
Abstract
Titanium (Ti-6Al-4V) is an α+β phase-field alloy utilized in many industries due to its high strength-to-weight ratio and near-net shaping capability. Solution treated & aging, and stress relief annealing processes were performed on the samples to increase the strength and % of elongation. The heat-treated samples then thermally cycled for 500 cycles, 1000 cycles, and 1500 cycles to evaluate the microhardness and tensile properties. The presence of martensite and α2 precipitates in the thermally cycled samples was confirmed by scanning electron microscopy (SEM) and x-ray diffraction analysis (XRD). In this investigation, at 1000 thermal cycles, all specimens show improvement in both hardness and strength when compared within the cycles. Solution-treated and aging (STA), stress relief annealing (SRA), and without any heat-treatment (WHT) processes have their highest hardness values recorded for 1000 thermal cycles, and the values are 471 HV0.5, 381 HV0.5, and 374.6HV0.5, respectively. For the SRA process, ultimate tensile strength (UTS) of 925 MPa and yield strength (YS) of 896 MPa have resulted in 1000 cycles. Similarly, at 1000 thermal cycle WHT processed samples yielded UTS of 920 MPa and YS of 885 MPa. STA process samples that are heat-treated for 1000 thermal cycles have better strength properties than SRA and WHT and had a UTS of 1530MPa and YS of 1420MPa. From a ductility point of view, a maximum elongation of 29% for the STA process has resulted. Compared to forged titanium alloy (base metal), an increase of 31% elongation and 41% ultimate tensile strength for solution treated and aging process at 1000 cycles has resulted in this investigation.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
Titanium (Ti-6Al-4V) is a popular two-phase field alloy due to its better-balanced property. Its excellent performance under an intensive test environment leads to the utilization of this alloy in many industries like aerospace, energy, military, and medical industries. More particularly, the blisk assembly of the turbine, propellant tank rings, the dome of launch vehicles, and satellites made with Ti-6Al-4V alloy because of its high strength-to-weight ratio, weldability, resistance to corrosion, and compatibility with near-net-shape machining [1, 2]. Still, there are hindrances in Ti-6Al-4V alloy usage in many specific applications as they require some essential factors like strength and % of elongation to a significant level. Many studies have proven that strain induced in martensite during deformation caused a variety of alloys to elongate when applied with the external load: termed transformation-induced plasticity (TRIP) [3].
Scientists have identified that Ti-6Al-4V will behave as superplastic material under the temperature condition between 750 °C to 950 °C with a strain rate of 5 × 10−4s−1 [4, 5]. Reports say that titanium alloy after heat-treatment, the α in α-β phase-field will not transform while cooling to room temperature still the presence of α-phase affects the % of elongation of the β phase. The alloy's mechanical properties also depend on the transformation of β-phase to α' martensite and ultra-fine refinement of α and β grains. This transformation is possible by solution treated and aging process, which improves the tensile strength of alloy without reducing the ductility. This process produces a 20% increase in strength than the annealing process [6–8]. Between the temperature of 930 °C to 980 °C good refinement of α grains is notorious because of this refinement strength of the alloy increases. Above 980 °C, the strength decreases due to the rapid growth in prior β grains [9, 10].
Sun et al [11] reported that at low aging temperature (150 °C for 60 s,) the yield strength of the titanium alloys increased to 730 MPa from 480 MPa. The aging temperature above 200 °C, the alloy has a detrimental effect on the ductility. Prolonged exposure(600s) of the titanium alloy to the aging temperature above 200 °C resulted in a complete loss of ductile property with increased yield stress value up to 1300 MPa. Mpumlwana et al [12] reported that mechanical properties of Ti-6Al-4V alloy had been significantly affected by heat-treatment duration. The authors tested the alloys at a constant temperature of 900 °C for different durations such as 30 min 60 min, and 90 min. They revealed that the strength of the alloys decreased when there was an increase in time. The study has an opposite result for ductility. A significant improvement has resulted when treated above 90 min.
Shaikh et al [13] reported the effect of temperature and cooling rate on the mechanical and metallurgical properties of the α+β Ti-6Al-4V alloys. They identified that when heated above the β-transus temperature, furnace cooled just below β-transition temperature, and then water quenched(WQ) has significantly improved the hardness value of the alloy than direct quenching without furnace cooling. Li et al [14] reported that when heat treated at 950 °C then cooled in the furnace has increased the strength and elongation of Ti64 alloy than the base metal. Despite this, it has resulted in a decreased hardness value than the base metal. Wang et al [15] observed that the strength of titanium alloys was higher when tested to a condition of 950 °C for 1 h, WQ + 540 °C for 4 h followed by air cooling (AC) than when treated at 970 °C for 1 h, WQ + 540 °C for 4 h, AC. The authors have confirmed that when treated at 900 °C and aged at different temperatures has increased % of elongation for increasing aging temperature with a decrease in strength of the alloy. They have also confirmed that the formation of larger acicular α grains and its lower volume fraction at higher aging temperatures improved the % of elongation.
Researchers have proven that when alloys are heat-treated by thermal cycles ductile properties of the alloys could be improved. By treating an alloy with thermal cycling will result in the strengthening of mechanical properties along with improved ductility [15, 16]. The works of previous researchers clearly explain that while bringing the Ti-6Al-4V alloy temperature above its β-transus, the mechanical strength of the alloy increased despite its loss in ductility. The lost ductility could be retrieved by heating the alloy to an aging temperature. And, the percentage of elongation enhances with an increase in aging temperature but at the cost of strength. The current work aims to attain excellent tensile, microhardness, and elongation properties for the alloy without any detrimental effect on one property over another by introducing a thermal cycling procedure. The samples will be subject to different cyclic frequencies. Before processing the samples by thermal cycle, they were heat-treated with solution treatment and aging (STA) and stress relief annealing (STA) process.
2. Methods and materials
The material chosen for the study was a 10 mm diameter of forged Ti-6Al-4V titanium alloy. The mechanical properties and chemical composition of as-received Ti-6Al-4V alloy with α-stabilizers, β- stabilizers, and other alloying elements in weight percentages are depicted in tables 1 and 2, correspondingly. As per ASTM E8M-13a, the tensile samples were made ready and shown in figure 1. The heat treatment process for STA was done by heating the specimens to a temperature of about 950 °C for 1 h, then water quenched. Followed by quenching, the samples were allowed to settle down for 2 s then the aging process was performed at 524 °C for 4 h. Finally, the specimens were brought back to atmospheric temperature by furnace cooling. In SRA, the samples will be subject to a temperature of 538 °C for 1 h, then allowed to reach room temperature. After heat treatments (STA and SRA), samples will be subject to a thermal cycling procedure. During thermal cycling, as shown in figure 2, the heat-treated sample is attached to one end of the pneumatic double-acting cylinder set up that will be in control by the programming logic controller (PLC). The PLC was programmed for two mins extension and two mins retraction for the cylinder. While at extension, the sample attached to the cylinder will enter into the furnace maintained at 427 °C, and at retraction the specimen will be brought to the room environment and forced to cool by air at three bar pressures. The process will be done repeatably for 500 cycles, 1000 cycles, and 1500 cycles in this present study. The thermally cycled samples were then subjected to the tensile test in a 100 kN electro-mechanical controlled universal testing machine with a strain rate of 5  10−4s−1. For all the thermal cycle sets (500, 1000, and1500), three specimens have tested then their average value was calculated and reported in figures 8(b), (c). Similarly, a thermal cycling test was carried out for the base metal without any heat treatment, its results have shown in figure 8(a). Using, Vickers microhardness testing machine (Make: Shimadzu, Japan, Model: HMV-2T), the microhardness survey has conducted using a diamond tip indenter. The hardness values have measured with a 0.5 kg load with a dwell time of 15 s. Scanning Electron Microscopy (SEM) study has conducted to distinguish the characteristic features of the heat-treated and without heated-treated samples. Before SEM examination, the cross-section of the sample was mirror-polished using alumina powder and Kroll's reagent has used for etching the surface.
10−4s−1. For all the thermal cycle sets (500, 1000, and1500), three specimens have tested then their average value was calculated and reported in figures 8(b), (c). Similarly, a thermal cycling test was carried out for the base metal without any heat treatment, its results have shown in figure 8(a). Using, Vickers microhardness testing machine (Make: Shimadzu, Japan, Model: HMV-2T), the microhardness survey has conducted using a diamond tip indenter. The hardness values have measured with a 0.5 kg load with a dwell time of 15 s. Scanning Electron Microscopy (SEM) study has conducted to distinguish the characteristic features of the heat-treated and without heated-treated samples. Before SEM examination, the cross-section of the sample was mirror-polished using alumina powder and Kroll's reagent has used for etching the surface.
Table 1. Base metal chemical composition (wt%).
| Elements (wt %) | Al | V | Fe | O | C | N | H | Ti |
|---|---|---|---|---|---|---|---|---|
| Ti-6Al-4V | 6 | 4 | 0.17 | 0.14 | 0.07 | 0.04 | 0.01 | Bal. |
Table 2. Base metal mechanical properties.
| 0.2Yield strength (MPa) | Ultimate tensile strength (MPa) | %of Elongation in 50 mm GL | Reduction in cross-sectional Area (%) | Hardness (HV) |
|---|---|---|---|---|
| 828 | 897 | 10 | 20 | 342 |

Figure 1. Schematic diagram of tensile sample dimensions and prepared sample.
Download figure:
Standard image High-resolution image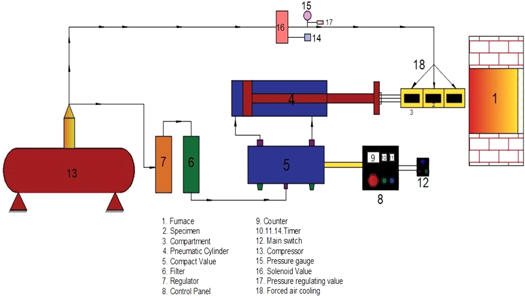
Figure 2. Experimental setup of Thermal cycling.
Download figure:
Standard image High-resolution image3. Results
3.1. Microstructure
The microstructure study has conducted on the specimens with different heat-treatment conditions. The results of microstructure have shown in figures 3(a)–(j). The base metal morphology in figure 3(a) shows α and β grains representing the characteristics feature of the Ti-6Al-4V alloys. For all thermal cycle conditions, the SRA processed samples had no significant change in the microstructure that can be witnessed from figures 3(b), (e), (h). Similarly, specimens without heat-treatment (WHT) and processed at different thermal cycles exhibit no significant change in the microstructure, as shown in figures 3(d), (g), (j). But both SRA and WHT samples showed different morphologies and grain sizes than the base metal. The specimens heat-treated by the
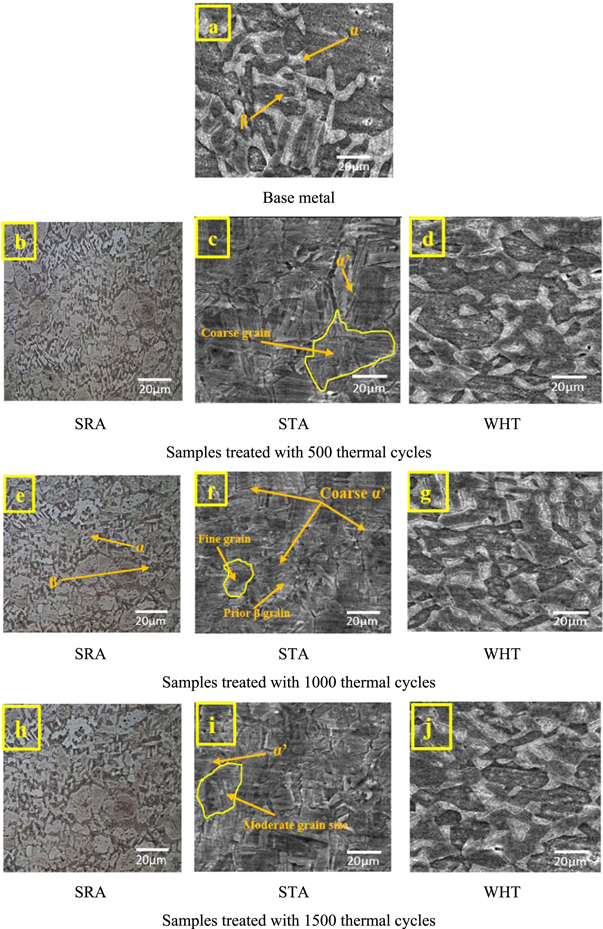
Figure 3. SEM microstructure of heat-treated samples processed at 500,1000, and 1500 thermal cycles.
Download figure:
Standard image High-resolution imageSTA process exhibited martensite(α') morphology at all thermal cycle conditions and varying sizes of grains at each thermal cycle condition [8] and represented in figures 3(c), (f), (i).
3.2. Microhardness
The microhardness survey has conducted on the specimens subjected to 500, 1000, and 1500 thermal cycles after being heat-treated to different conditions such as WHT, SRA, and STA. Figure 4(a) infers that the hardness of the specimen increases gradually from 500 cycles to 1000 cycles and decreases in 1500 cycles for both heat treatment processes (SRA & STA) and the WHT process. Among the three mentioned thermal cycles, 1000 cycles showed 374.6 HV0.5, 381 HV0.5, and 471 HV0.5 for WHT, SRA, and STA, and 1000 cycles had the highest value among the three thermal cycle conditions in their heat-treatment process. The lowest values have resulted in 500 cycles for all three heat treatment conditions. They were 356 HV0.5, 368 HV0.5, and 443.6 HV0.5 for WHT, SRA, and STA, respectively. It was clear from figure 4(b) that the STA process has shown a higher value than the other two processes, whose highest value has got recorded in 1000 thermal cycles. Manikandan et. al observed a similar phenomenon, with an increase in microhardness value till 1000 cycles and a decrease in value after that [17].

Figure 4. Microhardness Chart.
Download figure:
Standard image High-resolution image3.3.Tensile properties
The tensile test has conducted for all the three heat treatment conditions such as WHT, SRA, and STA. An average of the three samples have tested for each thermal cycle which gave nine samples for each heat treatment condition. The tensile specimens examined before and after the test has been shown in figure 5. It has observed that at 1000 cycles, WHT condition recorded the higher strength [Ultimate Tensile Strength (UTS): 920 MPa and Yield Strength (YS): 885MPa]and elongation of 26%, and its results have depicted in figure 8(a). Similar results were observed for SRA (UTS: 935MPa, YS: 896 & elongation: 26%) and STA (UTS: 1530, YS:1420 & elongation: 29%) at 1000 cycles and shown in figures 8(b) and (c) respectively. Figure 9 shows the variation among all three heating conditions and displays the STA process with higher strength and elongation [18].
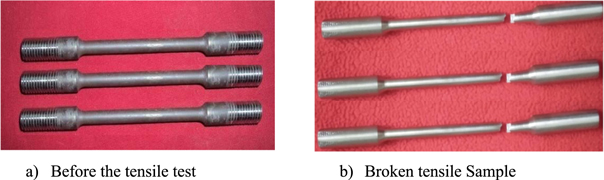
Figure 5. Tensile samples.
Download figure:
Standard image High-resolution imageWang et al [19] study indicated that an increase in 1 wt% of Al in the titanium alloy has a significant influence in increasing the strength of the alloy at the cost of plasticity. Al plays a vital role in enhancing the tensile and yield strength of the titanium alloy by solid solution strengthening. Energy-dispersive x-ray spectrometry (EDS) analysis shown in figure 10 represents the chemical compositions of the specimens that have thermally cycled for 1000 cycles at different heating conditions. It was evident from the EDS analysis that the percentage of Al in the STA sample has shown a higher value than the other was also the reason for the improved strength of STA sample and ductility of same increased due to the increased percentage of vanadium (β-stabilizer).
4. Fractography study
The fracture surface analysis was carried out for samples heat-treated and processed at 1000 thermal cycles since it shows higher strength and elongation than the other thermal cycle conditions. Figure 6 shows the presence of dimples, tear ridges, and micro-voids for heat-treated samples at 1000 cycles. The study revealed a ductile mode of fracture with equiaxed dimples in the plane normal to tension loading and elongated dimples at the shear lip orientated at 45° for all the three heat-treated conditions with varying sizes of dimples. The fracture surface consists of ductile dimple tearing resulting from micro-void coalescence [20–22]. Void nucleation and growth preceded before void coalescence. Void nucleation is mainly associated with Ti3Al present in the grains. The inhomogeneity in the precipitation distribution causes local stress concentration. These stress concentration sites deform plastically and result in the growth of the void. Following this, the coalescence of the void led to the development of macroscopic cracks [23, 24]. The above discussion clarifies that the formation of micro-voids in the microstructure has a significant effect on the strength and elongation of the alloy. Apart from this, microstructure with finer dimples have higher strength, and coarser will have more elongation [25]. The stress relief annealing samples show finer dimple in their microstructure than the without heat-treated sample, which could be related to higher strength in SRA samples than WHT. Figure 6(c) shows more relatively coarser dimples and lesser micro-voids than SRA and WHT samples. The coarser dimples and lesser micro-voids were the reason for higher elongation and high strength in STA samples than the other.
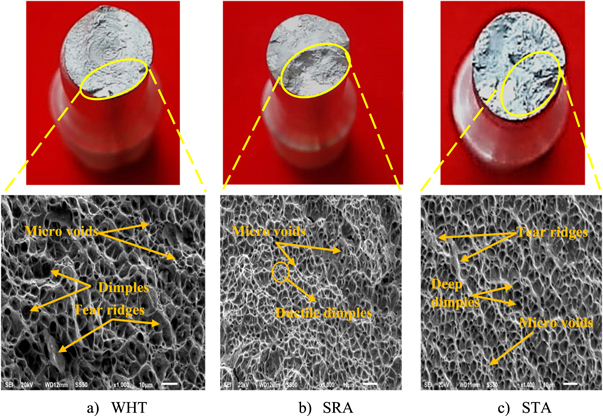
Figure 6. Fractography of tensile samples fractured at 1000 thermal cycles.
Download figure:
Standard image High-resolution image5. X-ray diffraction analysis
The x-ray diffraction (XRD) analysis shown in figure 7 clarifies the formation of titanium aluminides (Ti3Al) at lower heat-treatment conditions, similar to the research of Gerhard Welsch et al [26]. Aluminium being an α-stabilizer is the responsible alloying element for the formation of Ti3Al precipitates in the α-grains [27]. The formation of α2- precipitates was the reason for an increase in the strength of SRA samples.

Figure 7. XRD of sample heat-treated with SRA and processed at 1000 thermal cycles.
Download figure:
Standard image High-resolution image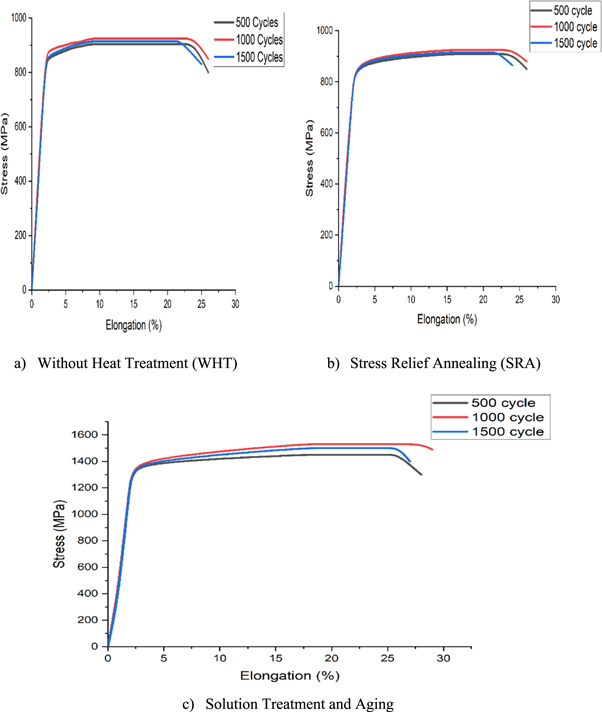
Figure 8. Effect on tensile properties by different thermal cycles (500, 1000 and 1500) at various heating conditions.
Download figure:
Standard image High-resolution image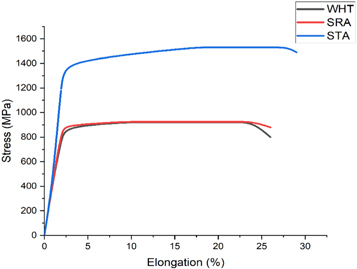
Figure 9. Effect on tensile properties by different heating conditions at 1000 cycles.
Download figure:
Standard image High-resolution image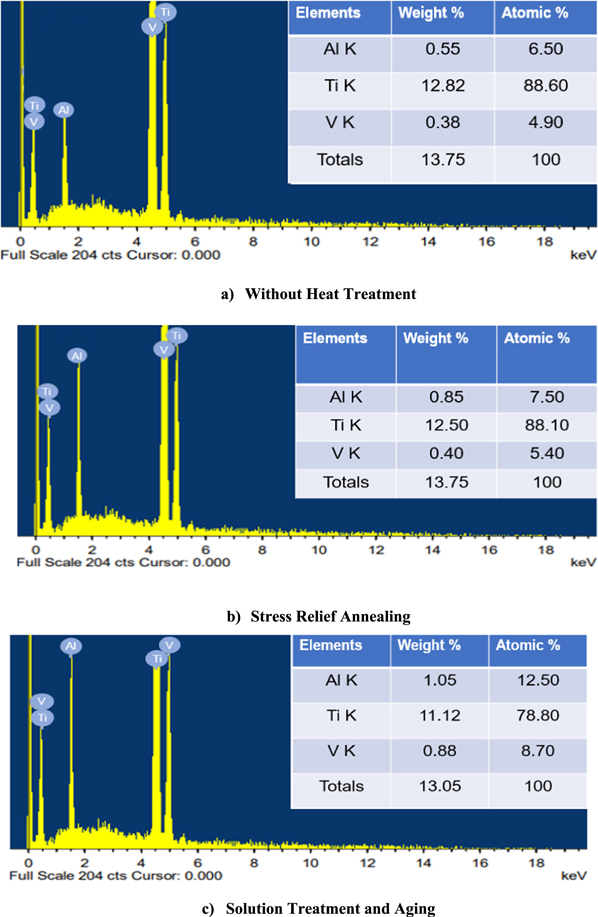
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 10. EDS Analysis of samples cycled for 1000 cycles at different heating condition.
Download figure:
Standard image High-resolution image{kind=link}
6. Discussion
The WHT thermal cycle process yielded a 4.9% and 1.5% increase in hardness value for 1000 cycles while comparing the 500 and 1500 cycles, respectively. Similarly, for 1000 cycles, the SRA process yielded a 3.4% and 1.3% increase, and the STA process gave a 5.8% and 3.1% increase. When compared between the heat treatment process, the STA process was shown with a 20.46% and 19.1% increase than WHT and SRA process at 1000 cycles, respectively. The tensile test also proved that the STA process showed a higher percentage of improvement (UTS: 39.86%, YS:37.67% & elongation: 10%) than WHT. Similarly, STA has shown UTS of 39.56%, YS of 36.90% & 10% of elongation, higher than the SRA process at 1000 cycles. When comparing the results of the STA process within its thermal cycles, 1000 cycles showed UTS of 6.5%, YS of 2.1% with 3.4% of elongation than 500 cycles and UTS of 1.9%, YS of 1.4% and 6.8% of elongation than 1500 cycles. All these variations can be seen from the figure 8 and 9. There was no significant improvement in strength and elongation within the thermal cycles of the SRA and WHT processes as there was no change in the microstructure depicted in figures 3(b), (e), (h) and figures 3(d), (g), (j) respectively. E Dalgaard et al [28] reported that while heating, the material microstructure will have movements of dislocation density. This dislocation density movement will result in the entanglement of dislocation, which will result in the formation of high distortion energy. This energy leads to nucleation and recrystallization of grains to fine-grains in titanium alloys. These fine-grain formations have resulted in the higher hardness value of the STA process at 1000 cycles.
Many researchers have reported that above 882 °C (β-transus), prior-β grains will be transformed into α' martensite as seen in figures 3(c), (f), (i) and above 500 °C temperature α2 precipitates (Titanium aluminides) will be formed within the α-grains. The presence of martensite and α2 precipitates in the microstructure will enhance the strength of the alloy [26, 29, 30]. In SRA and STA process, an increase in strength has resulted than the WHT, which could be ascribed by the above said reason since their processing temperatures are above 500 °C. The higher strength of STA than other processes could be the presence of both martensite and α2 precipitates because their formations were possible due to the temperature regime of solution treatment and aging. The increase of ductility in the STA process was due to the coarsening of α' martensite as reported by R K Gupta et al [8] and also due to the increased percentage of vanadium which can be seen from the figure 10.
7. Conclusion
In this study, higher ductility has achieved with excellent improvement in the strength of the Ti-6Al-4V alloys, and the following observations were made.
- Among all heat treatment conditions, the STA process showed a better hardness value when compared to the other two processes with a percentage of 20.46% and 19.1% to WHT and SRA processes, at 1000 cycles, respectively.
- STA process shown higher percentage of strength improvement (UTS: 39.86%, YS:37.67% & elongation: 10%) than WHT. Similarly, STA has shown UTS of 39.56%, YS of 36.90% and 10% of elongation higher than the SRA process at 1000 cycles.
- The formation of fine-grains due to nucleation and recrystallization of α' martensite from prior-β grains and α2 precipitate within α-grains is the source for the high strength and hardness.
Data availability statement
All data that support the findings of this study are included within the article (and any supplementary files).