
Abstract
A systematic study of the influence of the milling energy of the precursor powder on the microstructure and the superconducting properties of MgB2 bulk samples and wires, and, in addition, the deformation behavior of the wires is presented. An explicit approximate formula for the energy transferred to the powder sample during milling and its dependence on the parameters of the milling process is developed and used for the data analysis. For higher milling energies the amount of the reacted MgB2-phase shows a strong increase. The transport critical current density of wires can be enhanced by using precursor powder milled with higher energy. Because the deformation properties are degraded to some extent, one has to find a compromise of the preparation parameters between current density and deformation behavior.
Export citation and abstract BibTeX RIS
1. Introduction
Different technologies are used for the preparation of the precursor powder for MgB2 bulks and wires: ex situ (starting material MgB2), in situ (starting materials Mg and B) and the internal diffusion method (diffusion of Mg in boron powder above the melting point of Mg). In the most widely applied in situ technology Mg and B powders are often high energy ball milled or, using an alternative term, mechanically alloyed [1–4]. The technique of mechanical alloying has been shown to be very effective in the preparation of sophisticated precursors [2]. Powders processed in this way are characterized by very fine grains and, furthermore, a fraction of the powder has already reacted to form MgB2, i.e. it is 'alloyed'. Samples made of such precursor powders have high critical current densities Jc due to grain boundary pinning. Additionally, these powders have a relatively low sensitivity against oxidation in air [5].
Malagoli et al [6] reported on ball milling of ex situ powder. They varied the milling time (5–256 h) at a rotation speed of 180 rpm. Grain refining, improved critical current density Jc of monofilamentary tapes and disappearance of anisotropy of Jc were observed. An increased number of grain boundaries (grain boundary pinning) and fresh grain surfaces (connectivity) were discussed as the reason for this. Based on these investigations Romano et al [7] implemented a milling parameter MP representing the power transferred to the powder which was defined as the product of the square of the rotation speed and the milling time. They found a maximum in the Jc of Ni-sheathed monofilamentary tapes at medium MP-values. The increase of Jc was explained by reduced grain size and the following decrease at higher MP-values by increasing disorder. A grain refinement and an increase of the irreversibility field of bulk samples were observed after SPEX-milling of ex situ powder with carbon addition by Senkowicz et al [8]. The connectivity was found to be only a weak function of milling time. Kario et al [9] reported on the milling of ex situ powder at 250 rpm between 1 and 20 h. Besides the improvement of Jc of monofilamentary tapes, the problem of MgB2 decomposition in the highly reactive powder was discussed.
Wang et al [10] and Takahashi et al [11] reported on ball milling of in situ powder. In [10] an enhanced defect density with increased milling time was shown besides grain refining. In bulk samples and monofilamentary tapes a remarkably improved Jc was found using 80 h milled powder. In [11] a Jc improvement of Fe-sheathed monofilamentary tapes was also observed. Additionally, the MgB2 phase formation was shifted to lower temperatures due to long time milling of the precursor powder.
In the most experiments found in the literature only the milling time was varied at a fixed rotation speed. But one experiment has taken into account, as already shown in [7], that the parameter describing the influence of the milling on the powder properties is the milling energy per mass, which depends on the rotation speed, milling time and ball/powder ratio. In order to improve the understanding of the implication of the milling parameters on the transferred energy and as well on the microstructure and the superconducting properties of the samples, an explicit approximate formula for the energy transferred to the powder sample during milling and its dependence on the parameters of the milling process was developed and used for the data analysis.
In this paper a systematic study of the influence of the milling energy of the ball-milling process of in situ powder on the microstructure and the superconducting properties of bulk samples and wires, taking the deformation behavior of the wires into account, will be presented.
2. Experimental details
Powders of magnesium (Goodfellow 99.8%, <250 μm) and amorphous boron (Fluka> 95%, < 1 μm) were used. Powder storage and processing were carried out in a glove box under Ar atmosphere. A partially reacted, nano-crystalline precursor powder with enhanced reactivity was obtained by mechanical alloying using a ball mill with tungsten carbide milling tools for different times, rotation speeds and ball to powder ratios under Ar atmosphere. The technique of mechanical alloying has been shown to be very effective in the preparation of sophisticated precursors [2]. Bulk samples (cylindrical shape ∅ 10 mm and a height of 1 mm) were hot pressed at 640 MPa at a temperature of 700 °C for 10 min. Mono- and multifilamentary tapes and wires were prepared by the powder-in-tube (PIT) method. For the experiments with monofilamentary tapes the powder was filled into CuNi/Nb-double tubes (outer/inner ∅ 13/7.5 mm), which were deformed by swaging and rolling (from ∅ 1.6 mm in eight steps) to dimensions of 3.7 × 0.3 mm2. For the multifilamentary wires 21 monofilamentary wires with Cu/Nb-sheaths (∅ 1.8 mm) were bundled into an outer CuNi-sheath (outer ∅ 13 mm) and deformed by swaging and drawing down to ∅ 1.85 mm diameter. The filling factors were 18%–22% (monofilament) and 10% (multifilament). Interstage annealing was applied at 500 °C/1 h in Ar atmosphere to reduce work hardening of the sheath. The subsequent final heat treatment was carried out at a temperature of 625 °C in Ar atmosphere (dwell time 1–10 h).
The phase composition was determined using an x-ray diffractometer (X'Pert PW 3040, Philips) with Co Kα radiation. The quantitative Rietveld analysis was carried out by means of the X'Pert Plus program (Philips Analytical BV). A scanning electron microscope (JEOL JSM 6400) was used to investigate the microstructure. The critical temperature was determined by temperature and magnetic field dependent resistance measurements using a PPMS (Quantum Design). The magnetic Jcm of the bulk samples was measured by a vibrating sample magnetometer (VSM) using the Bean-model for cylindrical samples (Jcm = 15ΔM/(πr3h)). The transport Jc values of the tapes were determined by the standard four probe method using the 1 μV cm−1 electric field criterion.
3. Calculations
There are different approaches to determine the energy transferred to a sample during ball milling [12–16]. Here, we refer to Kakuk et al [12] who modeled the motion of a single ball in a planetary ball mill and obtained results for the energy transferred to the mill product during the milling process. The determination of the trajectory of the ball required a sophisticated analysis of the movement of the ball in the vial. A system of non-linear equations for the solution of the problem was derived and used to analyze the relation of milling conditions and efficiency of the milling process. In this work we develop an explicit formula for the transferred energy and its dependence on the milling parameters. The assumptions made here, i.e. two-dimensional motion, neglect of gliding and friction, and omission of interaction of the balls, are the same as in [12]. An additional assumption made here concerns the time interval between subsequent impacts of the ball on the wall of the vial. This assumption is supported by numerical results [14] for the model described in [12]. The straightforwardness of this approach is guaranteed by using mean values for all quantities.
Previous estimations showed that the mean speed, vb, of a ball is proportional to the tangential speed, ωprp, of the rotational axes of the vials [13],

Here, ωp is the angular frequency, rp is the radius of the sun disk, and the coefficient cb takes the value cb = 0.98 [13]. The mean free path, lf, of a ball in a vial containing only one ball is approximately given by the mean chord length, l = πrv/2, of the circle [17] minus two times the ball radius,

The mean time of flight of a ball between detachment and impact, t1, is then given by

The time, t2, between impact and subsequent detachment can be calculated via classical mechanics tracing the movement of a ball in a two-dimensional vial [12, 14]. It was shown in [14] that t2 ≪ t1 for ω/Ω ≤ 1, and t2 ≅ t1 for 1.5 < ω/Ω < 3.5, where ω and Ω are the rotation speeds of the vial and the sun disk, respectively. This result was obtained for a specific value of Ω. However, considering only the dependence of the ratio t2/t1 on the ratio ω/Ω the conditions given above are transferable to arbitrary values of Ω. The impact frequency is now written as

The coefficient a varies from about 1 for ω/Ω ≤ 1 to approximately 2 for 1.5 < ω/Ω < 3.5.
This assumption is reasonable with an accuracy of about 20% if the vial-to-disk rotational speed ratio is between 1.5 and 3.0 [14]. The impact frequency, fi, follows as

where the coefficient  takes values between about 0.5 and 1. A fraction, Ei, of the kinetic energy of a ball is transferred to the sample layer on the wall of the vial during one impact. It is given by
takes values between about 0.5 and 1. A fraction, Ei, of the kinetic energy of a ball is transferred to the sample layer on the wall of the vial during one impact. It is given by

The coefficient ce describes the efficiency of a single impact with respect to the desired structural transformation. The quantity vn denotes the component of the speed of a ball normal to the wall of the vial at the point of impact. It is calculated for a ball moving along a line between detachment and impact having the length, lf, of the mean cord of a circle with the radius of the vial. The result is

The energy transferred during milling time t is now

where nb is the number of balls in the vial. Introducing the ratio β, the mass of balls to the mass of the sample, and the dimensionless constant c, which is of the order of magnitude of 0.1 the energy transfer per mass of the powder sample can be written in the form

This expression is related to the milling parameter  used in [7] for the discussion of the influence of the milling conditions on the properties of MgB2 superconducting tapes and wires. The difference between the present formula and the milling parameter MP is due to the dependence of the impact frequency on the milling revolution speed given in equation (5) which is considered here but not in the estimate used in [7].
used in [7] for the discussion of the influence of the milling conditions on the properties of MgB2 superconducting tapes and wires. The difference between the present formula and the milling parameter MP is due to the dependence of the impact frequency on the milling revolution speed given in equation (5) which is considered here but not in the estimate used in [7].
Only the fraction ceEt,0 < ce < 1, contributes effectively to the MgB2 formation. The fraction (1 − ce) of the transferred energy is dispersed to heat production, abrasive processes, plastic deformation of material without MgB2 formation, and destruction of MgB2 already produced during previous impacts. Nevertheless, the experimental data presented in section 4 are related to the transferred energy Et because of the uncertainty in the coefficient ce. An estimate for the value of the coefficient ce and possible consequences for the mechanism of e MgB2 formation are given at the end of section 4.
4. Experimental results and discussion
The method of design of experiments was used to collect a comprehensive understanding of the influence of the milling parameters on the structural and superconducting properties of the bulk samples. For the calculation of the parameter sets the software 'Statgraphics®5' (Manugistics®) was used [18]. The calculated milling parameters are collected in table 1. The calculated milling energy per powder mass is given in the last column (section 3). The range of milling energies varies from 4 × 104 (mixing) to 1 × 1010 J kg−1 (high energy milling).
Table 1. Parameters of the milling experiments calculated by design of experiments (factorial screening design with central point, two additional experiments with extreme parameters −11 and 12). The values of milling energy per mass are based on the calculation described in section 3.
| Number of exp. | Ball to powder ratio | Time (h) | RPM (min−1) | Et/m (J kg−1) | Symbol in figure 1 |
|---|---|---|---|---|---|
| 1 | 18 | 50 | 250 | 2.6 × 109 | ■ |
| 2 | 18 | 50 | 100 | 1.7 × 108 | ⋆ |
| 3 | 36 | 50 | 100 | 3.4 × 108 | ⋆ |
| 4 | 36 | 5 | 100 | 3.4 × 107 | ⚫ |
| 5 | 18 | 5 | 250 | 2.6 × 108 | ⋆ |
| 6 | 36 | 50 | 250 | 5.3 × 109 | ■ |
| 7 | 36 | 5 | 250 | 5.3 × 108 | ⋆ |
| 8 | 18 | 5 | 100 | 1.7 × 107 | ⚫ |
| 9 | 18 | 27.5 | 175 | 5.0 × 108 | ⋆ |
| 10 | 36 | 27.5 | 175 | 1.0 × 109 | ⋆ |
| 11 | 36 | 100 | 250 | 1.0 × 1010 | ▲ |
| 12 | 18 | 0.5 | 30 | 4.6 × 104 | ◆ |
If the milling energy is high enough the MgB2 phase is generated during the milling process besides reduction of the grain size. The content of this phase in the milled powder was determined by Rietveld analysis of the x-ray diffractograms. The fraction of MgB2 in the powder is visualized in dependence on the milling energy in figure 1. A transition from pure milling (i.e. grain size reduction) to mechanical alloying was found at a milling energy of about 108 J kg−1. For higher milling energies the amount of reacted MgB2-phase showed a strong increase. The effect of milling on the grain size can be seen in figure 2. The large particles in the first two images are mostly Mg decorated with the much smaller B-particles. During milling, at first these Mg particles were crushed. The particles visible in the images of powders milled with higher energies are mostly agglomerates. The primary size of the MgB2 grains calculated from the broadening of the x-ray-peaks was in the range of some ten nanometers at milling energies of >108 J kg−1.

Figure 1. The phase fraction of MgB2 in the powder in dependence on the normalized milling energy based on Rietveld analysis of the diffraction data (different groups of samples are marked with different symbols which are used in figure 5 as well).
Download figure:
Standard image
Figure 2. SEM-images of milled powder at four different milling energies.
Download figure:
Standard imageBulk samples were prepared from some powders by hot pressing (640 MPa, 700 °C, 10 min, Ar). The R(T)-measurements of these samples show Tc50-values at zero field between 36.5 and 37.5 K without a correlation to the milling energy. From VSM-measurements at 4.2 and 20 K the critical current density Jcm of these samples in dependence on the magnetic field was calculated using the Bean-model. According to figure 3 the Jcm difference between the samples at 20 K is small. At 4.2 K the sample prepared from powder with the lowest milling energy of this selection of experiments (1.7 × 107 J kg−1, powder 8) has the lowest Jcm-values, whereas the sample with the highest milling energy shows the best values at low fields. At high fields it is comparable to the sample milled with a medium energy of 5 × 108 J kg−1 (powder 9). It has to be assumed that the critical current density values are not only determined by grain boundary pinning which is improved by small grain size powders, but also by the whole microstructure (amongst others, cracks, bad grain connectivity, ...) of the samples.

Figure 3. The critical current density of hot pressed bulk samples measured by VSM using the Bean-model (legend: experiment number from table 1).
Download figure:
Standard imageUsing the different milled powders, monofilamentary wires and tapes were prepared. The cross and longitudinal sections of the wires are presented in figure 4. The filament of the wire with smoothly milled powder (upper left image in figure 4) is homogeneous but porous; in addition, it can be deformed quite well by drawing. The higher the milling energy is the denser the filaments are, but simultaneously the deformability deteriorates. The metallographic sections presented in figure 4 clearly show that with increasing milling energy shear bands and cracks occur in the powder core. Irregularities like this will drastically reduce the current carrying capabilities of wires. It also has to be assumed that this kind of irregularity of the powder core will lead to wire breakages in further processing of the wires.
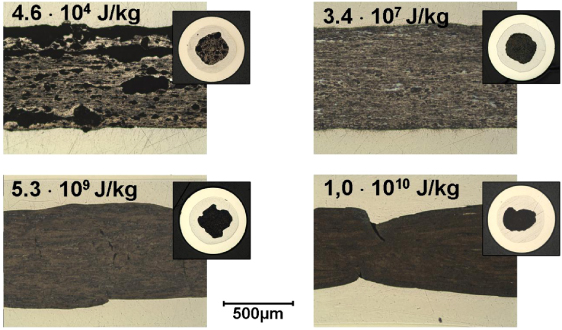
Figure 4. Cross and longitudinal sections of four different monofilamentary wires (∅ 1.6 mm) in CuNi/Nb-sheaths using powders with milling energies between 4.6 × 104 and 2.6 × 109 J kg−1.
Download figure:
Standard imageTo overcome this, additional rolling steps were added before the final heat treatment to reduce the formation of cracks and shear bands and therefore to reach a correlation between milling and Jc. Figure 5(a) shows the dependence of the critical current density on the magnetic field of these tapes annealed at 625 °C for 1 h in a magnetic field. The Jc(B)-curves have a well-defined dependence on the milling energy of the precursor powder used; in the semilog-plot the curves have nearly the same slope and are shifted in parallel. The Jc-values at 8 T, for instance, vary over two orders of magnitude from 4 × 102 A cm−2 (mixed powder: 4.6 × 104 J kg−1) to 4 × 104 A cm−2 (high energy milled powder: 1 × 1010 J kg−1). The Pareto chart calculated in the framework of the design of experiments has indicated the rotation speed and the milling time as significant parameters determining the critical current density. Figure 5(b), where the critical current density at 8 T is drawn as a function of the milling energy, shows that the Jc-values increase over a wide range of milling energies, from pure milling to mechanical alloying (figure 1).

Figure 5. (a) The magnetic field dependence of the transport critical current density of monofilamentary tapes (3.7 mm × 0.3 mm) prepared with differently milled precursors, annealed at 625 °C for 1 h (different groups of samples are marked with different symbols which are used in figure 1 as well). (b) The transport critical current density in dependence on the milling energy of the monofilamentary tapes of (a) at 4.2 K and 8 T.
Download figure:
Standard imageTo see how the results could be transferred to multifilamentary wires a new series of differently milled precursor powders was prepared. With precursors milled with a ball–powder ratio of 36 at 250 rpm at milling times between 1.5 and 50 h wires with 21 filaments were produced by metal forming down to 0.85 mm diameter. The wires were annealed at 625 °C for 10 h. The milling energies varied between 1.6 × 108 J kg−1 (1.5 h) and 5.5 × 109 J kg−1 (50 h). The critical current density of the wires increased with increasing milling time of the precursor. Figure 6(a) shows the behavior of the critical current density in dependence on the magnetic field at 4.2 and 20 K for the differently milled powders. It can be clearly seen that with increasing milling time and energy the critical current capabilities increase. At 4.2 K and 8 T the increase is a factor of about 6 for the powders milled at 1.6 × 108 J kg−1 (1.5 h) and 5.5 × 109 J kg−1 (50 h), whereas at 20 K and 4 T it is only a factor of 4 (figure 6(a)). In figure 6(b) the critical current density at 8 T is shown in dependence on the milling time and normalized milling energy.

Figure 6. (a) The magnetic field dependence of the transport critical current density Jc of multifilamentary wires (CuNi/Cu/Nb-sheath) prepared with precursors prepared with different milling times and a constant rotation speed of 250 rpm (annealed at 625 °C for 10 h). (b) The critical current density Jc at 8 T and 4.2 K of the wires of (a) in dependence on the milling time and normalized energy of the precursor.
Download figure:
Standard imageFor multifilamentary wires the transport critical current density can also be increased by using precursor powder milled with a higher energy. Because the deformation properties and the microstructure are degraded to some extent, one has to find a compromise of the preparation parameters between fine grained dense microstructure as a prerequisite for high current density and deformation behavior which reduces the formation of shear bands and cracks in the powder cores of the wire. It has to be concluded for wires fabricated with powders with high milling energies that high critical current densities can only be achieved in sections where no irregularities of the powder core can be found. As soon as shear bands, narrowing (sausaging) or cracks occur, the critical current performance will degrade locally.
At medium milling energies of about 109 J kg−1 the multifilamentary wires showed a good deformability and intermediate current densities could be achieved. Comparing figures 5(b) and 6(b) it attracts attention that the Jc-values of the multifilamentary wires at 4.2 K and 8 T are comparable to the corresponding values of the monfilamentary tapes.
The above results have verified a distinct correlation of the superconducting properties and the energy transferred to the sample during the milling process. It has already been mentioned that only a part, ce < 1, of this energy is available for the formation of MgB2 by mechanical alloying. In order to estimate the value of ce, we consider experiment No. 10. The transferred energy of 1 × 109 J kg−1 resulted in the production of 20% MgB2 from the initial material. The cohesive energies of Mg and MgB2 are about 1.5 eV [19] and 4 eV per atom [20, 21], which correspond to 6 × 106 J kg−1 and 8.4 × 106 J kg−1, respectively. We assume that corresponding amounts of energy are typically required to form the MgB2 phase by mechanical alloying. Comparing this to the value 1 × 109 J kg−1 for the transformation of 20% of the initial material into the MgB2 phase, we obtain ce ≈ 107/5 × 109 ≈ 10−3 for the efficiency of the milling process with respect to the production of the MgB2 phase under the conditions applied here. Clearly, there is a large potential to improve the efficiency of the MgB2 phase formation. In order to find a strategy to tap part of this potential the theoretical description of the milling process should be extended with respect to the following items.
- (i)An activation energy exists which is required for the phase formation.
- (ii)A single impact affects not only untransformed material but also material already transformed. This reduces the efficiency of the impact by a factor which is equal to the volume of transformed material.
- (iii)Transformed material subjected to further impacts may be re-converted.
The first item can be developed by introducing a velocity distribution of the balls (see [16]) instead of considering mean values. Item (ii) can be discussed in terms of the well-known Kolmogorov–Johnson–Mehl–Avrami (KJMA) model [22]. A treatment of item (iii) could be based on the KJMA model but would require some essential modification. Corresponding work is in progress.
5. Summary
The dependence of the structural and superconducting properties of MgB2 bulk samples and wires on the milling energy of the precursor powder was investigated.
To enable a correlation between the milling parameters used the ball-milling process itself was analyzed theoretically and the milling energy per mass as a function of the milling parameters was calculated. The energy per powder mass depends on the cube of the rotation speed and is directly proportional to the milling time and ball to powder ratio.
If the milling energy is high enough the MgB2 phase is formed during the milling process besides the reduction of grain size. A transition from pure milling (i.e. grain size reduction) to mechanical alloying was found at a milling energy of about 108 J kg−1.
Whereas the magnetic critical current density of the bulk sample was only slightly improved by higher energy milled powder, for monofilamentary tapes a strong dependence was observed. The increase in density of the powder core with increasing milling energy yields a parallel shift in Jc(B) curves which have nearly the same slope. The Jc-values at 8 T, for instance, vary over two orders of magnitude from 4 × 102 A cm−2 (mixed powder: 4.6 × 104 J kg−1) to 4 × 104 A cm−2 (high energy milled powder: 1 × 1010 J kg−1).
For multifilamentary wires the transport critical current density can be increased by using precursor powder milled with higher energy. Because the deformation properties are degraded to some extent, one has to find a compromise of the preparation parameters between current density and deformation behavior.
Acknowledgments
The authors are grateful to J Scheiter, M Schubert, K Nenkov and K Schröder for preparations and measurements.