

Abstract
This work describes the strain tolerance of MgB2 superconductors subjected to variable bending stresses. Bending of MgB2 wire was done at room temperature in different modes: (i) direct bending of straight annealed samples to variable diameters and by (ii) indirect bending by straightening of bent and annealed samples. Ic–bending strain characteristics of samples made by in situ PIT and by the internal magnesium diffusion (IMD) process were measured at 4.2 K. The results show a good agreement between the direct and indirect bending mode, which allows easier estimation of limits important for the winding process of MgB2 superconductors with brittle filaments. A comparison of MgB2 wires made by in situ PIT and IMD processes showed improved strain tolerance for IMD due to better grain connectivity the low annealing temperature, which does not appear to reduce the mechanical strength of sheath material.
Export citation and abstract BibTeX RIS
1. Introduction
Superconducting MgB2 wire consists of brittle filaments inside a metallic matrix and therefore the applied mechanical stresses must not reach the breaking limit of the superconducting compound. One possible way to minimize the stresses during handling of the superconductor is to finalize the winding process prior to the final heat treatment, after which the brittle superconducting phase is created (the 'wind and react' technique). However, the final winding construction, materials of the inter-turn insulation and the entire winding assembly limit the applicability of the 'wind and react' technique. In contrast, manipulation with already reacted superconductor ('react and wind' technique) may induce transport current degradation, therefore close control of the maximum allowed bending and tensile stresses is needed. Usually the superconducting wires are composite materials and their mechanical behaviour is controlled by well consolidated bending and tensile tests. Up to now, a few different types of tensile test device have been used for characterization of composite superconductors at variable strains (ε) [1–7]. It has been shown that the applied measurement set-up influences the critical current (Ic) characteristics of the measured sample [1, 2]. The Ic(ε) dependence measured for MgB2/metal composites shows two distinct regimes: the first, found when applying compressive strain or not damaging tensile strain is characterized by a linear and reversible Ic(ε) increase; the second, found for the higher tensile strain levels, is characterized by a steep and irreversible Ic degradation. The irreversible strain limit is a sample-dependent value [5]. Dhalle et al showed that reversible axial strain dependence of the critical current of PIT type MgB2 conductors varied with the temperature and magnetic field [6]. Several contributions presenting the effect of bending stress on the critical current of PIT type MgB2 conductors have been already published [8–10]. Salama et al [8] examined the effect of bending before and after annealing of MgB2/Fe wires in a range of bending diameters from 20–100 mm. While only a little degradation has been observed for bending stress applied to not-annealed samples (before HT), a rapid one was measured for already annealed wires. Structural studies have shown apparent crack generation in the wires bent after annealing and no cracks for wires bent before annealing. Katagiri et al subjected MgB2/Cu wire of 1 mm in diameter to a bending strain of up to 1% by using of many mandrels of different radii [9]. Almost constant critical current was measured up to an irreversible strain of 0.45% and a corresponding radius curvature of 111 mm. Indirect bending was applied for stainless steel reinforced filamentary MgB2 wire of 0.86 mm at bending diameters 30–90 mm [10]. Around 18% and 53% current degradation was measured for wire straightened from 90 mm and 30 mm, respectively [10]. Apparent critical current degradation of the single-core tape 0.3 × 5 mm sheathed by Cu-10 wt%Ni alloy has been measured for bending to 50 mm corresponding to a bending strain of 0.20% [11]. Critical current degradation by bending of filamentary MgB2/Ni tape of 0.5 × 3 mm2 with Cu strip soldered to one side has been measured and analyzed [12]. It was shown that Ic degradation depends strongly on the side where the copper tape is kept, being much more pronounced with the copper inside due to the shift of neutral axis. The practical limit of bending diameter was 150 mm with the copper outside and approximately doubled for the copper inside [12]. Mechanical properties of mono-core MgB2 conductor made by reactive liquid infiltration (RLI method introduced by G Giunchi [14]) have been also reported [13]. The RLI method is performed above the melting point of magnesium at 750 °C–950 °C. High critical current density MgB2 wires were made by the IMD (internal magnesium diffusion) process, which differs from RLI only by the heat treatment temperature being below the melting point of magnesium [15]. The IMD-processed MgB2 wire showed a large irreversibility tensile strain limit (0.67%) and transverse compressive stress tolerance of 206 MPa, whereas the PIT-processed wire had 0.51% strain limit and 160 MPa stress tolerance [15].
This paper aims to characterize the bending strain tolerance of multi-filamentary MgB2 conductors made by in situ PIT and IMD processes by using direct and indirect bending stress.
2. Experiment
2.1. Examined wires
19-filament rectangular wire made by the internal magnesium diffusion process (19IMD) and 30-filament SiC doped wire made by the in situ powder-in-tube approach (30PIT) were selected for the direct and indirect bending tests. Figure 1 shows the cross-sections of 19IMD and 30PIT wires of 0.54 × 1.3 mm2 before the final heat treatment. The areal distributions of the cross section of the compared conductors' components are the following: wire 19IMD consists 12% of not doped Mg + B filaments, 19% Nb-barriers, 18% GlidCop and 51% of Monel sheath. 30PIT wire has 12.4% of SiC doped Mg + B filaments, 24.6% Ti bariers and 63% of GlidCop [16]. While 19IMD wire was annealed at 640 °C/1 h, 800 °C/1 h was applied for the 30PIT wire. Critical currents of both wires were measured at 4.2 K in the external field range 2.5–6.0 T and also at an axial tension of up to a strain of ε = 1% at constant field 5 T.
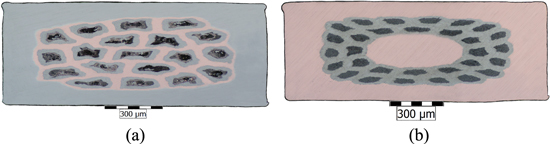
Figure 1. Cross-sections of examined as-deformed wires of 0.54 × 1.3 mm2:19IMD (a) and 30PIT (b).
Download figure:
Standard image High-resolution image2.2. Direct bending (db)
The set of mandrels of different radii (30–70 mm) was manufactured from fiber-glass material shown by figure 2. Straight heat treated wire samples were mounted to individual mandrels of different diameters and connected with current leads and potential taps in the middle of the wire curvature 1 cm apart. A sample holder with several mandrels was inserted into the bore of superconducting magnet cooled to 4.2 K and critical current in an external field of up to 6 T measured with a criterion of 1 μVcm−1.

Figure 2. Sample holder used for the critical current degradation measurement of directly bended wires.
Download figure:
Standard image High-resolution image2.3. Bent and straightening (bs)
The samples subjected to direct bending were straightened after db measurement and measured once more in straight form, referred to as bs.
2.4. Indirect bending (ib)
The set of MgB2 wires was annealed on the stainless steel mandrels of diameters 30–75 mm. Then, heat treated samples were straightened and measured in the superconducting magnet at the same conditions as for db. It is expected that only tensile and pressure stress areas should have been exchanged in the outer or inner conductor zone for db and ib. Critical currents of wires measured by different bending modes have been plotted and compared.
3. Results and discussion
Figure 3(a) shows in-field critical currents of wires 19IMD and 30PIT and figure 3(b) their strain tolerances at axial tension with each current normalized to the unstrained value of the corresponding wire. Higher current densities of 19IMD wire in the low field region are due to the lack of carbon doping in MgB2 and also by considerably improved grain connectivity for the IMD process [17]. Different critical currents between IMD and PIT wires shown in figure 3(a) are mainly due to the better grain connectivity of the IMD process. The influence of the carbon doping is only relevant in the distinction between the two slopes Log Ic(B), with the steeper slope due to the absence of carbon doping in the present IMD wires.

Figure 3. Critical currents of compared wires at 4.2 K (a) and the tolerance to axial strain (b).
Download figure:
Standard image High-resolution imageComparable Ic–strain characteristics are shown by figure 3(b), but the 19IMD sample has a slightly larger Ic increase than 30PIT at ε < 0.6%. The KI relation expresses the percentage increase of Ic for an eventual tensile strain of 1%. In the case of constant temperature (4.2 K) and magnetic field (5 T) KI will be:

where E is Young's modulus and p is external pressure acting on the MgB2 compound [18]. The Ic(ε) behaviour shown by figure 3(b) is comparable to the published results below the irreversible strain limit and reflects the pressure effect on the MgB2 [6]. Thus, it could be caused by intrinsic variations of the superconducting energy gap, due to changes in the electronic structure as the crystallographic unit cell is compressed.
The values of KI have been estimated by using equation (1) from the linear parts of Ic(ε) shown by figure 3(b). Values of KI range from KI(19IMD) = 40 to KI(30PIT) = 25 for the two kinds of wire. It was found that the maximum increase of critical current due to the pre-compression effect ranges from 25% up to 57% and is affected by the applied addition into filaments and also by the final heat treatment [19].
Figure 4(a) shows the critical currents of directly bent wires 19IMD and 30PIT. As one can see, critical degradation occurs at bending diameter close to 70 mm. Figure 4(b) compares the critical current degradation of 19IMD and 30PIT wires after db and ib experiments. Wire 19IMD looks less sensitive to bending stress than 30PIT. Similar critical current degradations are measured by db and ib for both wires (especially between 60 and 80 mm). Generally, the critical current degradation for db and ib should be the same for the case of fixed neutral axis due to only exchanged tensile and pressure stresses in outer or inner side. Some discrepancy between db and ib can be attributed to mechanical handling (bending and straightening) with these wires containing brittle filaments and also to filaments uniformity. Smaller difference between db and ib can be observed for 30PIT wire with more uniform filament structure in comparison to 19IMD one (see figure 1). Acceptable agreement between critical current degradation measured by db and ib enables us to use a more simple ib experiment for the estimation of strain tolerances for reacted MgB2 wires.

Figure 4. Critical currents of 19IMD and 30PIT after direct bending up to the diameter of 31 mm (a) and normalized currents measured by direct and indirect bending (b).
Download figure:
Standard image High-resolution imageThe following equation can be used to estimate the bending strain, which has its maximum on the outer surface for db and at inner one for ib:

where ht is the tape thickness, and Db the bending diameter.
The strain on the outermost (or innermost for ib) filaments can be obtained by the following ratio:

where δ is the distance of the outer filaments from the neutral axis and Rb is the radius of bending. The filament distances δ were estimated from figure 1: δ19IMD = 170 μm and δ30PIT = 176 μm. Corresponding bending strains of outer filaments have been obtained for diameter of 70 mm: εbf30PIT = 0.485% and εbf19IMD = 0.503%.
More detailed comparison of critical degradation is shown by figure 5, where the effect of direct bending and consequent wire straightening is demonstrated. Figure 5(a) shows the critical current recovery after wire straightening, which is around 10% for 19IMD and around 15% for 30PIT wire. Critical currents higher than for not stressed samples were measured after bending to 70 mm and straightening. It can be explained by lower axial strain applied to outer filaments (<0.5%, which is below the irreversible strain) and by the reduced residual strain caused by bending and straightening, similarly as presented for MgB2 wires twisted after heat treatment [20]. Figure 5(b) compares the normalized critical current of wires versus bending strain at outer filaments. One can see that apparent transport critical current degradation occurs at εbf > 0.5% and the MgB2 filaments made by IMD process are less sensitive to mechanical stresses than those made by PIT [17].

Figure 5. Normalized critical currents of 19IMD and 30PIT after direct bending and straightening versus diameter (a) and versus bending strain (b).
Download figure:
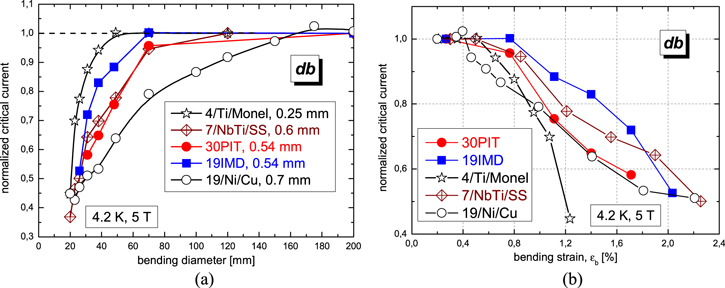
Standard image High-resolution imageFigure 6 shows the critical current degradation by bending for MgB2 wires of different size and composition (from literature data) compared to 19IMD and 30PIT. Figure 6(a) presents the critical bending diameter ranging between 50 mm and 160 mm. The lowest one was measured for 4 filament Monel sheathed tape of thickness 0.25 mm [21] in which the filaments are placed close to neutral axis. Critical current degradation bellow 160 mm was measured for ex situ 19-filament Ni sheathed tape with one side Cu stabilization of total thickness 0.7 mm [12]. Comparable dependences were obtained for 7-filament wire of 0.6 mm in diameter with a NbTi barrier [22] and 30PIT with stainless steel, both made by the in situ PIT process.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. Normalized critical currents of different MgB2 wires versus bending diameter (a) and versus the bending strain εb (b).
Download figure:
Standard image High-resolution image{kind=link}
Due to the different size and composition of the compared MgB2 samples, the Ic degradation with the bending strain εb was plotted by figure 6(b). The highest sensitivity to bending strain is evident for Ni-sheathed ex situ tape allowing only εb < 0.4%. MgB2 wires made by the in situ approach are able to withstand εb < 0.5%, but 19IMD wire shows the highest strain tolerance with εb < 0.75%. Recently, Yang et al presented the independent transport properties for 30-filament in situ PIT wire of 0.8 mm up to a bending strain of 0.4% at 4.2 K and they regarded 18-filament IMD wire of 0.83 mm diameter as bend-strain tolerant up to εb ~ 0.5% [22]. These results are in agreement with the present work and confirm better electro-mechanical properties for IMD wires.
The observed differences in the strain tolerances among the MgB2 wires made by ex situ PIT, in situ PIT and IMD processes can be attributed to different grain connectivity and also to variable mechanical strengths of sheath materials affected by the final heat treatment. The highest grain connectivity in IMD MgB2 [23] combined with the lowest heat treatment temperature (∼640 °C) results in the best strain tolerance. Among the PIT wires, on the other side, high annealing temperature (>900 °C) and poor connectivity lead to the lowest strain tolerance of wires made by ex situ processes. In situ wires with apparent filament porosity but heat treatment at ∼700 °C allow better mechanical reinforcement and consequently less sensitive behaviour than ex situ ones.
4. Conclusion
The effect of direct and indirect bending stress has been examined for two types of MgB2 wire made by PIT and IMD processes. A good agreement between the critical current degradation measured by direct and indirect bending modes has been shown. It allows the estimation of limits important for the winding process of MgB2 superconductor with brittle filaments. A direct bending approach requires a superconducting magnet with a large inner bore (usually higher than the the largest bending diameter). We confirmed that it is much simpler to anneal the bent wire samples and measure the straightened short pieces to find the irreversible strain by indirect bending. Comparison of critical current degradation for MgB2 wires made by PIT and IMD processes has shown an improved strain tolerance for IMD due to better grain connectivity and the low annealing temperature apparently not reducing the mechanical strength of the sheath material.
Acknowledgments
This work was supported by the projects APVV-14-0522, CENTE I with ITMS code 26240120011 and by the FP7/2007-2013 under grant agreement No. 308793. The authors would like to thank to Wolfgang Haessler from IFW Dresden for providing of components for IMD wire.