results, the convergence condition used in the following sections is set to ξ = 2.5 × 10−3.
4.2. Examination of estimation accuracy
Here, we investigate the accuracy of the states and material parameters estimated using the developed En4DVar–PF model with Np
= 50. The means and SDs of the Gaussian distribution used to determine the initially estimated material parameters are the same as those described in table 3. Figure 8 shows snapshots of the estimated morphological evolution of the silver particles and grain boundaries at the z = 3.2 μm cross-section. The particle and grain boundary distributions shown in figure 8 are in good agreement with those corresponding to the synthetic observational data shown in figure 5. Figure 9 shows the true, initially estimated, and finally estimated states of the silver particles at t = 20 s. To compare these states, the particles are colored according to the z-coordinate of the particle surfaces. As indicated by the black arrows and red dashed circles, we observe differences between figures 9(a) and (b) in surface height and particle size. These differences in the particle and grain boundary distributions arise from the smaller Dsurf, Dgb, mtr, and Mη
than the true values. For example, the particle indicated by the red dashed circle in figure 9(b) is larger than the true one because the grain boundary migration velocity is low due to the smaller Mη
than  . On the other hand, no explicit differences between figures 9(a) and (c) are found because the estimated material parameters approach the true values. Below, we discuss how the material parameters are estimated using the En4DVar–PF model.
. On the other hand, no explicit differences between figures 9(a) and (c) are found because the estimated material parameters approach the true values. Below, we discuss how the material parameters are estimated using the En4DVar–PF model.

Figure 8. Snapshots of silver particles sintered for 20 s as estimated by the En4DVar–PF model. The region of ρ > 0.5 is shown in (a), and the distribution of the sum of the squares of the orientation, Ψ, over the cross-section at z = 3.2 μm is shown in (b). Ψ = 0.5 regions correspond to grain boundaries.
Download figure:
Standard image High-resolution image
Figure 9. Comparison between the (a) true, (b) initially estimated, and (c) final estimated states of silver particles at t = 20 s. The lower row shows the grain boundary distributions at z ⩽ 3.2 μm. There are differences between (a) and (b), as indicated by the black arrows and red dashed circles, but (c) is in good agreement with (a).
Download figure:
Standard image High-resolution imageFigure 10(a) shows the cost function, J( w k ), versus the iterative calculations to minimize the cost function, k. J( w k ) decreases monotonically and converges to a certain value. The convergence condition is satisfied at k = 90. Because the decrease in J( w k ) after k = 90 is sufficiently small, the parameter estimation accuracy is not improved by decreasing the convergence condition, ξ, or by increasing the number of minimization iterations. Figure 10(b) shows the relative errors between the true and estimated material parameters with the minimization iterations. The estimated Dsurf and Mη increase smoothly to approach the true values, whereas the estimated Dgb and mtr increase significantly within the first approximately 10 minimization iterations and then gradually converge to the true values. The PF simulation of solid-state sintering is more sensitive to Dgb and mtr in terms of the time evolution of particles and grain boundaries than to Dsurf and Mη . Thus, Dgb and mtr are estimated preferentially over Dsurf and Mη , and then J( w k ) decreases markedly with changes in Dgb and mtr.

Figure 10. Transitions of the (a) cost function, J( w k ), and (b) the relative errors between the true and estimated values of Dsurf, Dgb, mtr, and Mη as functions of the number of minimization iterations of the cost function, k. The estimation is performed with the ensemble members generated using the means and SDs in table 3.
Download figure:
Standard image High-resolution imageTable 4 summarizes the relative errors between the true and final estimated Dsurf, Dgb, mtr, and Mη . The absolute values of the relative errors of Dgb and mtr are less than 1%, while those of Dsurf and Mη are greater than 2%. Despite these relative errors of Dsurf and Mη , the true states are still estimated accurately, as shown in figure 9. The results demonstrate that the accuracy of estimating Dgb and mtr has a greater impact on the state estimation accuracy than Dsurf and Mη . Therefore, we conclude that the developed En4DVar–PF model can successfully estimate both the states and grain boundaries of sintered particles with high accuracy using only the distributions of ρ corresponding to the particle shape data when the absolute values of the relative errors of Dgb and mtr are sufficiently small (less than approximately 1% in the current case).
Table 4. Relative errors between the true and finally estimated material parameters (k = 90).
| Material parameter | Dsurf (m2 s−1) | Dgb (m2 s−1) | mtr [m5 (J−1 s)] | Mη [m3 (J−1 s)] |
|---|---|---|---|---|
| True value | 1.47 × 10−12 | 1.28 × 10−10 | 1.00 × 10−10 | 2.00 × 10−7 |
| Estimated value | 1.38 × 10−12 | 1.29 × 10−10 | 0.99 × 10−10 | 1.95 × 10−7 |
| Relative error | −6.4% | 0.6% | −0.8% | −2.4% |
Although it has been clarified that the absolute values of the relative errors of the estimated Dgb and mtr should be less than 1% for accurate state estimation, the relative errors of Dsurf and Mη
should be improved. Therefore, we examine the conditions that improve the accuracy of the parameter estimation for Dsurf and Mη
. We assume that the accuracy of parameter estimation is improved by increasing the SDs of each initially estimated material parameter. Increasing the SD increases the change in the estimated material parameters from the initially estimated ones because it reduces the increase in J(
w
k
) as the difference between
x
0 and  increases. We can choose which material parameters to improve in its estimation accuracy by setting the SDs individually for each material parameter to be estimated. To improve the estimation accuracy of Dsurf and Mη
, we perform a twin experiment using the SDs shown in table 5, which are larger than the SDs shown in table 3. The SDs used to determine the initially estimated material parameters of Dsurf and Mη
in table 5 are five and two times larger, respectively, than those in table 3.
increases. We can choose which material parameters to improve in its estimation accuracy by setting the SDs individually for each material parameter to be estimated. To improve the estimation accuracy of Dsurf and Mη
, we perform a twin experiment using the SDs shown in table 5, which are larger than the SDs shown in table 3. The SDs used to determine the initially estimated material parameters of Dsurf and Mη
in table 5 are five and two times larger, respectively, than those in table 3.
Table 5. Means and SDs used to determine the initially estimated material parameters for accurate parameters estimation.
| Material parameter | Dsurf (m2 s−1) | Dgb (m2 s−1) | mtr [m5 (J−1 s)] | Mη [m3 (J−1 s)] |
|---|---|---|---|---|
| Mean of ensemble members | 7.00 × 10−13 | 6.00 × 10−11 | 5.00 × 10−11 | 1.00 × 10−7 |
| SD of ensemble members | 3.50 × 10−13 | 6.00 × 10−12 | 5.00 × 10−12 | 2.00 × 10−8 |
Figure 11 shows the relative errors between the true and estimated material parameters obtained using the large SDs in table 5. The absolute values of the relative errors of not only the estimated Dsurf and Mη but also Dgb and mtr are reduced to less than 0.6%. In addition, use of the large SDs decreases the number of minimization iterations required to converge the estimated values of the material parameters to the true values. The results demonstrate that tuning the SDs used to determine the initially estimated material parameters is important for accurate parameter estimation. In the current study, the four material parameters are estimated simultaneously and with high accuracy when the SDs are tuned with the SDs of the initially estimated Dgb and mtr at approximately 5% of their true values, and those of Dsurf and Mη at more than 10%. From these results, we recommend that the SDs of initially estimated non-sensitive material parameters be set to larger values than those of sensitive material parameters for highly accurate parameter estimation using the En4DVar–PF model.

Figure 11. Relative errors between the true and estimated values of Dsurf, Dgb, mtr, and Mη as functions of the number of minimization iterations of the cost function, k. The estimation is performed with the ensemble members generated using the means and SDs in table 5.
Download figure:
Standard image High-resolution image4.3. Effect of observational data time interval
The time interval of the synthetic observational data, ν, is set to 1 s in the twin experiments discussed in sections 4.1 and 4.2. However, real observational time intervals are often larger than 1 s [9–14]. For example, data were recorded every 20 s in an in situ observation of the sintering of platinum nanoparticles using scanning transmission electron microscopy, as reported by Asoro et al [9]. Similarly, the observational time interval was more than a few minutes in the 3D in situ observation of sintering using x-ray tomography [12, 14]. Therefore, in this section, we investigate the effect of ν on the parameter estimation accuracy using the En4DVar–PF model.
We performed a twin experiment under the condition of ν = 5 s. Although ν = 5 s is shorter than typical real observational time intervals, we consider it sufficient to investigate the change in estimation accuracy upon increasing from ν = 1 s. The means and SDs to determine the initially estimated material parameters used in the twin experiment are the same as those in table 5. The PF simulation of solid-state sintering is performed from t = 0 to 20 s (i.e. tend = 20 s).
Figure 12(a) shows the relative errors between the true and estimated material parameters obtained with ν = 5 s. The change in the estimated material parameters is more gradual than with ν = 1 s, as shown in figure 11. The absolute values of the relative errors of all the estimated material parameters are greater than 0.6%. In particular, the absolute values of the relative errors of Dsurf and Mη are greater than 2%. As shown in figure 12(b), the initial J( w k ) for ν = 5 s is five times smaller than that for ν = 1 s because the amount of observational data is inversely proportional to ν. The decrease in the initial J( w k ) not only reduces the magnitude of the change in the initially estimated material parameters but also reduces the magnitude of the change occurring with any iterative calculations to minimize J( w k ). As a result, the parameter estimation accuracy is low because the estimated values are not sufficiently close to the true values.

Figure 12. (a) Relative errors between the true and estimated values of Dsurf, Dgb, mtr, and Mη as functions of the number of minimization iterations of the cost function, k. The parameter estimation is performed with the ensemble members generated using the means and SDs in table 5. The time interval of the observation data is ν = 5 s. (b) Comparison of the cost function, J( w k ), between ν = 1 and 5 s.
Download figure:
Standard image High-resolution imageAs noted in section 4.2, using larger SDs for the initially estimated Dsurf and Mη than those in table 5 is predicted to improve the parameter estimation accuracy using a large ν. However, the decrease in the parameter estimation accuracy for ν = 5 s might be due to the decrease in the total amount of synthetic observational data as it is inversely proportional to the time interval. Thus, we examined the parameter estimation accuracy in two cases. In case 1, larger SDs of the initially estimated Dsurf and Mη than those shown in table 5 are used. Based on preliminary trial and error tests, the SDs of the initially estimated Dsurf and Mη are increased to 4.00 × 10−13 m2 s−1 and 2.50 × 10−8 m3 (J−1 s), respectively. In case 2, a twin experiment is performed under the conditions of ν = 5 s and tend = 100 s such that the amount of synthetic observational data is the same as that in the twin experiment performed with ν = 1 s and tend = 20 s. The means and SDs of the Gaussian distribution used to determine the initially estimated material parameters in case 2 are the same as those in table 5. Figure 13 shows the relative errors between the true and estimated material parameters obtained from cases 1 and 2. In case 1, Dgb and mtr are estimated with high accuracy corresponding to relative errors of less than 1% of the true values, and Dsurf and Mη are also estimated with relative errors of less than 2%. From the results of case 1, we conclude that the parameter estimation with high accuracy can be realized by increasing the SDs even if the observational time interval increases.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 13. Relative errors between the true and estimated values of Dsurf, Dgb, mtr, and Mη as functions of the number of minimization iterations of the cost function, k, for (a) case 1 and (b) case 2. The SDs of Dsurf and Mη used to generate the ensemble members are (a) 4.00 × 10−13 m2 s−1 and 2.50 × 10−8 m3 (J−1 s), respectively, and (b) the same as those in table 5. The time interval of the observational data is ν = 5 s for the (a) 20 s and (b) 100 s simulations.
Download figure:
Standard image High-resolution image{kind=link}
In case 2, the absolute values of the relative errors of the final estimated Dgb and mtr and of Dsurf and Mη are also less than 1% and 2%, respectively. Based on the results, we demonstrated that the developed En4DVar–PF model can successfully estimate the material parameters with high accuracy as long as the observational time interval is within 5% of the total observational time of the solid-state sintering process. Moreover, the results presented in this section suggest that even if the observational data cannot be obtained experimentally at short time intervals of a few seconds, multiple material parameters can still be accurately estimated using the developed En4DVar–PF model.
5. Conclusion
We proposed a new model for estimating the states of sintered materials and multiple unknown material parameters simultaneously by using our developed En4DVar–PF model. Through the validations of the En4DVar model via twin experiments, we demonstrated that our developed En4DVar–PF model can simultaneously and accurately estimate the particle shape, distribution of grain boundaries, and material parameters: Dsurf, Dgb, mtr, and Mη . Furthermore, the twin experiments led to appropriate DA conditions for accurate estimation of the states and parameters as detailed below.
- (a)The number of ensemble members (i.e. ensemble size) using the En4DVar–PF model should be determined such that the results of parameter estimation are independent of the ensemble members. The results of our twin experiments demonstrated that an ensemble size of 50 is reasonable to obtain the estimation results of material parameters of solid-state sintering.
- (b)The parameter estimation accuracy is affected by the SDs of the Gaussian distribution to determine the initially estimated material parameters (Dsurf, Dgb, mtr, and Mη ). Therefore, tuning the SDs to adequate values is important for highly accurate estimation of material parameters using the En4DVar–PF model. We recommend that the SDs of initially estimated non-sensitive material parameters in terms of the time evolution of particles and grain boundaries, such as Dsurf and Mη , be set to larger values than those of sensitive material parameters such as Dgb and mtr.
- (c)Increasing the observational time interval decreases the accuracy of the parameter estimation. However, we elucidated that accurate parameter estimation can be achieved by tuning the SDs used to determine the initially estimated parameters and/or using a sufficient amount of observational data. If the observational time interval is within 5% of the total observation time of the solid-state sintering process, the parameters can be estimated with high accuracy.
The results presented here strongly indicate a potential of the En4DVar–PF model for revealing unobservable states and estimating difficult-to-measure material parameters in solid-state sintering. As mentioned in the introduction, on-going developments in experimental techniques have been such that it is now possible to perform the in situ observation of three-dimensional microstructural evolutions during sintering. Hence, we plan to integrate actual experimental data into the current method and demonstrate the real-world practical performance of the method; this will be a breakthrough for the accurate prediction of sintered microstructures and resultant material properties as well as the elucidation of unresolved aspects of sintering phenomena.
Acknowledgments
This work was supported by the Strategic Basic Research Programs, Core Research for Evolutional Science and Technology (CREST), (Revolutional Materials Development) Revolutional material development by fusion of strong experiments with theory/data science, 'Development of polycrystalline superconducting materials and magnets based on superconducting materials informatics' (Funding agency: JST, Japan) (Grant No.: JPMJCR18J4).
Data availability statement
The data generated and/or analysed during the current study are not publicly available for legal/ethical reasons but are available from the corresponding author on reasonable request.