
Abstract
Monodispersed nano-copper particles were prepared, and the optimized method of preparation procedure was established through orthogonal experiments under four different factors. The experimental results show that the particle size of freeze-dried nano-copper particles can be adjusted by rotational speed, freezing rate, types of active agents and freezing mode, and freezing mode is the most important among all of the four factors. Tribological results of the nano-copper particles from the best optimized procedure can be improved 5%–10% than that of pure paroline oil and the lowest coefficient of friction 0.12 can be obtained for the sample of 0.05 wt%. The lubrication mechanism mostly attributed to the appropriate concentration of copper particles filling the surface pits, which is beneficial for the improvement of the tribological performance.
Export citation and abstract BibTeX RIS

Original content from this work may be used under the terms of the Creative Commons Attribution 4.0 licence. Any further distribution of this work must maintain attribution to the author(s) and the title of the work, journal citation and DOI.
1. Introduction
In recent years, nano-copper particles have demonstrated excellent prospects in tribology which have been widely discussed for their unique physical and chemical properties, excellent extreme pressure characteristics, repair surface micro-damage and prolonged operation time of mechanical parts [1–4]. A large amount of data proves that nano-copper can be used as a lubricating oil additive to improve anti-wear and bear capacity of lubricating oil and it can substitute some noble metal particles into high quality lubricating oil. Nano-material can form a tribo-film on the surface for improving the tribological property and forming self-repair metal surface appearance. Besides, the lubricating properties and load-bearing capacity of the lubricating oil can be improved to be suitable for slashing conditions [5, 6]. In recent years, the tribological properties of CuO, MoS2 Ce-Zr nano-additives in lubrication oil were studied [7] The sizes of nanoparticles used were mostly in the range of 20 ∼ 150 nm. The friction reduction and anti-wear behaviors are dependent on the characteristics of nanoparticles such as size, shape and concentration [8–10].
At present, the methods of synthesizing nano-copper particles [11–17] are generally divided into physical methods (ball milling, physical vapor deposition, chemical vapor deposition, gamma radiation-hydrothermal synthesis, etc) and chemical method (chemical reduction method). Among them, the chemical reduction methods are used for low cost and easy to realize industrial production. However, there are a series of problems in the preparation, such as the hard agglomeration of the particles, poor uniformity and complexity to collect. Vacuum freeze-drying [18] (freeze-drying method) is a method of freezing the substance containing liquid phase (generally water) into solid phase and using vacuum to sublimate the liquid phase and obtain the dry component. As it removes moisture from the material under the special environment of low temperature and low pressure, it has the advantages that other drying methods cannot be compared with it [19]. In recent years, the synthesis of ultrafine nano-particles by the freeze-drying method has been widely used in many technical fields. Fabio. et al [20] obtained a freeze-drying method for alloy particles, which can get the microstructure of the particles, and can control the size and uniformity of the particles. Wenming Zeng [21] used AlCl3·6H2O and ammonia as precursor materials to produce precipitation in aqueous solution, and Al2O3 particles with an average diameter of 42 nm were synthesized by the freeze-drying method. Jun Liu [22, 23] selected copper amine complex and silver amine complex as precursors and synthesized uniform size particles, exterior rule, non-agglomerated copper hydroxide and silver nano-particles. Other literature studies [20, 24–27] also show that the nano-particles prepared by the freeze-drying method have a uniform and fine particle size, regular shape, less hard agglomeration and they are easier to disperse. This will probably improve the dispersion performance of nano-copper in lubricating oil. Therefore, the vacuum freeze-drying method was used to prepare nano-copper in this study.
Although the lubricating effect of nano-particles additive in lubricating oil has obtained substantial progress, the agglomeration of nano-copper particles is still a problem that needs to be resolved since the mutual attraction between particles further deteriorates the lubricating property of base oil due to the mutual attraction for the large particles. In this study, the freeze-drying method effectively solved the problem of hard agglomeration in the preparation process of nano-copper particles. Besides, the preparation procedure was optimized through orthogonal experiments under four different factors and the influence of various synthetic factors was further investigated at different conditions. Tribological properties of nano-copper particles as a lubricant additive are of great significance for the realization of industrial application.
2. Experiment
2.1. Reagents
The reagents used in the experiment were: Copper(II) sulfate pentahydrate (CuSO4 ▪5H2O, AR, purchased from Henan Yunyao Chemical Co., Ltd), Sodium hypophosphite(NaH2PO2, AR, purchased from Changzhou Shanglian Chemical Co., Ltd), Ethylenediaminetetraacetic acid (EDTA, AR, purchased from Changzhou Tianheng Industry and Trade Co., Ltd), polyvinyl pyrrolidone (PVP, AR, purchased from Zhengzhou Yuancheng Chemical Co., Ltd), Stearic acid (C18H36O2, AR, purchased from Jingxian Longyuan Chemical Co., Ltd), ethyl alcohol absolute (C2H5OH, AR, purchased from Jinan Yuanxiang Chemical Co., Ltd) and liquid paraffin oil (from PetroChina Company of China).
2.2. Synthetic process of nano-copper particles
Different amounts of CuSO4 · 5H2O and C10H16N2O8 were mixed in a beaker (A), NaHPO2 and surfactant were placed in a beaker (B) and the two beakers were mixed in distilled water, respectively. The beakers were then placed in a water bath, which was heated to 702 °C. The propeller of the digital single display stirrer was put into the beaker A and mixed through agitator and then the solution in the beaker B was slowly poured into the beaker A for 1 h. After that, the nano-copper solution was washed with distilled water and collected centrifugally. The product was then added to the mixed solution of distilled water and ethanol (volume fraction of 25%), and the seal was stored.

2.3. Freeze-drying procedure
The above precursor solution was fed into a freeze dryer and kept at −58 °C and freeze-dried at 0.01 mbar for about 24 h. After freeze-drying, the sample was sealed with a pressure capping machine.
In the whole preparation process, the variables of the impacts were too complicated to produce the best preparation process, which contained particle size, the level of influence factors, the number of factors and the number of experiments in the sequence of factors, so the orthogonal experiment was used to optimize the design of the process parameters of the nano-copper particles in the freeze-drying system.
2.4. Characterization
A vacuum freezing-dryer (ALPHA 1–2LD PLUS) was used to dry the particle samples. HX1002T-type electronic balance; Ultrasonic cleaner (KQ2200E) was used to disperse particles to the paroline oil; a transmission electron microscope (TEM, JEM-200CX-type) was used to characterize the granular size. A multi-functional tribometer (UMT-2) was used to test the tribological property of the nano-lubricating oils. The experimental temperature was 20 °C–23 °C. The pressure was 30 N, the sliding frequency was 3 Hz and the reciprocating stroke was 6 mm. On the friction pair: friction pair for Φ = 9.5 mm GGr15 ball, the Φ = 30 mm of the friction pairs were used in the tests. A ball-on-disk reciprocating mod was applied under the lubrication of oil. The sliding time was 3600 s. After the experiments, the friction pairs were ultrasonic cleaning in acetone for 10–15 min A MM-3-type metallographic microscope was used to observe the worn surface.
3. Orthogonal experiments results and analysis
3.1. Optimized method by orthogonal experiments
From the analysis of a large amount of research data, the speed range of the chemical reaction while the preparation of nano-copper particles was found to be 400 ∼ 1000 r/min, so the index of the influence factor A (rotational speed) of this experiment was averaged at 700 r/min and the gradient was 50 r/min. Influence factor B (Types of active agents) was selected as a non-ionic surfactant (PVP) and anionic surfactant (stearic acid). According to the data, the freeze-drying thickness of the material is 5 ∼ 15 mm. So considering that the purpose of this experiment is to explore the particle size of the particles and the study surface, the thickness of the freeze-dried material is thinner, the particle size of the product is smaller. And the particle dispersion is more uniform. The index of influencing factor C (material thickness) was selected to be 5 mm, 7.5 mm and 10 mm, respectively. The freezing rate is a major influence factor of freeze-dried products. Slower freezing rate, uneven frozen material composition and appearance of segregation phenomenon cause the particle size to be difficult to control and it is more likely to obtain a larger particle size of the particles. Therefore, the influence factor D (freezing mode) was selected in three different ways of freezing rate, namely liquid nitrogen freezing (rapid freezing), vacuum freezing (rapid freezing) and −58 oC freezing (direct freezing). The results are shown in table 1.
Table 1. The orthogonal experimental factors and levels of L9 (34) of the main influencing factors of nano-copper particle size.
| Level | Factors | |||
|---|---|---|---|---|
| A | B | C | D | |
| Rotational Speed/(r·min−1) | Types of active agents/g | Material thickness/mm | Freezing mode/cm·h−1 | |
| 1 | 650 | 0 | 5 mm | Liquid nitrogen freezing |
| 2 | 700 | PVP | 7.5 mm | −58 °C freezing |
| 3 | 750 | C18H36O2 | 10 mm | Vacuum freezing |
The particle size of nano-copper particles was tested by TEM. The experimental results and particle morphology are shown in table 2 and figure 1, respectively.
Table 2. Orthogonal experimental results of L9 (34) of the main influencing factors of nano-copper particle size.
| Process number | Factors | Average particle size of nano-copper particle (nm) y | |||
|---|---|---|---|---|---|
| A | B | C | D | ||
| Rotational Speed | Types of active agents | Material thickness | Freezing mode | ||
| 1 | 1 | 1 | 1 | 1 | 6.5 |
| 2 | 1 | 2 | 2 | 2 | 19 |
| 3 | 1 | 3 | 3 | 3 | 8.5 |
| 4 | 2 | 1 | 2 | 3 | 14 |
| 5 | 2 | 2 | 3 | 1 | 6 |
| 6 | 2 | 3 | 1 | 2 | 22 |
| 7 | 3 | 1 | 3 | 2 | 33 |
| 8 | 3 | 2 | 1 | 3 | 7 |
| 9 | 3 | 3 | 2 | 1 | 5 |
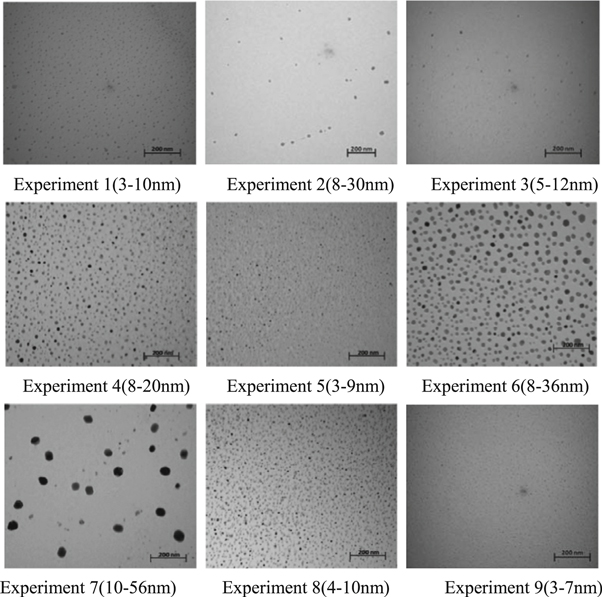
Figure 1. TEM of the samples after orthogonal experiment.
Download figure:
Standard image High-resolution imageThe particle size of the sample prepared by freeze-drying method was uniform, the morphology was similar to that of a spherical body and there was no hard agglomeration between the particles (figure 1). The particle size of the 9th experimental sample was the smallest and was about 3 ∼ 7 nm.
3.2. Study on the optimum preparation technology of freeze-dry nano-copper particles by the method of extreme difference analysis
In table 3, K1, K2 and K3 are the sum of the sizes of the freeze-dried nano-copper particle sizes at three levels, k1, k2, and k3 are the average values respectively, and R is extreme difference.
Table 3. Orthogonal experiment-extreme difference analysis method.
| K1 | 34 | 53.5 | 35.5 | 17.5 |
| K2 | 42 | 32 | 38 | 74 |
| K3 | 45 | 35.5 | 47.5 | 29.5 |
| k1 | 11.333 | 17.833 | 11.833 | 5.833 |
| k2 | 14.000 | 10.677 | 12.677 | 24.667 |
| k3 | 15.000 | 11.833 | 15.833 | 9.833 |
| R | 3.667 | 7.166 | 4.000 | 18.834 |
The data in table 3 are calculated by the experimental results (R), the size sequence of influencing factors is RD (frozen mode) > RB (active agent type) > RC(material thickness)> RA (stir speed), in which the freezing mode is the main influencing factor and the stirring speed before the preparation of the precursor solution has a small influence on the preparation of nano-copper particles. In this experiment, while the preparation of nano-copper particles, particle size affected the goal of the optimal process. In the TEM test, the particle size of nano-copper particles has to be as small as possible. The smaller level of each factor is our goal to optimize for the best effect. From the various levels in factor A, KA3 > KA2 > KA1 was obtained and A1 was selected as the optimal level of factor A. In the same way, B2C1D1 was the optimal level of influence factors of B, C and D. Therefore, through orthogonal experiment, the best freeze-drying production process and the optimal combination of nano-copper particles was A1B2C1D1, i.e. the stirring speed is 650 r/min, the surfactant is PVP, the freeze-dried material thickness is 5 mm and the freezing method is for rapid liquid nitrogen freezing.
3.3. Study on the optimum preparation technology of freeze-drying nano-copper particles
table 4 shows the results of orthogonal experiments and analysis of variance. In the table, K1j, K2j, and K3j are the sum of the freeze-dried nano-copper particle sizes at three levels.
Table 4. Orthogonal Experiment-variance analysis method.
| K1j | 34 | 53.5 | 35.5 | 17.5 |
| K2j | 42 | 32 | 38 | 74 |
| K3j | 45 | 35.5 | 47.5 | 29.5 |
| k1j2 | 1156 | 2862.25 | 1260.25 | 306.25 |
| k2j2 | 1764 | 1024 | 1444 | 5476 |
| k3j2 | 2025 | 1260.25 | 2256.25 | 870.25 |
The SSj of each column was calculated according to the following formula.





Several other values were also calculated using the same method.

The degrees of freedom were calculated.

The variance VA was calculated using the following formula.

The others were calculated using the same method.

Table 5 shows the variance analysis significance table of the orthogonal experimental results. Combined with table 4, comparing the influence factors of each level in A kij2 value, it can be concluded that k3j2 > k2j2 > k1j2, and it can determine the optimal level of A i.e. A1. Similarly, the optimal levels of the remaining three factors were B2, C1, D1 and the optimal combination of the orthogonal experiment was A1, B2, C1, D1. The best conditions for the production process of the lyophilized nano-copper particles were as follows: the stirring speed was 650 r/min, the additive was for PVP, and the freeze-drying material thickness was 5 mm and the freezing method was for rapid liquid nitrogen freezing. The variance analysis was carried out with the minimum of A factor as the error term and it can be analyzed from the significance of variance analysis that the difference between D factor and the experimental effect is significant. Finally, the order of influence of the four influencing factors was D > B > C > A, and the data result obtained was consistent with the extreme difference analysis method.
Table 5. Analysis of variance factor significance F0.05(2, 2)=19.00.
| Factors | Deviation squared sum | Freedom | Mean square | F | Significant level |
|---|---|---|---|---|---|
| A | 21.555 | 2 | 10.775 | ||
| B | 88.722 | 2 | 44.361 | 4.117 | |
| C | 26.722 | 2 | 13.361 | 1.240 | |
| D | 590.722 | 2 | 295.361 | 27.412 | P < 0.05 |
| Error | 0.004 |
Preparation parameters of nano-copper particles were optimized by orthogonal experiments. The best parameters of preparation for nano-copper particles were: 650 r/min (stirring speed), a surface active agent for PVP, the freeze-dried material thickness of 5 mm and the freezing method of rapid liquid nitrogen freezing. The effect of the freezing method on the particle size of freeze-dried nano-copper particles was larger than that of the stirring speed for the precursor solution.
4. Study on tribological properties of nano-copper particles
4.1. Dispersion stability of nano-copper particles
The same surface modification treatment was performed on commercially available nano-copper particles and freeze-dried nano-copper particles (three nano-copper particles with different freeze methods). A certain amount of stearic acid and Span-80 (4% of the mass of nano-copper particles) was taken in a beaker of 20 ml ethanol and stirred until dissolved. Two kinds of nano-copper particles were washed with dilute nitric acid and dilute sulfuric acid before use. After the drying treatment, they were separately added to the ethanol, containing the surface modifier and then exposed to ultrasonic cleaning for 45 min Two kinds of surface modified copper particles were obtained by drying treatment. The modified nano-copper particles (0.5% by mass of paraffin oil) were added to the paraffin oil separately, exposed to ultrasonic treatment for 1 h, and then collected in a test tube. After collection, they were left standstill and then observed. The stability performance of different oil samples was evaluated after sedimentation and stratification.
Figure 2(a) shows the result of the oil sample after vacuum freezing of nano-copper particles standing still for 18 h. The sample is black. Figure 2(b) shows the result after 9 days of standing still. Figure 2(c) is the result of the commercially available nano-copper particle oil sample after standing still for 10 h and the oil sample is reddish brown.
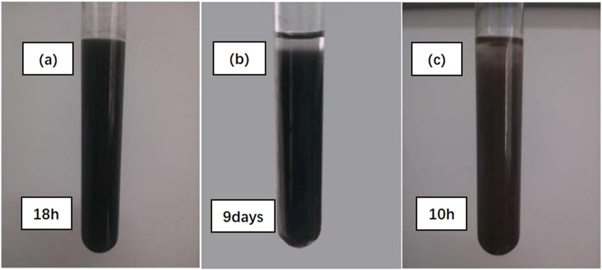
Figure 2. Dispersivity results of nano-copper particles in paroline oil.
Download figure:
Standard image High-resolution imageAfter 18 h, the vacuum-frozen nano-copper lubricating oil was found to have good dispersion stability and no phenomenon of sedimentation or delamination was observed (figure 2(a)). After standing still for 9 days (figure 2(b)), the oil sample showed a settlement of about 10%, indicating better stability of the particles. The −58 °C frozen and liquid nitrogen frozen nano-copper particles had different degrees of delamination after standing in the lubricating oil for 1 day and they all settled after 3 days. Compared with vacuum frozen nano-copper particles, these two samples had weaker stability when added to paraffin oil. However, the commercially available nano-copper particles lubricant samples showed about 20% of oil sample delamination after 10 h and the sedimentation of nano-copper particles in the lubricating oil was more serious, indicating its dispersibility to be unstable. After simple and identical surface modification treatment, the dispersion stability of freeze-dried nano-particles was found to be better than that of common copper particles in paraffin oil and the effect of vacuum frozen nano-particles was found to be the best. In addition, the pH values for all the lubricating oil samples were about 7.0.
4.2. Anti-friction performance
More studies have been done about that that the tribological properties of nanoparticles as lubricants additives depend on particle size, minor scale size of nanoparticles have better lubrication property [28, 29]. So only the small-size product for the best preparation technology was used to test the tribological property. Based on the above freeze-dried nano-copper particles samples as additives and liquid paraffin oil as the base oil, different concentrations of paraffin oil with nano-copper particles additives (experiment) were prepared with the concentration (mass ratio) : 0.0%, 0.02%, 0.05%, 0.1% and 0.3%, respectively.
Figure 3 shows the COF curve of paraffin oil at various concentrations of additives. It can be seen from the figure that the friction coefficient increases with the increase of friction reaction time and the friction coefficient increases from 0.12 of 600 s to 0.135 of 3600 s. However, the friction coefficient of the paraffin oil added to the nano-copper particles was found to be relatively stable and the friction coefficient of the paraffin oil with relatively no nano-copper was less volatile, indicating that the freeze-dried nano-copper particles have a good lubrication effect. Different concentrations of nano-copper particles in paraffin oil had different effects. When the concentration of copper particles was 0.05 ∼ 0.1 wt%, the oil sample obtained the lowest COF.
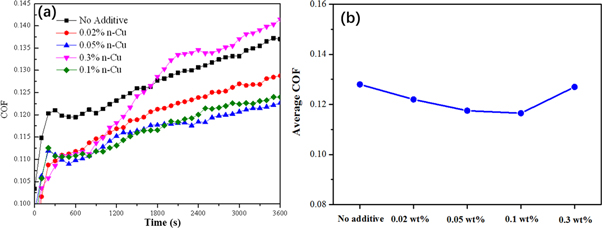
Figure 3. COF diagram of paraffin oil of different concentrations.
Download figure:
Standard image High-resolution imageWhen the additive amount was 0.3 wt%, the range of COF increased, indicating that excessive additive amount cannot improve the tribological property of the lubricating oil. Particles collided with each other, easily produced larger particles, increased the particle size of copper particles in the lubricating oil, at 30 min, the friction coefficient and friction properties of the liquid paraffin oil were flat, then continued to increase, and verified with the increase of reaction time, impurities in lubricating oil caused the gradual reduction of friction performance of paraffin oil.
4.3. Anti-wear property and lubrication mechanism
Figure 4 shows the wear scar maps and wear rates of the tested ball. The wear scar radius of 0.05 wt% nano-copper additive obtained the lowest wear rate. When the copper additive was lower than 0.05 wt% or exceeded 0.05 wt%, the wear rates of the lubricating oils increased. Besides, all the oil samples containing copper particles showed a similar abrasion mechanism of micro-plowing. As the copper particles deposited on the surface during the sliding process, copper particles played the role of self-healing to some extent. Figure 5 shows the worn images for the lower disks. Figure 5(a) shows that worn surface presents serious ploughing wear and pits for the non-additive paraffin oil sample. With the addition of copper particles into paroline oil, the anti-wear property can be improved.
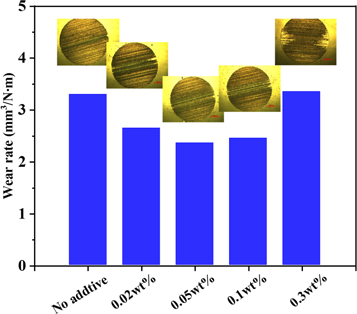
Figure 4. Wear scar maps and wear rates of the tested balls.
Download figure:
Standard image High-resolution image
Figure 5. Worn surface of the lower disks for different oil samples (a)Lubricant without additive; (b) 0.02% content of additives in lubricating oil; (c) 0.05%content of additives in lubricating oil; (d) 0.1%content of additives in lubricating oil; (e) 0.3%content of additives in lubricating oil.
Download figure:
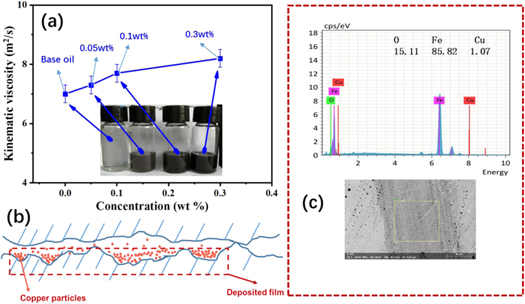
Standard image High-resolution imageWhen the concentration of copper particles reached 0.05 wt%, the wear-resisting performance was found to be the best. When the concentration of copper particles was 0.05 wt%, only some slight scratches appeared on the worn track. Although the damage situations still existed for the samples of 0.05 wt% and 0.1 wt%, the worn degrees were improved than that of containing no additive or high concentration of oil samples. As shown in figure 6, the potential reason is that the appropriate concentrations of copper particles just fill the surface pits, which is beneficial for the improvement of the tribological performance and the excessive copper particles overflow the pits, resulting in the aggravation of surface wear [30, 31]. Besides, the viscosity of the composite lubricating oil contained nano-copper particles increased than that of pure paroline oil, this factor can improve the elastohydrodynamic lubrication effect [32].
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Figure 6. Mechanisms of friction for the copper particles in paroline oil (a. Viscosities of lubricating oil samples contained different amounts of nano-copper particles; b. Film-forming effect of nano-copper particles in the sliding process; c.SEM and EDX images are for the sample of 0.1 wt%).
Download figure:
Standard image High-resolution image{kind=link}
5. Conclusions
- (1)Vacuum freeze-drying method was used to prepare nano-copper particles, having uniform dispersion and no obvious agglomeration in the precursor with pentahydrate copper sulfate and sodium hypophosphite. The preparation technology of nano-copper particles by freeze-drying method was optimized by orthogonal experiments.
- (2)The influence factors of four preparation parameters on the particle size were analyzed. The order of influence of the four factors was found to be D > B > C > A, (A: Rotational speed; B: Types of active agents; C: Material thickness; D: Freezing mode).
- (3)The lyophilized nano-crystalline copper particles can effectively reduce the friction and wear on liquid paraffin lubricating oil at room temperature. With the increase of additive amount of nano-copper particles, the friction coefficients can be decreased at the concentrations of 0.02 wt% ∼ 0.1 wt%, and the oil samples obtained the lowest COF while the concentration of copper particles was among 0.05 ∼ 0.1 wt%.
Acknowledgments
Junde Guo and Runling Peng contributed equally to this work and should be considered co-first authors. This work was supported by the Special Research Project in Shaanxi Province Department of Education (18JK0392) and Science and Technology on Diesel Engine Turbocharging Laboratory (6142212190104).